1
Изобретение относится к области контактной сварки и может быть использовано при автоматизации контроля режима, в частности рельефной сварки изделий.
Известны устройства для контроля режима контактной сварки, работающие по определенным программам или с применением различных измерительных преобразователей, например релейных, индуктивных и других, содержащие измерительный узел, подвижный сварочный электрод и систему управления приводом перемещения электрода.
Однако известные устройства имеют низкую точность контроля перемещения электрода, что в конечном счете сказывается на точности контроля режима контактной сварки, а поэтому такие устройства не находят широкого применения при изготовлении прецизионных сварных конструкций.
Цель предлагаемого устройства - повысить точность контроля режима контактной сварки.
Это достигается тем, что в предлагаемом устройстве измерительное устройство выполнено в виде волоконно-оптического преобразователя, выходы которого через дополнительно введенные фотоэлектрические преобразователи соединены со схемой счета импульсов системы управления приводом перемещения электрода.
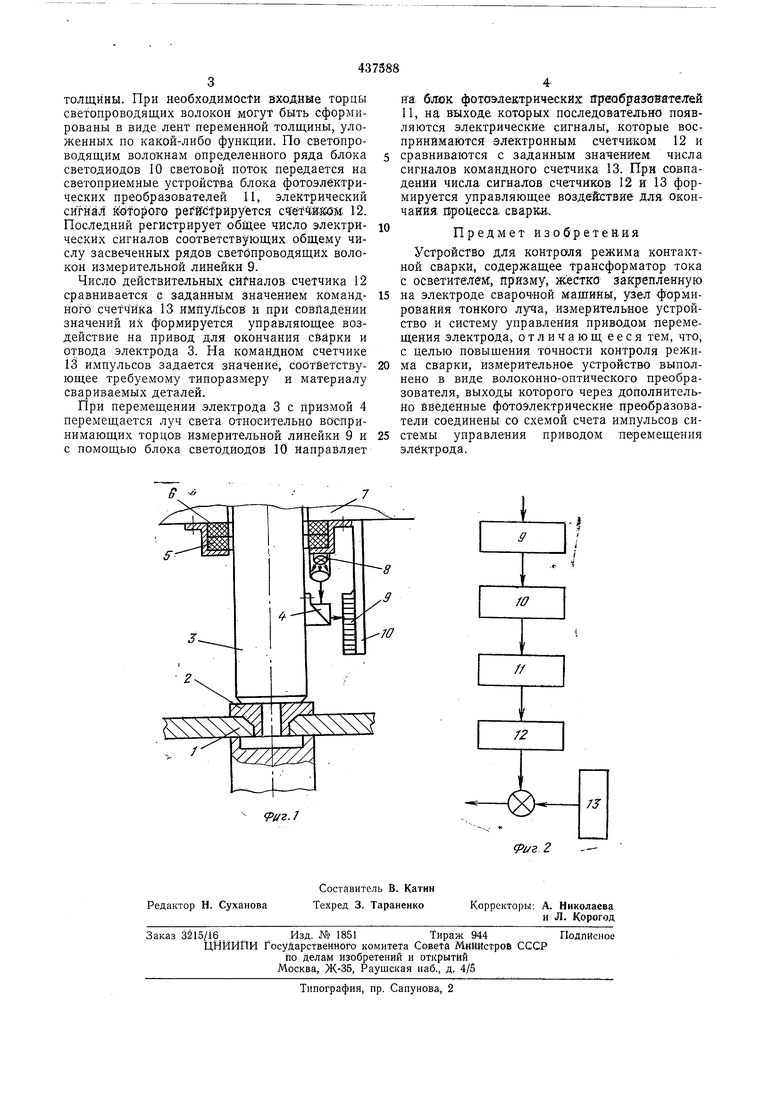
На фиг. 1 показано предлагаемое устройство, общий вид, с частичным разрезом; на фиг. 2 - то же, структурная схема. Устройство содержит свариваемые детали 1
и 2, подвижный электрод 3 с жестко закрепленной на нем призмой 4, обмотки 5 и 6 трансформатора, установленного на станине 7, источник света 8, измерительную линейку 9 с блоками светодиода 10, фотоэлектрические преобразователи И, закрепленные на станине, электронный счетчик 12 и командный счетчик 13.
