1
Предлагаемый способ предназначен дла заточки спиральных сверл яо сложно-винтовой поверхности и может быть использован в области инструментального производства.
Известный способ заточки обоих зубьев сверла двумя шлифовальными кругами, установленными с зазором 5 на одной оси под углом т к проходящей через поперечную кромку осевой плоскости сверла, а сверлу сообщают карательное движение в плоскости, проходящей через его поперечную кромку, вокруг центра, находящегося на оси сверла, позволяет производить только конусную заточку. К тому же затылок зуба не получается достаточно крутым, ЧТО ведет при заточке крупных сверл к двухплоскостной заправке пера сверла.
Цель изобретения - улучшить режущие свойства затачиваемого сверла и обеспечить сложно-вииТОвую заточку.
Это достигается тем, что сверлу сообщают возвратно-лоступательное движение таким образом, что траектория сверла является кардиоидой (улитка Паскаля), полюс которой лежит на оси, соединяющей центр симметрии шлифовальных кругов и центр качения сверла.
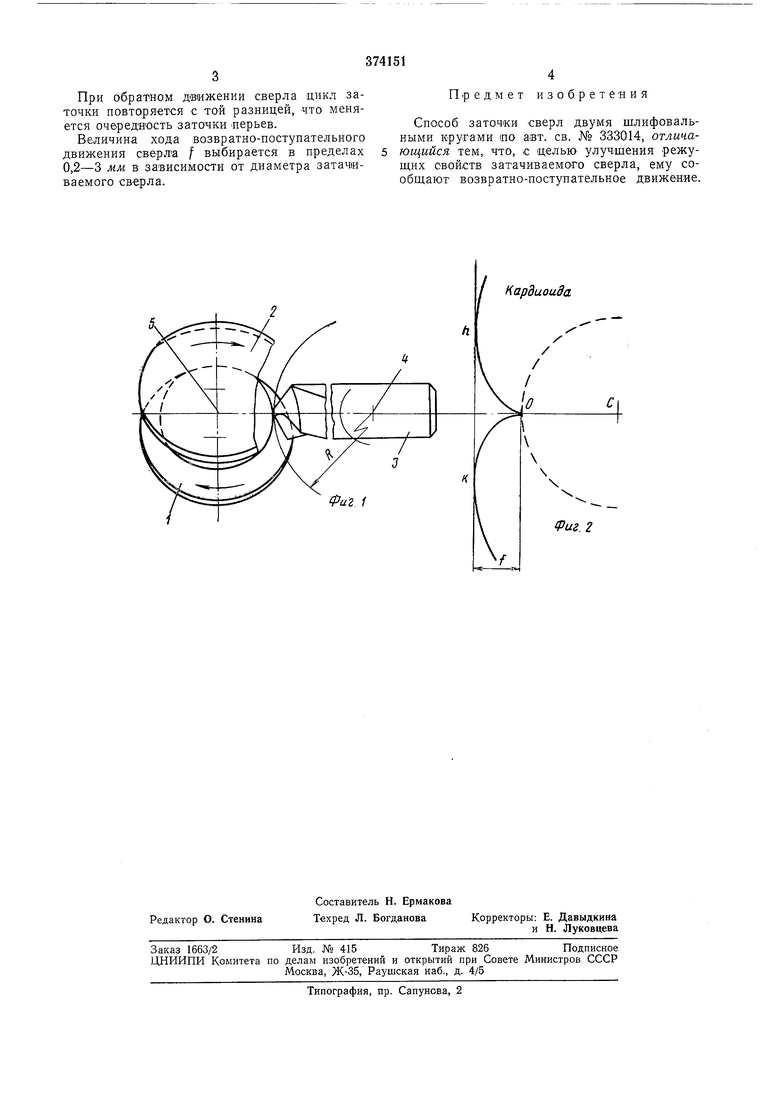
На фиг. 1 показана схема движения сверла; на фиг. 2 - траектория движения вершины сверла (кардиоида).
Заточка осуществляется следующим образом.
Шлифовальные круги 1 и 2 получают вращательное двиЖение, а сверлу 3, кроме качательного движения вокруг центра 4, сообщают возвратно-поступательное движение на величину /, равную расстоянию от полюса О кардиоиды до касательной к ней, проведенной перпендикулярно к оси симметрии кардиоиды ОС. Полюс кардиоиды лежит на оси, соединяющей центр симметрии 5 шлифовальных кругов и центр 4 качания сверла.
