Изобретение относится к машиностроению и может быть использовано в станках при обработке некруглых деталей типа дисковых кулачков.
Известны устройства подобного назначения, включающие установленную с возможностью перемещения в направлении рабочей подачи щлифовальную бабку, размещенный иа столе копировальный суппорт с соосно установленными деталью и копиром, связанными с приводом вращения, и копирный ролик для взаимодействия с копиром.
В этом устройстве ось копирного ролика расположена в плоскости, проходящей через оси щлифовального круга и детали в исходном положении, а плоскость, проходящая через оси детали и поворота копировального суппорта, расположена перпендикулярно к ней. Величина относительного перемещения детали и режущего инструмента определяется величиной подъема криволинейного профиля задающего копира 1.
Недостатком известных устройств является низкая точность обработки криволинейного профиля детали.
На сумматорную погрешность профиля существенное влияние оказывает погрещность профиля задающего копира, радиальное биение копирного ролика, неточность установки детали и копира на копирном валу и т.д.
Цель изобретения - повыщение, точности обработки.
Поставленная цель достигается тем, что в устройстве для обработки кулачковых деталей, включающем установленную с возможностью перемещения в направлении рабочей подачи щлифовальную бабку, размещенный на столе копировальный суппорт с соосно установленными деталью и копиром, связанными с приводом вращения, и копирный ролик для взаимодействия с копиром, копирный ролик размещен так, что плоскость, проходящая через его ось и ось копира, перпендикулярна к плоскости, проходящей через оси щлифовального круга и детали в исходном положении.
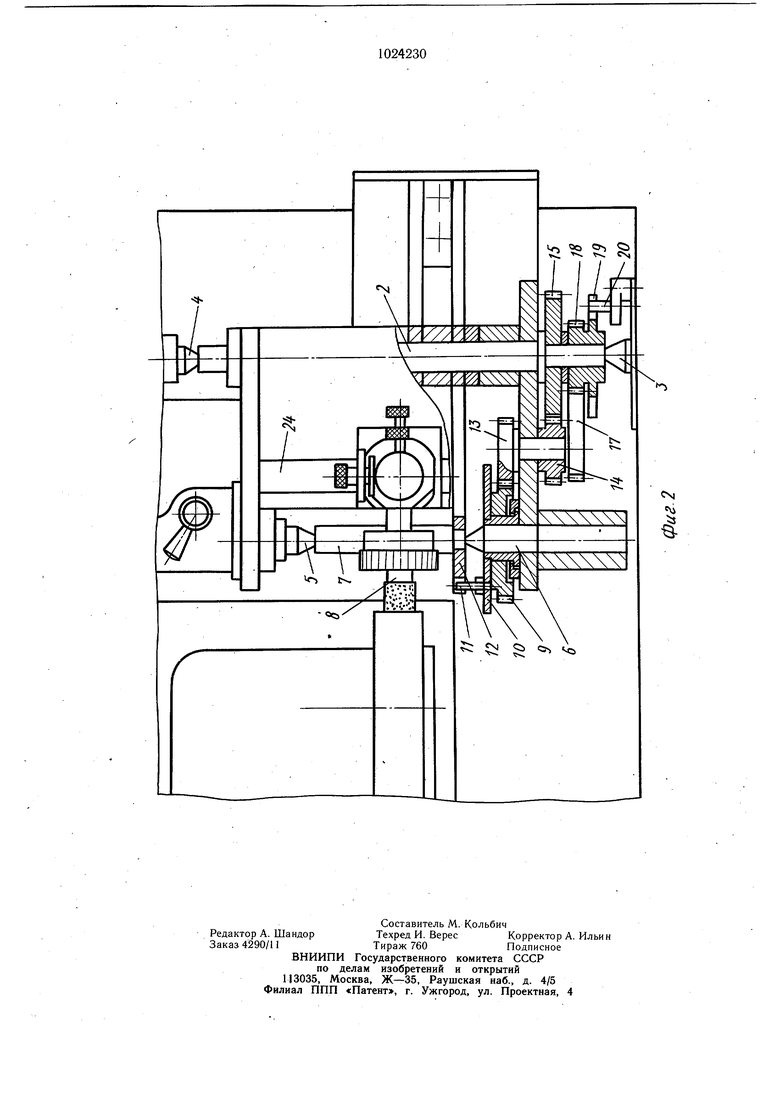
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - то же, вид в плане.
Устройство содержит копировальный суппорт 1, установленный посредством скалки 2 в неподвижных центрах 3 и 4 передней и задней бабок круглошлифовального станка. Внутри суппорта 1 параллельно оси скалки 2 смонтированы центры 5 и 6 для оправки 7 с деталью 8. Центр б несет щестерню 9 и сменный задающий копир 10 с поводком- 11, связанным через хомутик 12 с оправкой 7. Шестерня 9 через зубчатую передачу 13-18 и хомутик 19 связана с торцовым поводком 20 передней бабки станка.
На скалке 2 смонтирован рычаг 21, на конце которого закреплена цапфа 22 копир. ного ролика 23, контактирующего с криволинейной поверхностью копира 10.
В верхней части суппорта I параллельно оси центров 5 и 6 закреплена планка 24, несущая прибор 25 с индикатором 26 для контроля радиуса-ветора профиля детали 8.
Ролик 23 расположен так, что плоскость I-I, проходящая через его ось и ось копира 10, перпендикулярна плоскости II- II, проходящей через оси щлифовального круга 27 шлифовальной бабки (не обозначено) и детали 8 в исходном положении. Регулирование цоложения ролика 23 в исходном положении производят винтами
0 28-30.
