Изобретение относится к области электротехники, а именно к технологии изготовления электромагнитных коммутационных аппаратов, и может быть использовано для механической обработки заготовок корпусов этих аппаратов.
Известен способ механической обработки заготовок корпусов электромагнитного коммутационного аппарата, включающий сверление отверстий и нарезание резьбы в них в различных плоскостях заготовок (см., например, Сахаров П.В. и Селянин В.И. Технология и оборудование производства электрических аппаратов, М.: Энергия, 1972, с. 343, 344).
Задачей настоящего изобретения является повышение производительности труда при одновременном снижении трудоемкости.
Задача решается за счет того, что в способе механической обработки заготовок корпусов электромагнитного коммутационного аппарата, включающем сверление отверстий и нарезание резьбы в них в различных плоскостях заготовок, согласно изобретению сверление отверстий и нарезание в них резьбы производят агрегатным полуавтоматом с шестью силовыми головками, каждую из которых оснащают восемью многошпиндельными насадками, причем силовые головки располагают вокруг общего поворотного стола, который снабжают приспособлениями для заготовок, расположенными на двух установках, при этом многошпиндельные насадки размещают на восьми столиках, пять из которых устанавливают горизонтально, а три - вертикально, а обработку производят по две заготовки, каждую из которых устанавливают в соответствующее приспособление для заготовок на соответствующей установке, общий поворотный стол разделяют на позиции, количество которых соответствует количеству насадок силовой головки, при этом обработку обеих заготовок производят одновременно на каждой позиции общего поворотного стола последовательно по мере его поворота, причем на первой позиции заготовки устанавливают в приспособления для заготовок двух установок, причем одну из них переворачивают, после чего в работу вводят первую, третью, четвертую, пятую, седьмую и восьмую многошпиндельные насадки и осуществляют поворот стола до прохождения им всех позиций, при этом на второй, третьей и четвертой позициях в заготовках сверлят по одному отверстию на каждой позиции, а на пятой, шестой, седьмой и восьмой позициях осуществляют нарезку резьбы, после чего заготовки меняют местами, причем одну из них, которую устанавливают в приспособление для заготовок на второй установке, переворачивают и, повторяя полный цикл позиций, производят сверление отверстий и нарезку резьбы в других плоскостях заготовок в указанной последовательности.
При этом при сверлении отверстий и нарезании резьбы могут использовать смазочно-охлаждающую жидкость.
После сверления отверстий и нарезки резьбы заготовки корпусов обезжиривают и подвергают фосфатированию, а затем производят окраску методом пульверизации эмали, после чего заготовки сушат в электрических проходных или тупиковых печах, при этом при сушке заготовок их подвергают облучению инфракрасными лучами; окраску заготовок могут производить на линии порошкового покрытия с оплавлением порошка в течение 15 мин при температуре 180oC с применением облучения инфракрасными лучами.
Приведенная совокупность признаков обеспечивает получение технического результата, выражающегося в повышении производительности труда за счет одновременной обработки двух заготовок на всех позициях поворотного стола, что позволяет сократить время обработки, а также снизить трудозатраты за счет исключения операций по перемещению заготовок под обработку каждого следующего отверстия.
