1
Изобретение относится к области металлообработки, в частности к обработке труб.
Известны станки, в которых труба подается в зажимное устройство, и шпиндели поочередно подводятся для выполнения своей операции.
Описываемый станок отличается от известных тем, что шпиндель силовой головки выполнен в виде врашающегося силового цилиндра, снабженного планшайбой с резцами, шток-поршень которого, являясь выдвижным шпинделем, снабжен комбинированным инструментом, а к корпусу шпиндельной бабки прикреплен самоцентрирующийся роликовый зажим.
Это дает возможность совмеш,ения операций и обеспечения соосности обрабатываемых диаметров.
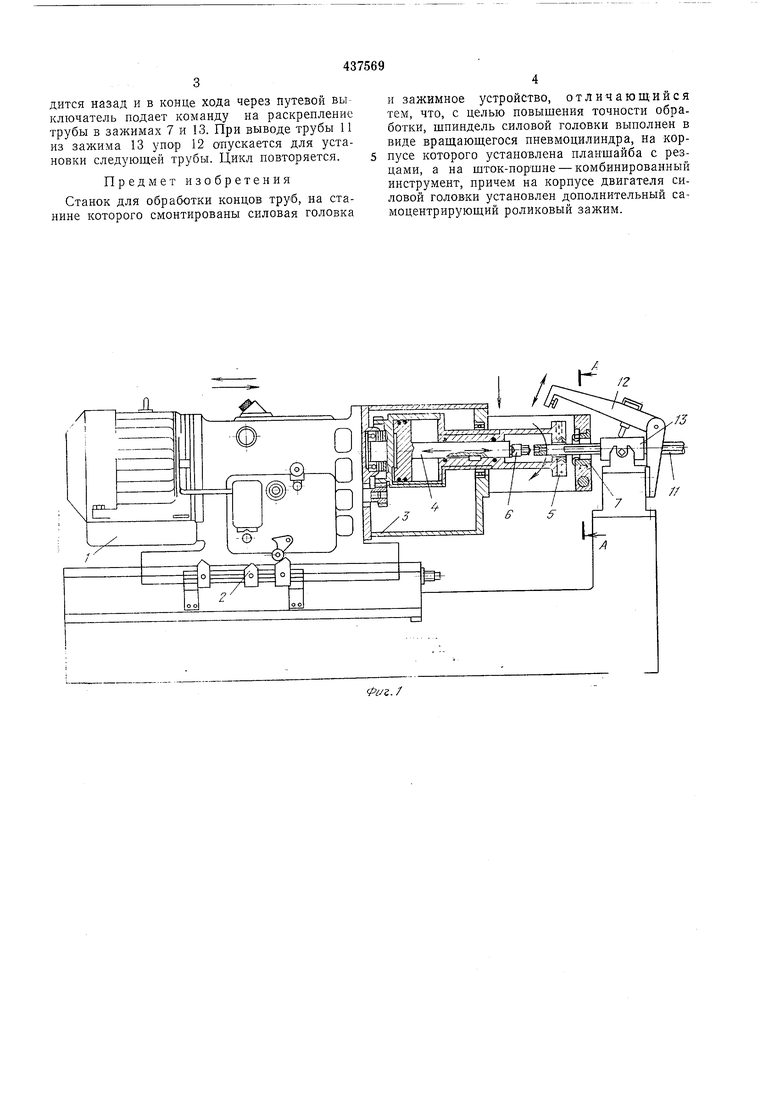
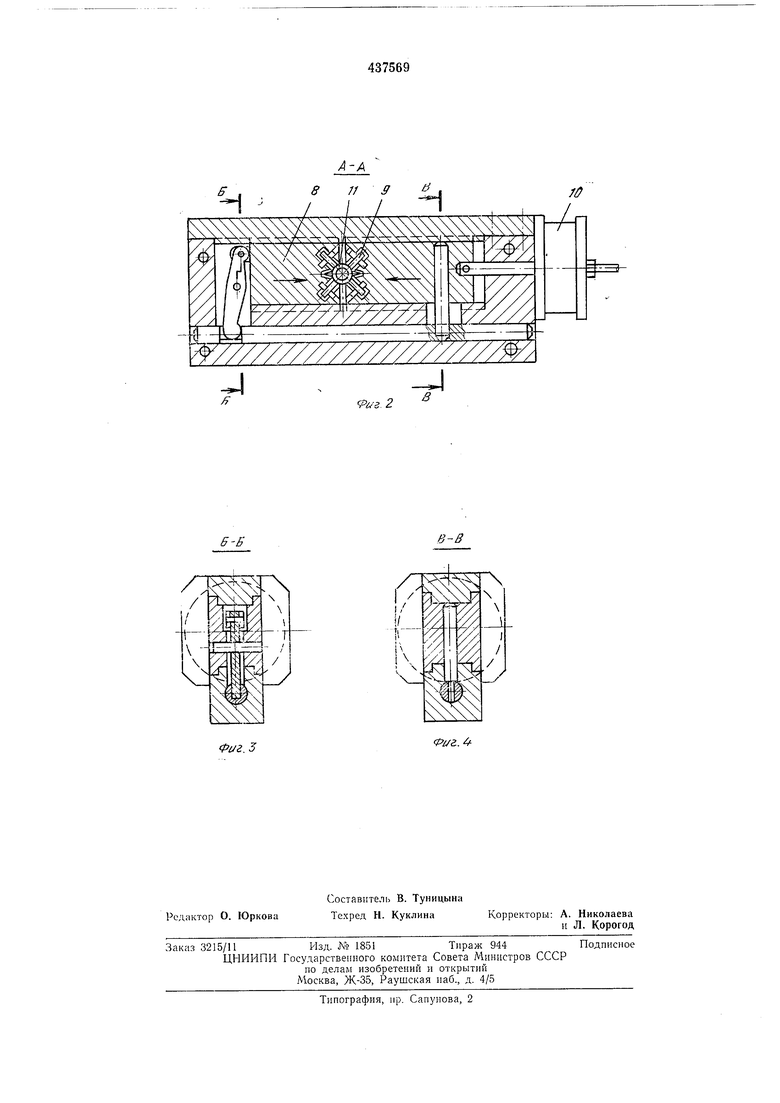
На фиг. 1 показан предлагаемый станок, общий вид; на фиг. 2 - сечение по А-А па фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - разрез по В-В на фиг. 2.
Станок включает силовую головку 1, кулачки подач 2, щпиндельную бабку 3.
В шпиндельной бабке размещен шпиндель, выполненный в виде вращающегося силового цилиндра 4, снабженного планшайбой с резцами 5, щток-поршень которого, являясь выдвижным шпинделем, снабжен комбинированным инструментом 6.
На шпиндельной бабке 3 закреплен добавочный самоцентрирующий роликовый зажим 7, состоящий из двух ползунов 8 с расположенными в них роликами 9 и нневмоприводом 10.
Обрабатываемая труба 11 своим торцом упирается в упор 12, с которого поступает команда на закрепление трубы зажимом 13. После закрепления трубы упор отводится и
дает команду на быстрый подвод силовой головки к закрепленной трубе. При подходе резцов 5 к концу трубы силовая головка переключается посредством кулачка 2 на рабочую подачу, и одновременно происходит центрирование конца трубы в добавочном самоцентрирующем роликовом зажиме и подача выдвижного шпинделя с комбинированным инструментом 6 вперед посредством заполнения бесштоковой полости силового цилиндра 4 сжатым