Устройство работает следующим образом.
Вращение от поводка 20 через хомутик 19 шестерни 18-13 и 9 передается копиру
г 10, а затем через поводок 11 и хомутик 12 - оправке 7 с закрепленной на ней деталью 8. Копир 10 при взаимодействии с роликом 23 приводит в движение суппорт 1. В результате сложения вращательного движения детали и обкаточного движения
0 ее оси относительно оси шлифовального круга образуется криволинейный профиль кулачка.
В описываемой схеме копирования вектор скорости относительного перемещения детали направлен по касательной к круговой траектории и составляет с радиусом - ветором эквидистантного профиля кулачка угол, близкий к прямому. Это позволяет в несколько раз снизить погрещности копирования, вызванные отклонениями криволинейного профиля задающего копира, радиаль ным . биением копирного ролика и другими видами погрешностей.
Предлагаемое устройство наиболее эффективно можно использовать при изготовлении кулачковых деталей, имеющих небольшие подъемы криволинейного профиля. Устройство позволяет применять его на различных типах универсальных станков без проведения их модернизации.
При обработке кулачков полностью исключается ручной труд, повыщается производительность, сокращаются потери от брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кулачковых деталей | 1985 |
|
SU1268376A1 |
| Способ копирной обработки кулачковых деталей | 1975 |
|
SU556934A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Копировально-шлифовальный станок | 1986 |
|
SU1328175A1 |
| Способ шлифования вогнутых криволинейных поверхностей тел вращения | 1976 |
|
SU663555A1 |
| Копировально-шлифовальный станок | 1974 |
|
SU554139A1 |
| Устройство для обработки некруглых деталей | 1982 |
|
SU1041268A2 |
| Устройство для шлифования деталей с заданной некруглостью | 1976 |
|
SU604661A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Копировальный станок | 1975 |
|
SU751580A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КУЛАЧКОВЫХ ДЕТАЛЕЙ, включающее установленную с возможностью перемещения в направлении рабочей подачи щлифовальную бабку, размещенный на столе копировальный суппорт с соосно установленными деталью и копиром, связанными с приводом вращения, и копирный ролик для взаимодействия с копиром, отличающееся тем, что, с целью повыщения точности обработки, копирный ролик размещен так, что плоскость, проходящая через его ось и ось копира, перпендикулярна к плоскости, проходящей через оси щлифовального круга и детали в исходном положении. i (Л 29 28 1C 4 Ю 00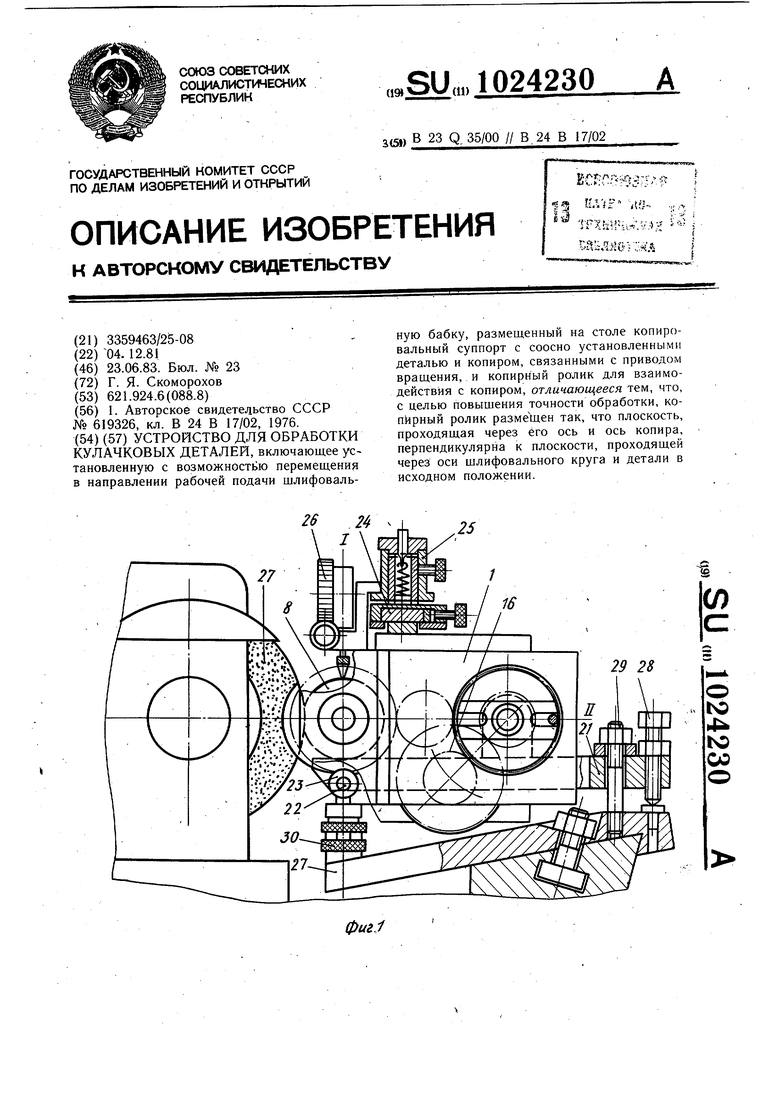
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки некруглых деталей | 1976 |
|
SU619326A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