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен агрегатный полуавтомат, вид сбоку;
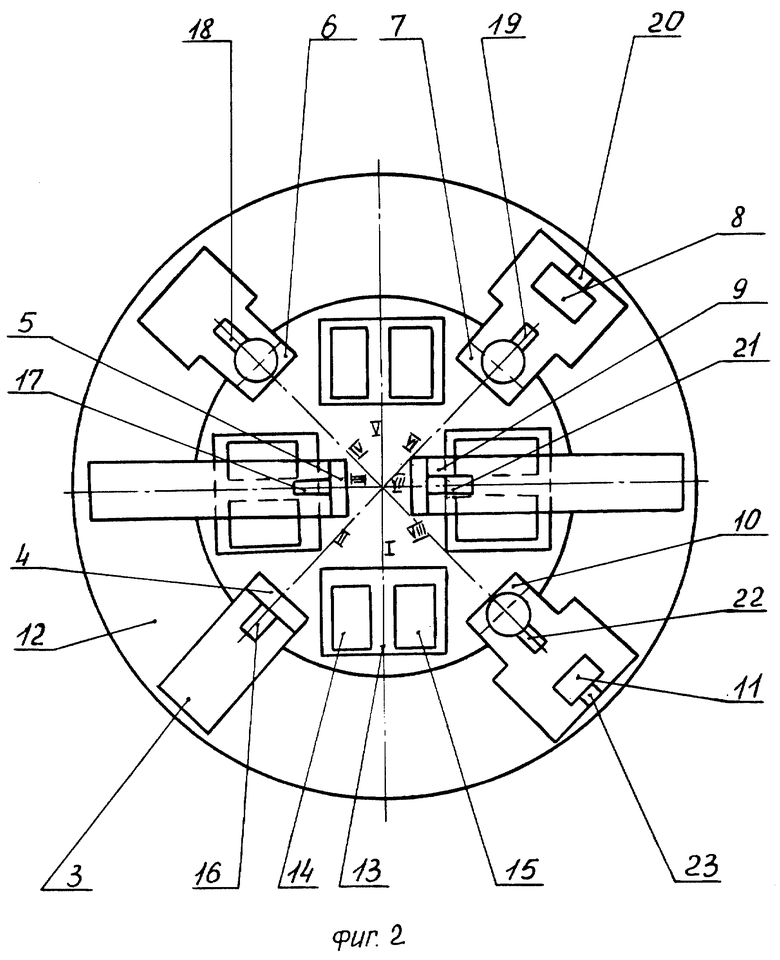
на фиг. 2 - поворотный стол в плане;
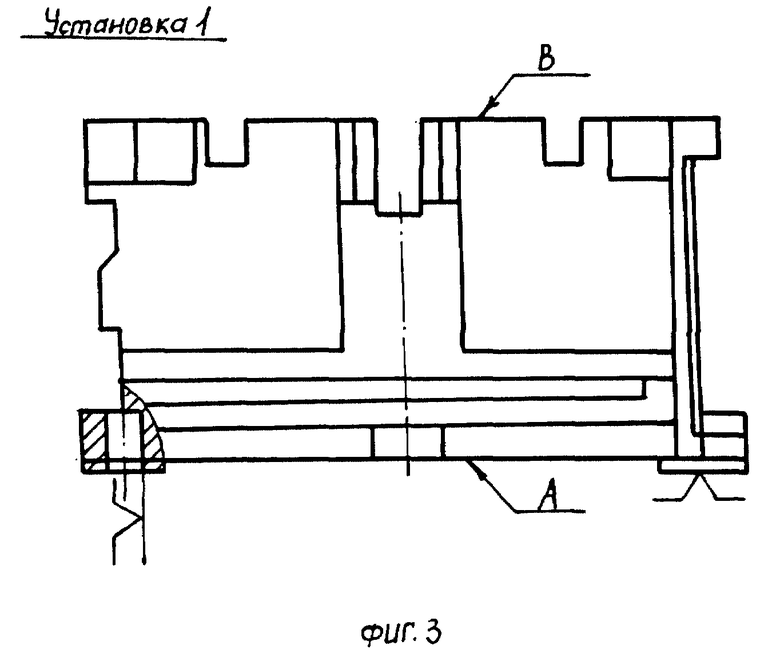
на фиг. 3 - первая заготовка на первой позиции в приспособлении для заготовок на первой установке;