Формообразование задних поверхностей перьев сверла происходит следующим образом. При движении сверла снизу вверх форм.ообразование первого пера начинается с его затылка в точке fe траектории движения сверла и заканчивается в точке О - .полюсе «ардиоиды. Точка О является нейтральной, характеризующей переход прОЦесса заточки от одного пера сверла к другому. При дальнейшем движении сверла начинается формообразование второго пера сверла. Картина резания несколько меняется, так как формообразование идет от режущей кромки к затылку пера и заканчивается в точке h траектории движения сверла.
При обратном движении сверла цикл заточки повторяется с той разницей, что меняется очередНОсть заточки -перьев.
Величина хода возвратно-поступательного движения сверла f выбирается в пределах 0,2-3 мм в зависимости от диаметра затачиваемого сверла.
Предмет изобретения
Способ заточки сверл двумя шлифовальными кругами по aiBT. св. № 333014, отличающийся тем, что, с целью улучшения режущих свойств затачиваемого сверла, ему сообщают возвратно-поступательное движение.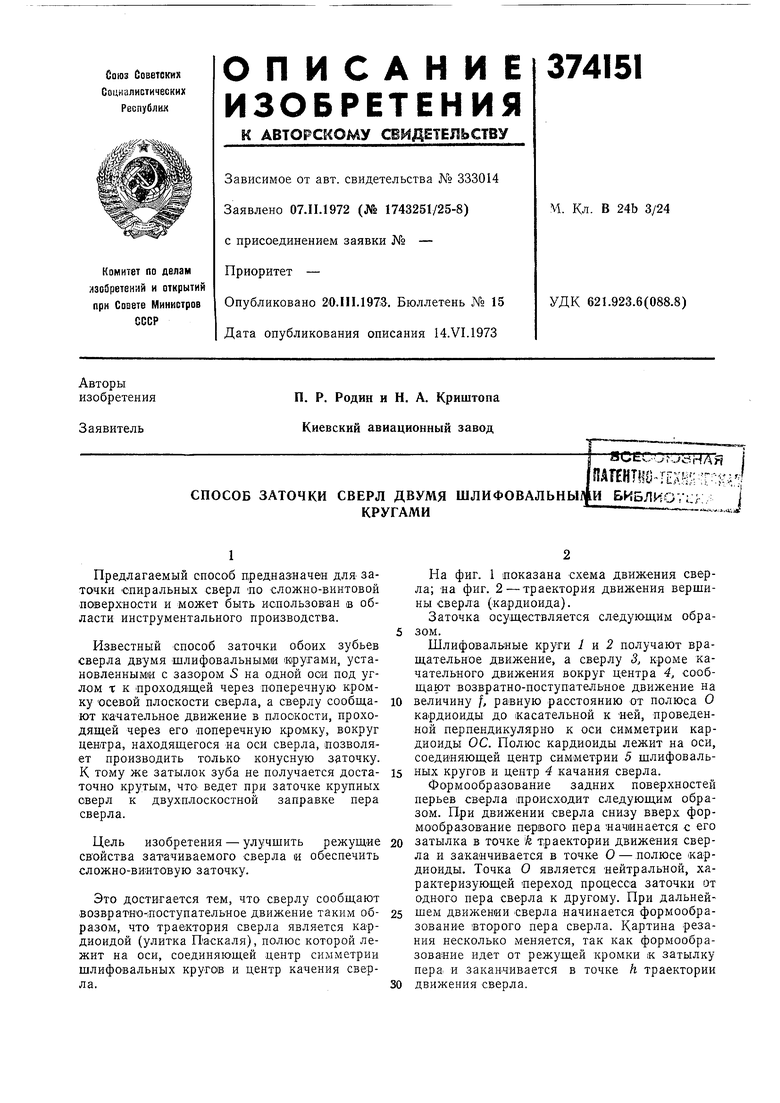
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки сверл | 1983 |
|
SU1151427A2 |
| Способ заточки многолезвийного режущего инструмента с винтовым или наклонным зубом | 1958 |
|
SU123049A1 |
| Способ фасонной заточки спиральных сверл | 1960 |
|
SU147929A1 |
| Способ заточки сверл | 1979 |
|
SU774921A1 |
| СПОСОБ ЗАТОЧКИ СВЕРЛ ДВУМЯ ШЛИФОВАЛЬНЫМИКРУГАМИЗСЕСОЮЗНАЯГ1, | 1972 |
|
SU333014A1 |
| СПОСОБ ЗАТОЧКИ СВЕРЛ ДВУМЯ ШЛИФОВАЛЬНЫМИКРУГАМИ | 1972 |
|
SU359134A1 |
| Способ заточки фрез | 1980 |
|
SU975339A1 |
| Способ заточки сверл | 1978 |
|
SU753605A1 |
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
Кардиоидй
Фиг. 2