Устройство работает следующим образом. После установки свариваемых деталей 1 и 2
датчиком положения подается команда на включение системы управления и опускание электрода 3. Одновременно с электродом 3 перемещается жестко закрепленная на нем призма 4. Когда электрод 3 соприкасается с
деталью 2, по нему проходит большой ток. При этом во вторичных обмотках 5 и 6 трансформатора, укрепленного на станине 7, наводится ЭДС и появляется ток в цепи источника света 8. Световой поток от источника света в
виде узкого щтриха с помощью призмы направляется на воспринимающую поверхность измерительной линейки 9. Последняя образована из горизонтальных рядов светопроводящих волокон, входные торцы которых сформированы в виде прямоугольных лент равной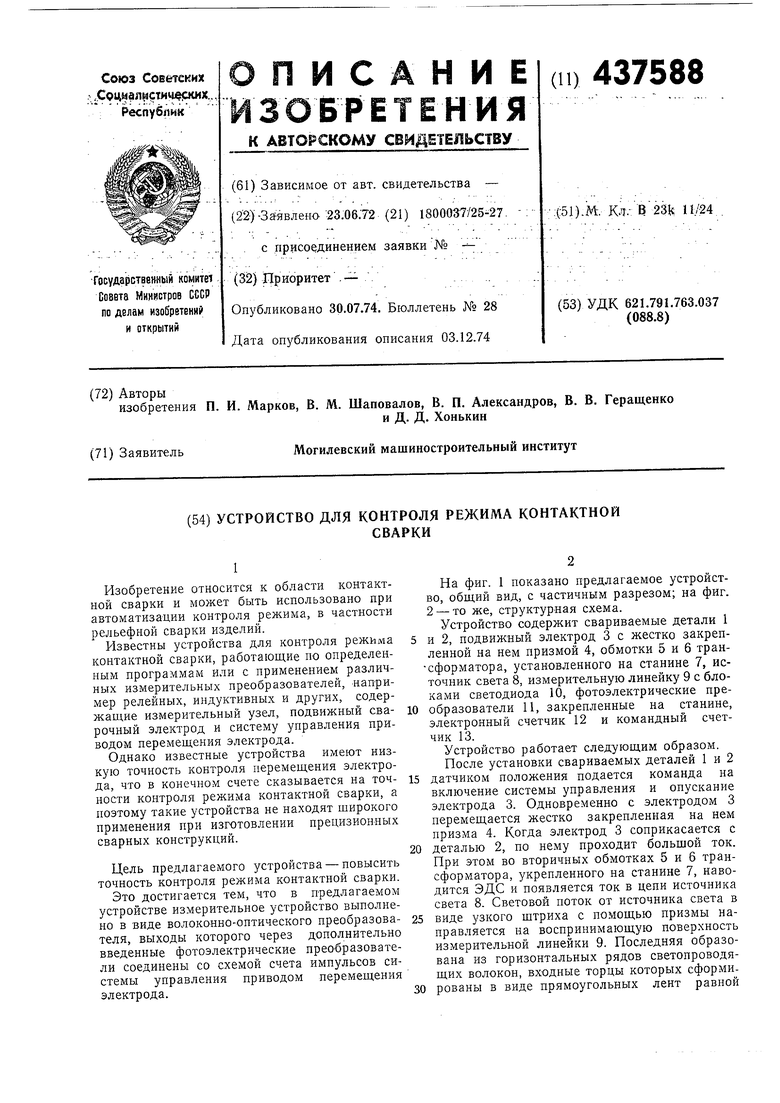
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля режима контактной сварки | 1977 |
|
SU733916A2 |
| Устройство для контроля режима контактной сварки | 1980 |
|
SU929366A1 |
| Машина для контактной точечной сварки | 1986 |
|
SU1368133A1 |
| Устройство для контроля параметров вибраций | 1979 |
|
SU859832A1 |
| Машина для контактной точечной сварки | 1981 |
|
SU1002118A1 |
| ПНЕВМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ДЕТАЛИ | 1971 |
|
SU316929A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Фотоэлектрический датчик | 1979 |
|
SU837659A1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