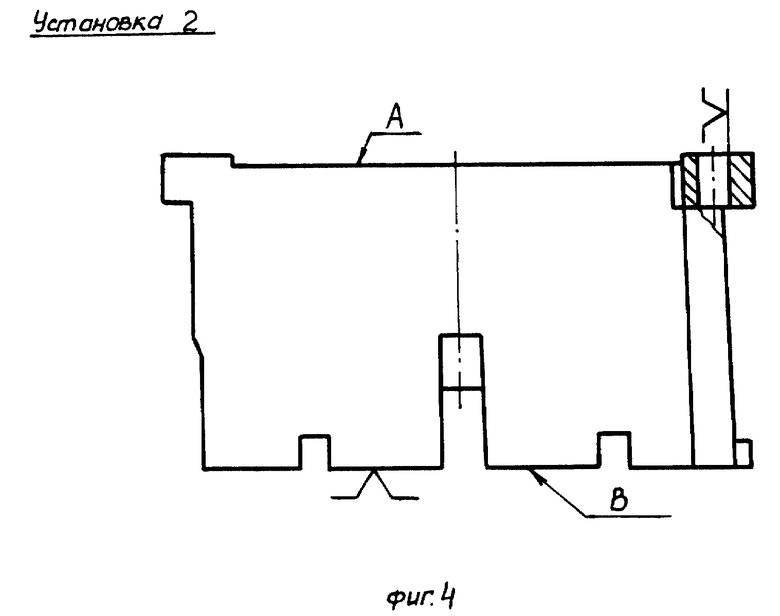
на фиг. 4 - вторая заготовка на первой позиции в приспособлении для заготовок на второй установке;
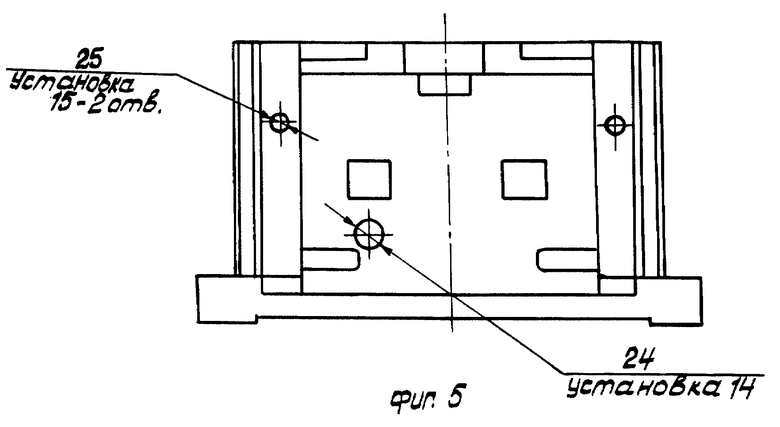
на фиг. 5 - заготовки на второй позиции;
на фиг. 6 - заготовки на третьей позиции;
на фиг. 7 - заготовки на четвертой позиции;
на фиг. 8 - заготовки на шестой позиции;
