1
Изобретение относится к пресс-формам для горячего прессования при температуре свыше 1000°С.
Известны пресс-формы для горячего прессования, содержащие пуансонодержатель с пуансоном и матрицу.
Недостатком известных пресс-форм является то, что они изготовляются из дорогостоящих материалов, массивны, а это приводит к длительному нагреву материала при прессовании и к больщой энергоемкости пресс-формы.
Предлагаемая пресс-форма отличается от известных тем, что она снабжена укрепленной на пуансонодержателе и расположенной концентрично матрице металлической обоймой, имеющей графитовую разрушающуюся под действием температуры прокладку и жароупорную футерующую прокладку.
При таком выполнении пресс-формы упрощается процесс прессования изделий из порошков тугоплавких соединений при температуре свыще 1000°С и снижается расход дорогостоящего материала пресс-формы.
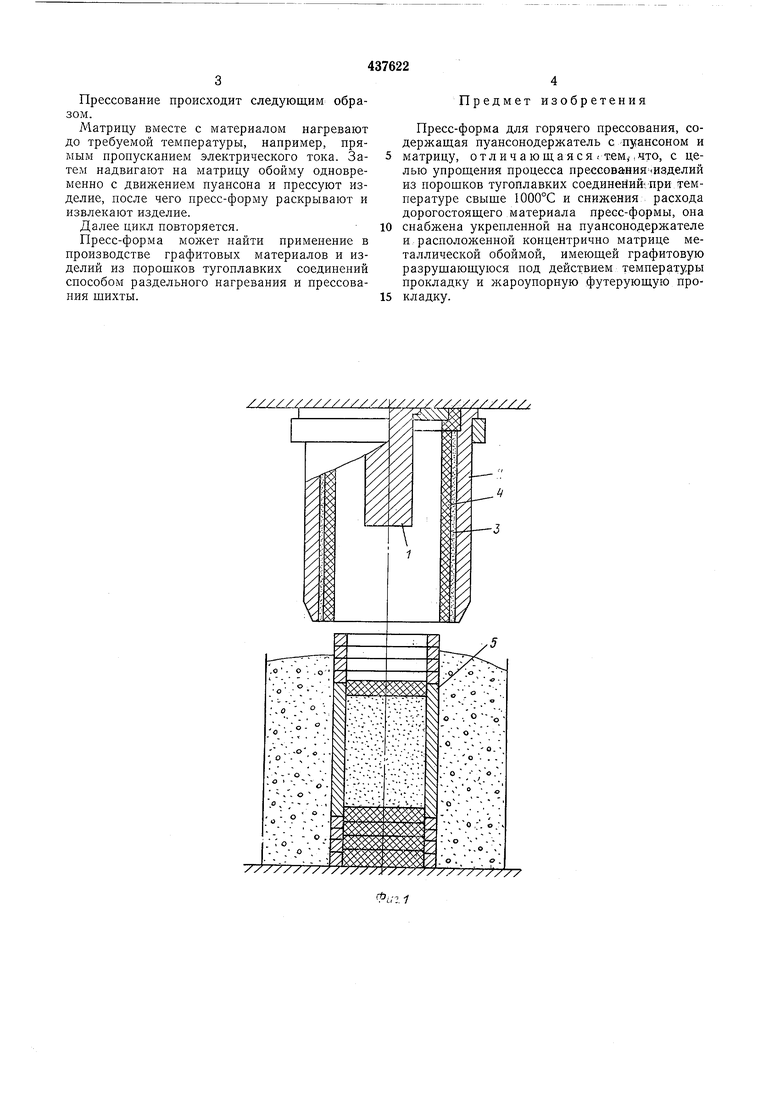
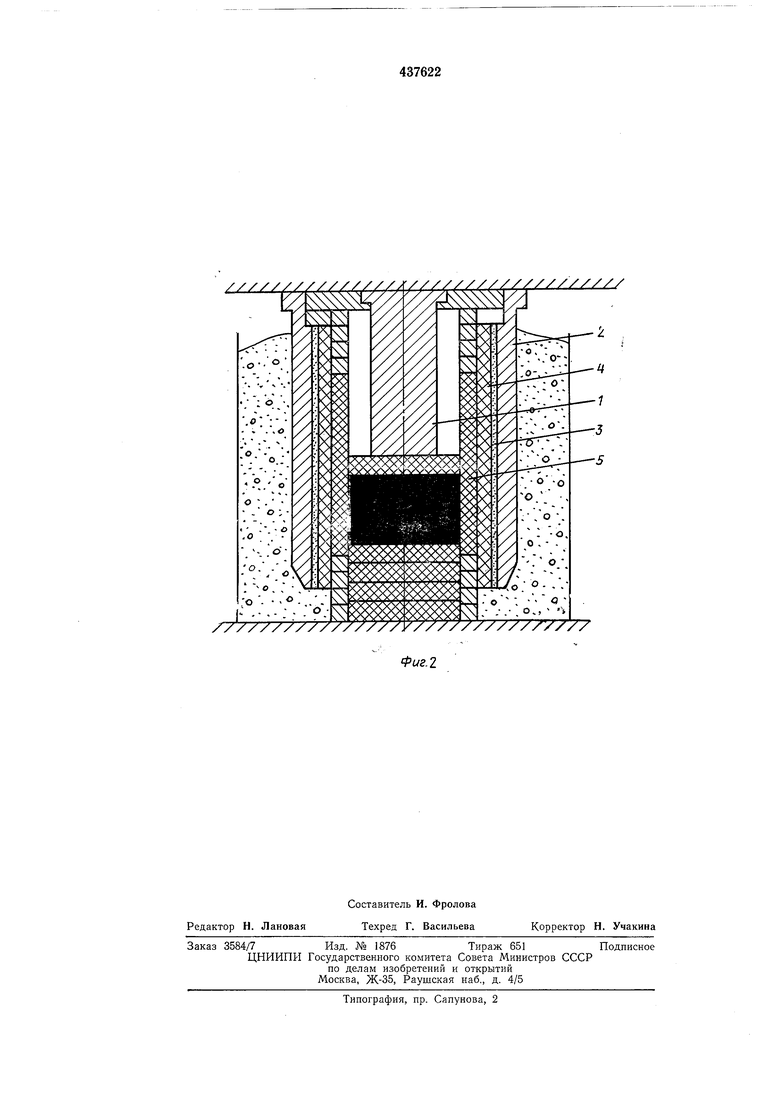
На фиг. 1 изображена пресс-форма до прессования, продольный разрез; на фиг. 2 - то же, в процессе прессования, продольный разрез.
Пресс-форма состоит из закрепленных на верхней плите пуансонодержателя 1 и обоймы 2, имеющей с внутренней стороны графитовую разрушающуюся под действием температуры прокладку 3 и жароупорную футерующую прокладку 4, и закрепленной на нижней плите концентрично обойме 2 матрицы 5.
Обойма 2 находит на матрицу 5 по скользящей посадке одновременно с движением пуансона. Возможен также вариант, когда обойма надвигается на матрицу непосредственно перед прессованием.
Обойма должна быть изготовлена из прочного материала, например стали, а матрица может быть изготовлена из температуроустойчивого материала, например недорогого сорта графита, в виде тонкостенного стакана. Обойма воспринимает разрывающие усилия, возникающие в процессе прессования, а матрица воспринимает тепловую нагрузку при нагревании прессуемого материала.
Изменяя толщину жароупорной футерующей прокладки 4 и подбирая для нее материалы с различной теплопроводностью, можно менять скорость охлаждения отпрессованной заготовки или изделия и тем самым влиять на их физико-механические свойства.