воздухом. Комбинированный инструмент 6 первым начинает обрабатывать конец трубы (зенкеровать, торцевать и снимать фаску), после чего включаются в работу резцы 5 для снятия плавников с трубы. Комбинированный
инструмент 6, закончив обработку конца трубы, отводится назад посредством путевого выключателя, установленного на салазках силовой головки, а резцы 5 продолжают обработку трубы, снимая плавники на нужный размер. Головка 1 после снятия плавников отводится назад и в конце хода через путевой выключатель подает команду на раскрепление трубы в зажимах 7 и 13. При выводе трубы 11 из зажима 13 упор 12 опускается для установки следующей трубы. Цикл повторяется.
Предмет изобретения
Станок для обработки концов труб, на станине которого смонтированы силовая головка
4
и зажимное устройство, отличающийся тем, что, с целью повышения точности обработки, шпиндель силовой головки выполнен в виде вращающегося пневмоцилиндра, на корпусе которого установлена планшайба с резцами, а на шток-поршне - комбинированный инструмент, причем на корпусе двигателя силовой головки установлен дополнительный самоцентрирующий роликовый зажим.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОТРЕЗКИ КОЛЕЦ | 1973 |
|
SU397282A1 |
| Станок для механической обработки | 1981 |
|
SU1024176A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| Токарный станок | 1985 |
|
SU1240501A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Устройство для центрирования изделия при зажиме | 1981 |
|
SU1000158A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Токарно-центровальный полуавтомат | 1989 |
|
SU1726140A1 |
/
, 2