на фиг. 9 - заготовки на шестой позиции;
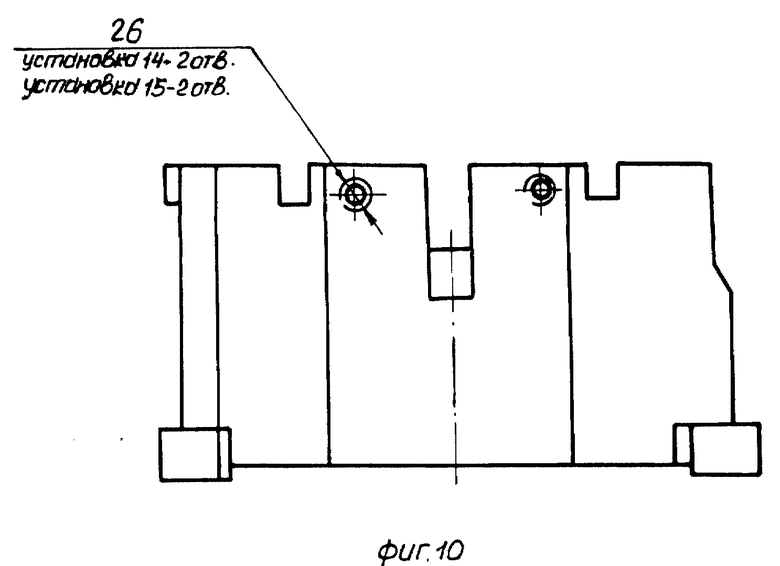
на фиг. 10 - заготовки на седьмой позиции;
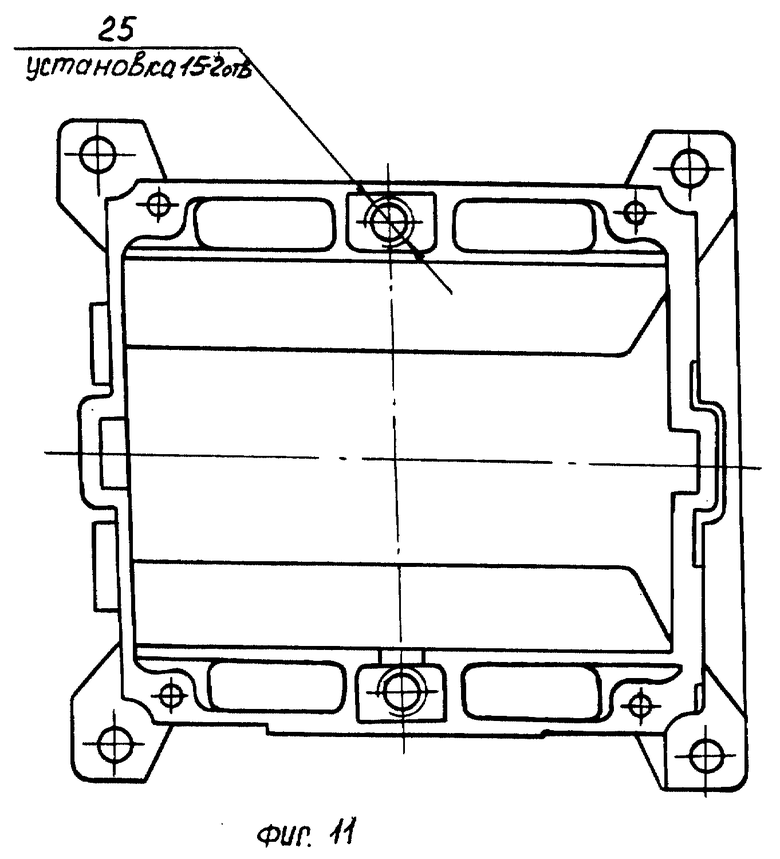
на фиг. 11 - заготовки на восьмой позиции, в плане;
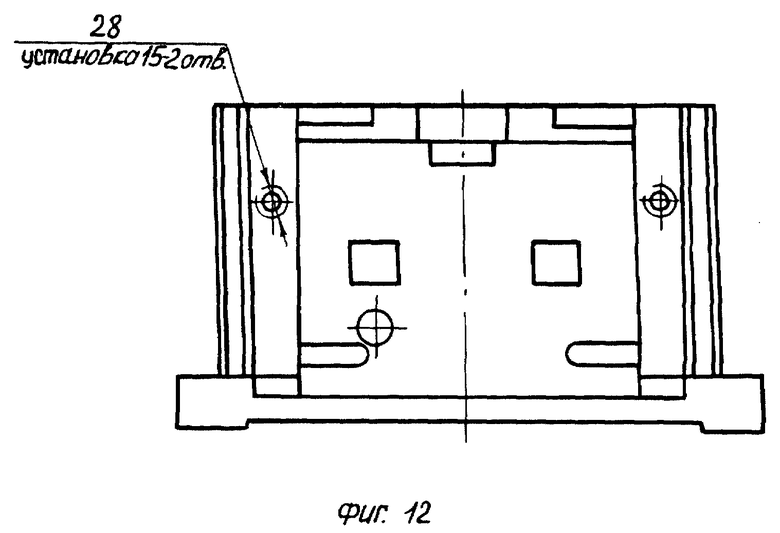
на фиг. 12 - то же, вид сбоку.
Способ осуществляют следующим образом.
