Штамп отличается применением упругой менжеты, обеспечивающей герметичность стыка заготовки с верхней плитой, что позволяет производить зажим заготовки с известной слабиной. В этом случае штамповка происходит не за счет утоньчения материала заготовки, а вследствие проталкивания заготовки внутрь матрицы.
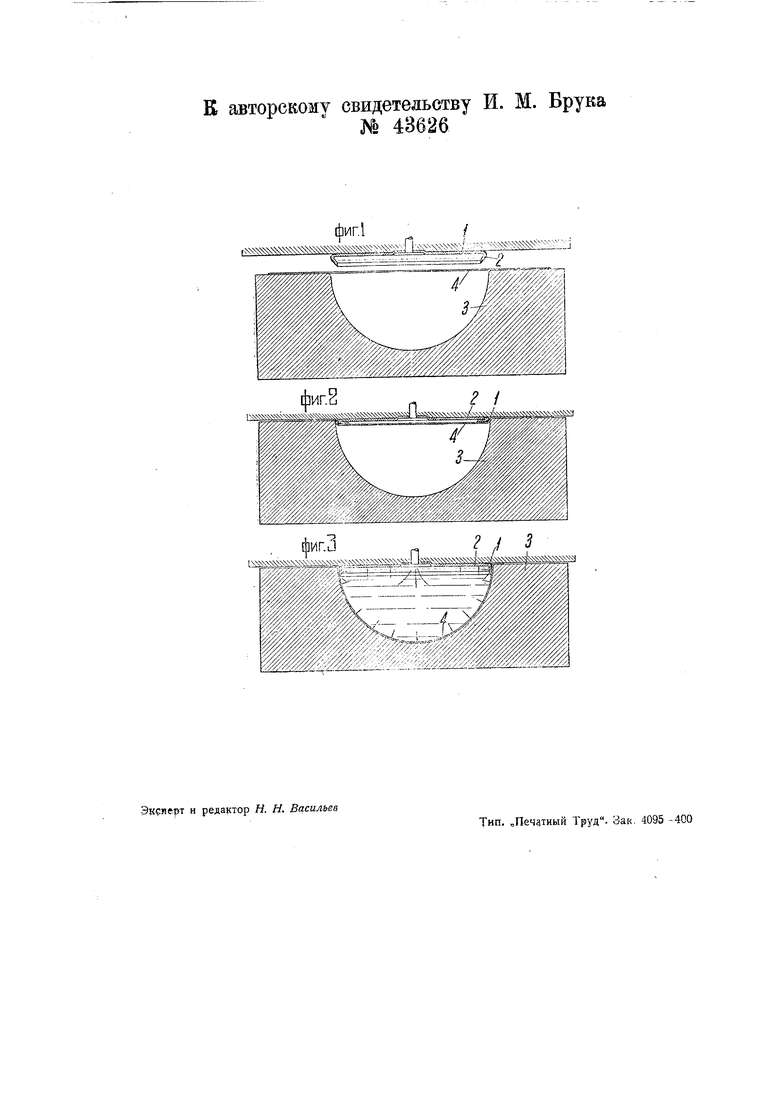
На чертеже фиг. 1, 2 и 3 изображают разрез штампа соответственно в нерабочем положении, в начале и в конце процесса штампования.
Манжета 2 представляет собой резиновую пластину с загнутым под острым углом краем, образующим борт или собственно манжету. Размер манжеты приблизительно соответствует размеру основания штампуемой детали (немного меньше). Угол, образованный бортом и основанием манжеты, обклеивается снаружи брезентовой лентой с целью защиты резины от разрушения при вдавливании ее в зазор между заготовкой 4 и верхней плитой /. Действие манжеты ясно
из фиг. 2 и 3. Согласно фиг. 2 матрица 5 поднята и манжета 2 впрессовалась в заготовку 4, образовав замкнутую полость, в которую нагнетается под давлением вода.
Во время процесса штамповки давление воды прижимает манжету к стенкам выштамповываемой детали. Описанная манжета уже применяется в промышленности при гидравлической штамповке и показала преимущество перед другими способами уплотнения простотой изготовления и надежностью действия.
Предмет изобретения.
Штамп для выдавливания изделий из листового металла непосредственным давлением жидкости, отличающийся применением на верхней прессовой плите 1 упругой манжеты 2 по контуру кромки, ограничивающей отверстие в матрице 5 с целью уплотнения стыка заготовки и верхней плиты.
к авторскому свидетельству И. М. Брука
№ 43626
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ И ДЕТАЛЬ, ПОЛУЧЕННАЯ УПОМЯНУТЫМ СПОСОБОМ | 2003 |
|
RU2380186C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОЛУПАТРУБКОВ ИЗ ПОЛОСЫ | 1991 |
|
RU2043179C1 |
| ШТАМП ДЛЯ ОСАДКИ | 1998 |
|
RU2119402C1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2009 |
|
RU2423199C2 |
иг / /
Siia