Разрущающаяся под действием температуры прокладка 3 позоволяет исключить операцию распрессовки пресс-формы.
Прессование происходит следующим образом.
Матрицу вместе с материалом нагревают до требуемой температуры, например, прямым пропусканием электрического тока. Затем надвигают на матрицу обойму одновременно с движением пуансона и прессуют изделие, после чего пресс-форму раскрывают и извлекают изделие.
Далее цикл повторяется.
Пресс-форма может найти применение в производстве графитовых материалов и изделий из порошков тугоплавких соединений способом раздельного нагревания и прессования шихты.
Предмет изобретения
Пресс-форма для горячего прессования, содержаш,ая пуансонодержатель с пуансоном и матрицу, отл ичающаяся теМу ,что, с целью упрощения процесса прессования -изделий из порошков тугоплавких соединейишпри температуре свыше 1000°С и снижения расхода дорогостоящего материала пресс-формы, она
снабжена укрепленной на пуансонодержателе и расположенной концентрично матрице металлической обоймой, имеющей графитовую разрушающуюся под действием температуры прокладку и жароупорную футерующую прокладку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264886C1 |
| Пресс-форма для горячего прессования порошков | 1988 |
|
SU1567324A1 |
| Пресс-форма для изготовления прессования изделий из тугоплавких порошков | 1990 |
|
SU1726132A1 |
| Устройство для горячей экструзии изделий из порошка | 1987 |
|
SU1482767A1 |
| Способ изготовления изделий из тугоплавких соединений | 1989 |
|
SU1676755A1 |
| Пуансон пресс-формы для горячего прессования | 1989 |
|
SU1622083A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ДЕТАЛЕЙ С РАВНОМЕРНОЙ ПЛОТНОСТЬЮ | 2003 |
|
RU2265499C2 |
| Пресс-форма для изготовления втулок из порошка | 1981 |
|
SU1043029A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2003 |
|
RU2252838C2 |
| Пресс-форма для горячего прессования тугоплавких порошков | 1984 |
|
SU1197870A1 |
/////// //////
////////////