Заготовки 1 определенной конструкции из сплава АК12 ГОСТ 1583-89 корпуса пускателя обрабатывают на агрегатном полуавтомате 2, который специально изготовлен для сверления отверстий и нарезания резьбы в различных плоскостях заготовки 1 корпуса пускателя одновременно (фиг. 1). Шесть силовых головок 3 с восемью многошпиндельными насадками 4, 5, 6, 7, 8, 9, 10, 11 (фиг. 2) расположены вокруг поворотного стола 12 с приспособлениями 13 для заготовок на установке 14 и установке 15.
Стол 12 разделен на 8 позиций (I, II, III, IV, V, VI, VII, VIII). При повороте стола приспособление 13 с заготовками останавливается на определенной позиции перед силовой головкой. В работу вступает режущий инструмент, находящийся в многошпиндельной насадке. Многошпиндельные насадки размещены на восьми столиках 16, 17, 18, 19, 20, 21, 22, 23, пять столиков размещают горизонтально, три - вертикально. Для каждой операции определен конкретный инструмент, который размещается на необходимом (определенном) расстоянии друг от друга (всего 26 шпинделей).
При сверлении отверстий и нарезке резьбы необходимо применение смазочно-охлаждающей жидкости (СОЖ), для чего в полуавтомате предусмотрен бак для СОЖ (на чертежах не показан) вместимостью 300 л.
Заготовки 1 устанавливают в приспособление 13 в позицию I следующим образом: одну заготовку 1 поверхностью А в установку 14 (фиг. 3), другую - переворачивают и устанавливают поверхностью В в установку 15 (фиг. 4).
Одновременно в работу вступают 6 многошпиндельных насадок (4, 6, 7, 8, 10, 11), когда стол 12 пройдет весь круг позиций, в работу вступают многошпиндельные насадки 5 и 9.
На позиции II (фиг. 5) сверлят отверстия:
на установке 14 - отверстие 24
на установке 15 - отверстие 25
