1
Предлагаемый способ предназначен для формообразования задних поверхностей спиральных сверл и может быть использован в области инструментального производства.
По основному авт. св. № 333014 известен способ заточки обоих зубьев сверла двумя шлифовальными кругами, установленными с зазором на одной оси; ось шлифовальных кругов устанавливают под углом т к проходяш,ей через поперечную кромку осевой плоскости сверла, а сверлу сообшают качательное движение в плоскости, проходяш,ей через его поперечиую кромку вокруг центра, находящегося на оси сверла. Этот способ позволяет осуществить только конусную заточку, при которой задняя поверхность сверла является круговым конусом или .близкой к нему по форме поверхностью.
С целью формообразования задних поверхностей сверла по винтовой или близкой к ней по форме поверхности по предлагаемому способу сверлу сообщают дополнительное вращательное движение вокруг своей оси.
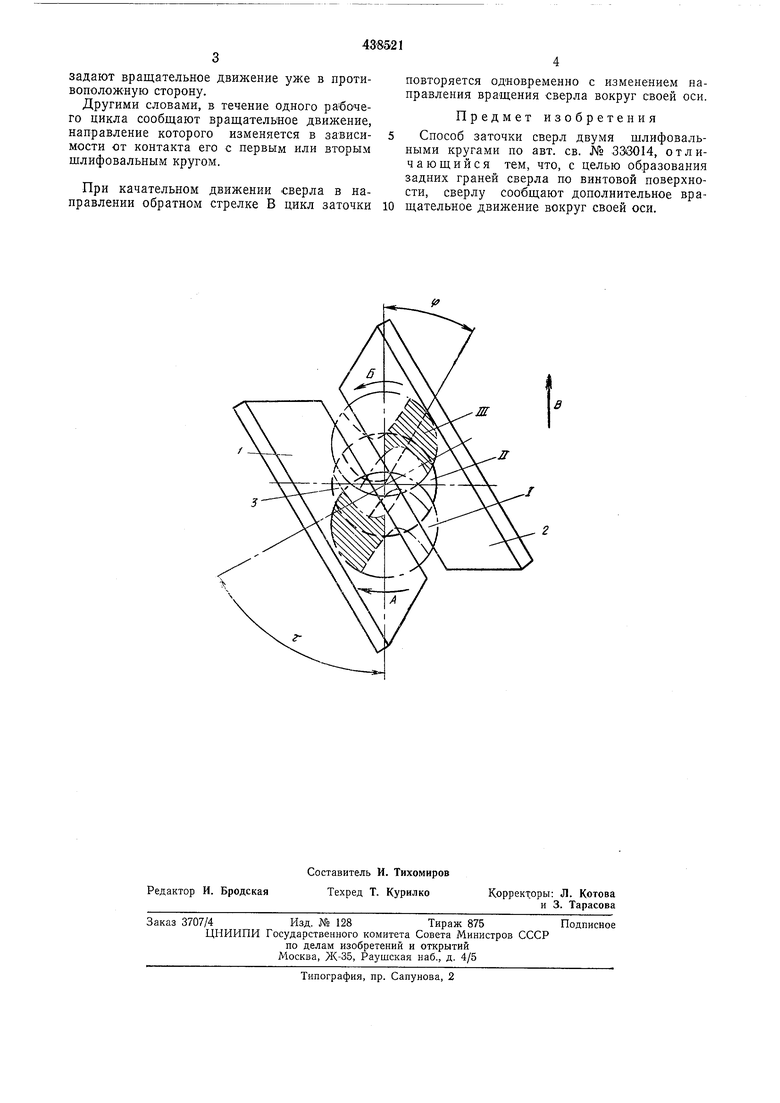
На чертеже показана схема вращательных движений сверла одного рабочего цикла.
Заточка осуществляется следующим образом.
Шлифовальные круги 1 и 2 получают вращательное движение, а сверлу 3, кроме качательного движения вокруг центра, лежащего
на его оси, сообщают разнонаправленные вращательные движения вокруг своей оси по стрелкам А и Б. Реверсирование вращательных движений
сверла производят в момент совпадения оси сверла с прямой, соединяющей центр качания сверла и центр симметрии вращающихся шлифовальных кругов, и в крайних точках амплитуды качания сверла каждого рабочего цикла.
Формообразование задних поверхностей зубьев сверла можно рассмотреть на примере одного рабочего цикла. Необходимым условием правильной заточки является выставление сверла по углу ф наклона поперечной кромки, учитывая, что поперечная кромка формируется в плоскости рабочего качательного движения. Поэтому заданный угол ф выставляют при положении сверла, когда его
ось совпадает с прямой, соединяющей центр качания сверла и центр симметрии вращающихся шлифовальных кругов.
При движении сверла по стрелке В в положении I сверлу задают вращение вокруг своей оси по- стрелке А и продолжают вращать до положения П. Это положение является средним и соответствует установочному, положению сверла при настройке. При дальнейшем движении сверла к положению П1 ему
задают вращательное движение уже в противоположную сторону.
Другими словами, в течение одного рабочего цикла сообщают вращательное движение, направление которого изменяется в зависимости от контакта его с первым или вторым шлифовальным кругом.
При качательном движении сверла в направлении обратном стрелке В цикл заточки
повторяется одновременно с изменением направления вращения сверла вокруг своей оси.
Предмет изобретения
Способ заточки сверл двумя шлифовальными кругами по авт. св. № 336014, отличающийся тем, что, с целью образования задних граней сверла по винтовой поверхности, сверлу сообщают дополнительное вращательное движение вокруг своей оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТОЧКИ СВЕРЛ ДВУМЯ ШЛИФОВАЛЬНЫЛИБКБЛИОГ;:гIКРУГАМИ~--~—^J | 1973 |
|
SU374151A1 |
| СПОСОБ ЗАТОЧКИ СВЕРЛ ДВУМЯ ШЛИФОВАЛЬНЫМИ | 1973 |
|
SU370011A1 |
| СПОСОБ ЗАТОЧКИ СВЕРЛ ДВУМЯ ШЛИФОВАЛЬНЫМИКРУГАМИ | 1972 |
|
SU359134A1 |
| Устройство для заточки спиральных сверл | 1986 |
|
SU1395463A1 |
| Способ заточки сверл | 1979 |
|
SU848291A1 |
| СПОСОБ ЗАТОЧКИ СВЕРЛ ДВУМЯ ШЛИФОВАЛЬНЫМИКРУГАМИЗСЕСОЮЗНАЯГ1, | 1972 |
|
SU333014A1 |
| Способ затылования боковых задних поверхностей червячных фрез | 1980 |
|
SU994217A1 |
| Приспособление для заточки спиральных сверл | 1987 |
|
SU1495074A1 |
| Способ заточки сверл | 1978 |
|
SU709333A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2006 |
|
RU2365481C2 |
В