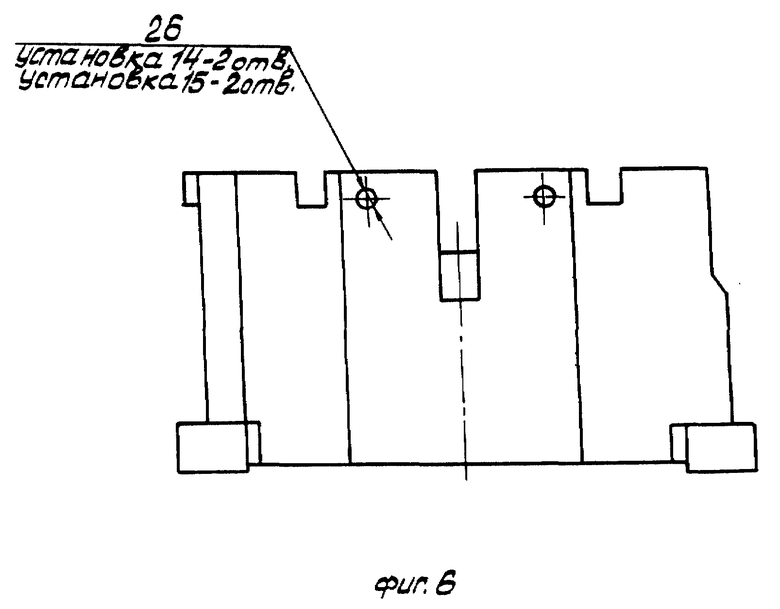
На позиции III (фиг. 6) сверлят отверстия:
на установке 14 - отверстие 26
на установке 15 - отверстие 26
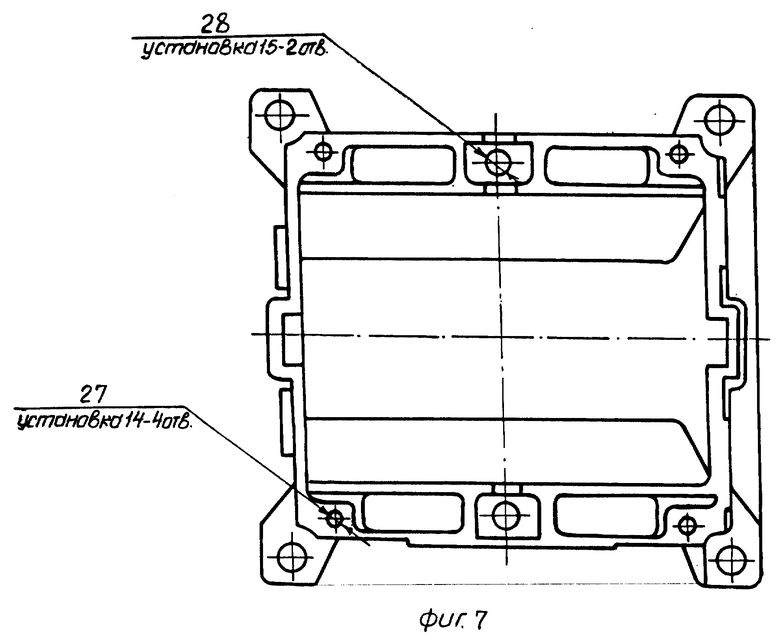
На позиции IV (фиг. 7) сверлят отверстия:
на установке 14 - отверстие 27
на установке 15 - отверстие 28
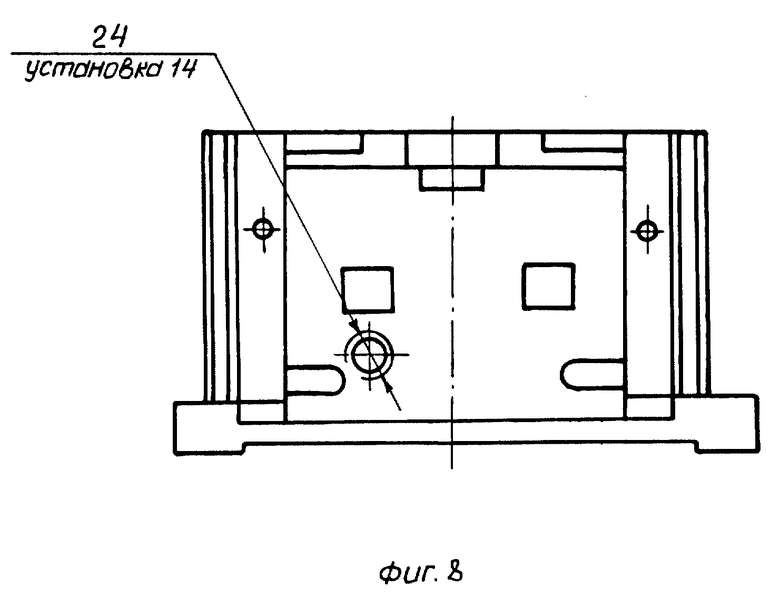
На позиции VI (фиг. 8) нарезают резьбу:
на установке 14 - в отверстии 24
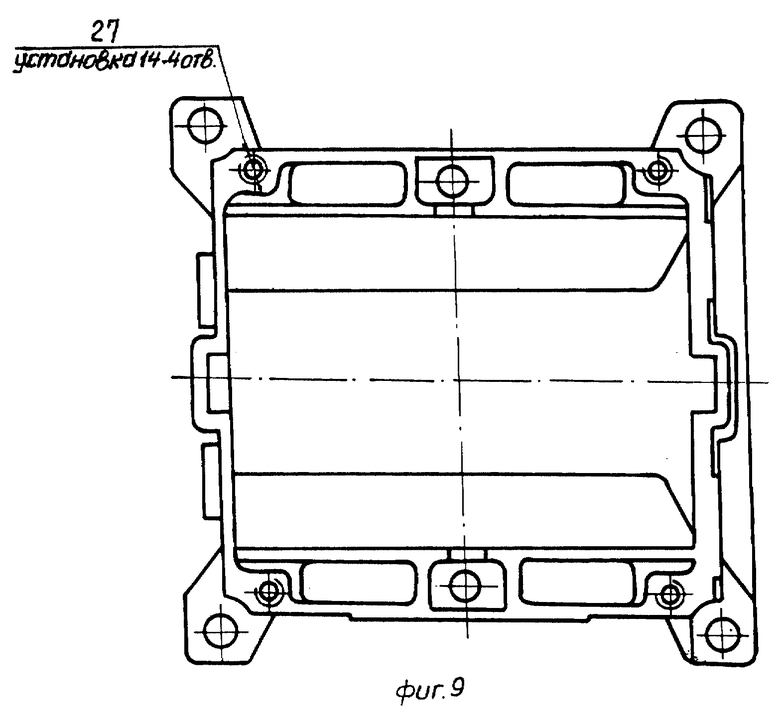
На позиции VI (фиг. 9) нарезают резьбу в 4-х отверстиях:
на установке 14 - в отверстии 27
На позиции VII (фиг. 10) нарезают резьбу:
на установке 14-2 отверстия 26
на установке 15 - 2 отверстия 26
На позиции VIII (фиг 11) нарезают резьбу:
на установке 15-2 отверстия 25
На позиции VIII (фиг. 12) нарезается резьба:
на установке 15 - 2 отверстия 28.
Пройдя полный круг обработки заготовки 1 меняют местами: первую заготовку с установки 15 ставят на установку 14, а с установки 14 переворачивают и ставят на установку 15. Производят сверление отверстий и нарезку резьбы в других плоскостях заготовок. Для того чтобы заготовка была готова, необходимо ей пройти два круга, после чего оператор снимает готовые заготовки и устанавливает другие.
До внедрения полуавтомата механическая обработка отверстий и нарезка резьб проводилась с помощью шести приспособлений на универсальном сверлильно-резьбонарезном станке последовательно по одному отверстию. Механизация указанных работ позволила увеличить производительность труда более чем в 4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Агрегатный многошпиндельный многопозиционный автомат для обработки канюль инъекционных игл | 1951 |
|
SU96311A1 |
| Токарный обрабатывающий центр | 1984 |
|
SU1169267A1 |
| Устройство для сверления отверстий | 1978 |
|
SU778945A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Полуавтоматическая линия для сверления и нарезания резьбы | 1973 |
|
SU438520A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОРПУСОВ ЛАТУННОЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2008 |
|
RU2421306C2 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Устройство для изготовления координатной сетки планшета | 1986 |
|
SU1513488A1 |
Изобретение относится к области электротехники, а именно к технологии изготовления электромагнитных коммутационных аппаратов и может быть использовано для механической обработки заготовок корпусов этих аппаратов. Способ механической обработки заготовок корпусов электромагнитного коммутационного аппарата включает сверление отверстий и нарезание резьбы в них в различных плоскостях заготовок. Новым является то, что сверление отверстий и нарезание в них резьбы производят агрегатным полуавтоматом с шестью силовыми головками, каждую из которых оснащают восемью многошпиндельными насадками. Силовые головки располагают вокруг общего поворотного стола, который снабжают приспособлениями для заготовок, расположенными на двух установках, при этом многошпиндельные насадки размещают на восьми столиках, пять из которых устанавливают горизонтально, а три - вертикально. Обработку производят по две заготовки, каждую из которых устанавливают в соответствующее приспособление для заготовок на соответствующей установке. Общий поворотный стол разделяют на позиции, количество которых соответствует количеству насадок силовой головки, при этом обработку обеих заготовок производят одновременно на каждой позиции общего поворотного стола последовательно по мере его поворота. На первой позиции заготовки устанавливают в приспособления для заготовок двух установок, причем одну из первых переворачивают, после чего в работу вводят первую, третью, четвертую, пятую, седьмую и восьмую многошпиндельные насадки и осуществляют поворот стола до прохождения им всех позиций, при этом на второй, третьей и четвертой позициях в заготовках сверлят по одному отверстию на каждой позиции, а на пятой, шестой, седьмой и восьмой позициях осуществляют нарезку резьбы, после чего заготовки меняют местами, причем одну из них, которую устанавливают в приспособление для заготовок на второй установке, переворачивают и, повторяя полный цикл позиций, производят сверление отверстий и нарезку резьбы в других плоскостях заготовок в указанной последовательности. Технический результат, обеспечиваемый изобретение, состоит в повышении производительности труда за счет одновременной обработки двух заготовок на всех позициях поворотного стола, что позволяет сократить время обработки, а также снизить трудозатраты за счет исключения операций по перемещению заготовок под обработку каждого следующего отверстия. 4 з.п.ф-лы, 12 ил.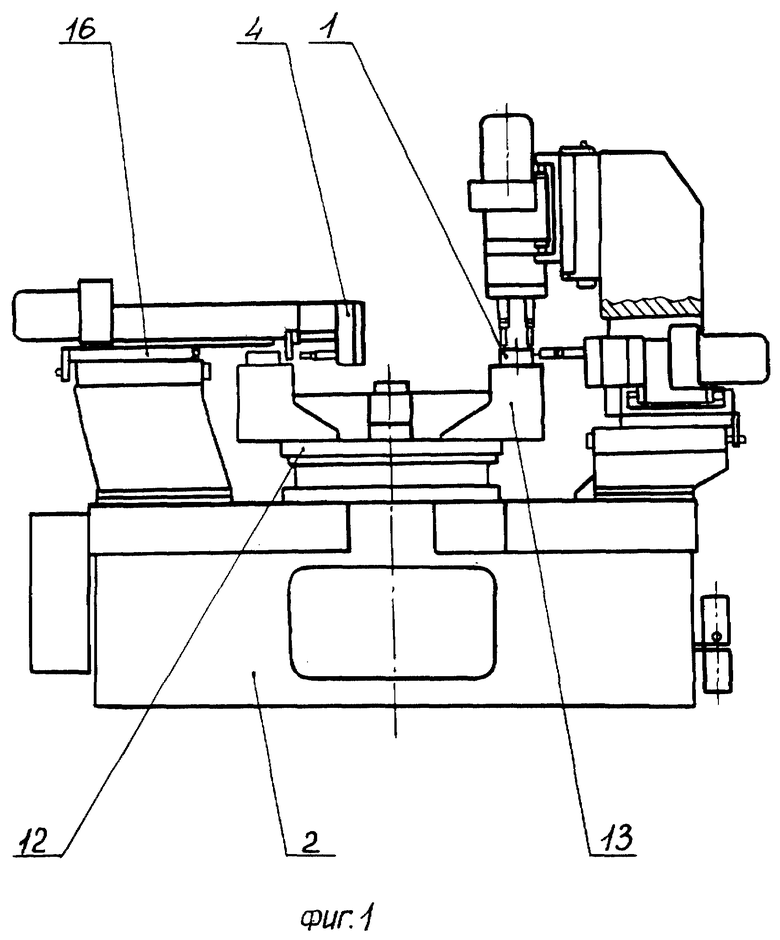
| САХАРОВ П.В | |||
| и др., Технология и оборудование производства электрических аппаратов | |||
| - М.: Энергия, 1972, с.343, 344 | |||
| АВТОМАТ ДЛЯ СБОРКИ ПРУЖИНЫ С КОНТАКТАМИ ЭЛЕКТРОМАГНИТНОГО РЕЛЕ | 1991 |
|
RU2043674C1 |
| Способ изготовления кожуха электромагнитного реле | 1978 |
|
SU744768A1 |
| Флюс для пайки и лужения | 1984 |
|
SU1303341A1 |
| СПОСОБ РАБОТЫ ВИХРЕВОГО УСТРОЙСТВА И ВИХРЕВОЕ УСТРОЙСТВО | 2004 |
|
RU2281443C2 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |

