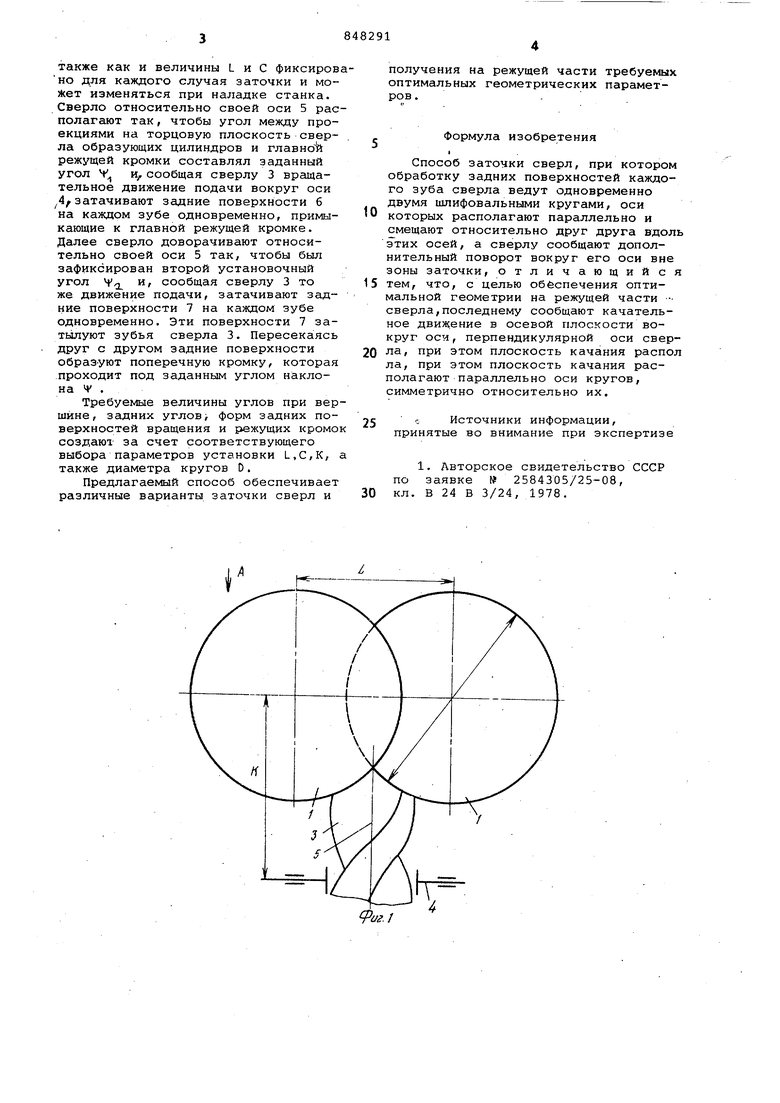
(54) СПОСОБ ЗАТОЧКИ СВЁРЛ Изобретение относится к металлообработке и может найти применениепри заточке сверл двумя шлифовальными кругами, когда задняя поверхность каждого зуба сверла состоит из двух и более поверхностей вращения. Известен способ заточки сверл, при котором обработку задних поверхностей каждого зуба сверла ведут одновременно двумя шлифовальными кругами, оси которых располагают пареип лельно и смещают относительно друг друга вдоль этих осей, а св.ерлу сообщают дополнительный поворот вокруг его оси вне зоны заточки Til. Известный способ не позволяет менять в широком диапазоне геометричес кие параметры режущей части и, следовательно, обеспечивать наилучшие варианты заточки сверл. Цель изобретения - осуществление различных вариантов заточки сверл, получение на режущей части требуемых оптималь ых геометрических параметров . Для достижения этой цели сверлу сообщают качательное движение в осевой плоскости вокруг оси, перпендику лярной оси сверла, при этом плоскост качания располагают параллельно оси кругов, симметрично относительно них. На фиг.1 показана схема заточки сверла, задних поверхностей, примыкающих к главной режущей кромке; на фиг.2 - вид А на фиг.1) на фиг.З . показано формирование на сверле поверхности, примыкающей к главной режущей кромке; на фиг.4 показано формирование поверхности зуба сверла . Заточку по данному способу производят двумя шлифовальными кругами 1 равного диаметра D формы и качества, оси 2 которых параллельны и отстоят друг от друга на расстоянии L. Круги 1 смещены вдоль своих осей 2 относительно друг друга так, что расстояние С между торцовыми поверхностями кругов фиксируют для каждого случая заточки. Сверло 3 в процессе заточки вращают вокруг оси 4, которую распо- . лагают симметрично относительно шлифовальных кругов 1, перпендикулярно их осям 2. Это движение является движением подачи. Кроме того, ось 4 вращения пересекается с осью 5 сверла 3 и эти оси взаимно перпендикулярны. Ось 4 отстоит от осевой плоскости кругов на расстоянии К, которое
также как и величины L и С фиксировно для каждого случая заточки и моЖет изменяться при наладке станка. Сверло относительно своей оси 5 располагают так, чтобы угол между проекциями на торцовую плоскость сверла образующих цилиндров и главно режущей кромки составлял заданный угол Х, и, сообщая сверлу 3 вращательное движение подачи вокруг оси 4 затачивают задние поверхности 6 на каждом зубе одновременно, примыкающие к главной режущей кромке. Далее сверло доворачивают относительно своей оси 5 так, чтобы был зафиксирован второй установочный угол у,2. сообщая сверлу 3 то же движение подачи, затачивают задние поверхности 7 на каждом зубе одновременно. Эти поверхности 7 затьолуют зубья сверла 3. Пересекаясь друг с другом задние поверхности образуют поперечную кромку, которая проходит под заданным углом наклона Ч .
Требуемые величины углов при вершине, задних углов форм задних поверхностей вращения и режущих кромо создают за счет соответствующего выбора параметров установки L,C,K, также диаметра кругов О.
Предлагаемый способ обеспечивает различные варианты заточки сверл и
получения на режущей части требуемых оптимальных геометрических параметров ..
Формула изобретения I
Способ заточки сверл, при котором обработку задних поверхностей каждого зуба сверла ведут одновременно двумя шлифовальными кругами, оси которых располагают параллельно и смещают относительно друг друга вдоль этих осей, а сверлу сообщают дополнительный поворот вокруг его оси вне зоны заточки, отличающийся
5 тем, что, с целью обеспечения оптимальной геометрии на режущей части сверла,последнему сообщают качательное дви)15ение в осевой плоскости вокруг оси, перпендикулярной оси сверла, при этом плоскость качания распол ла. При этом плоскость качания располагают параллельно оси кругов, симметрично относительно их,
5 с Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2584305/25-08, 0 кл. В 24 В 3/24, 1978.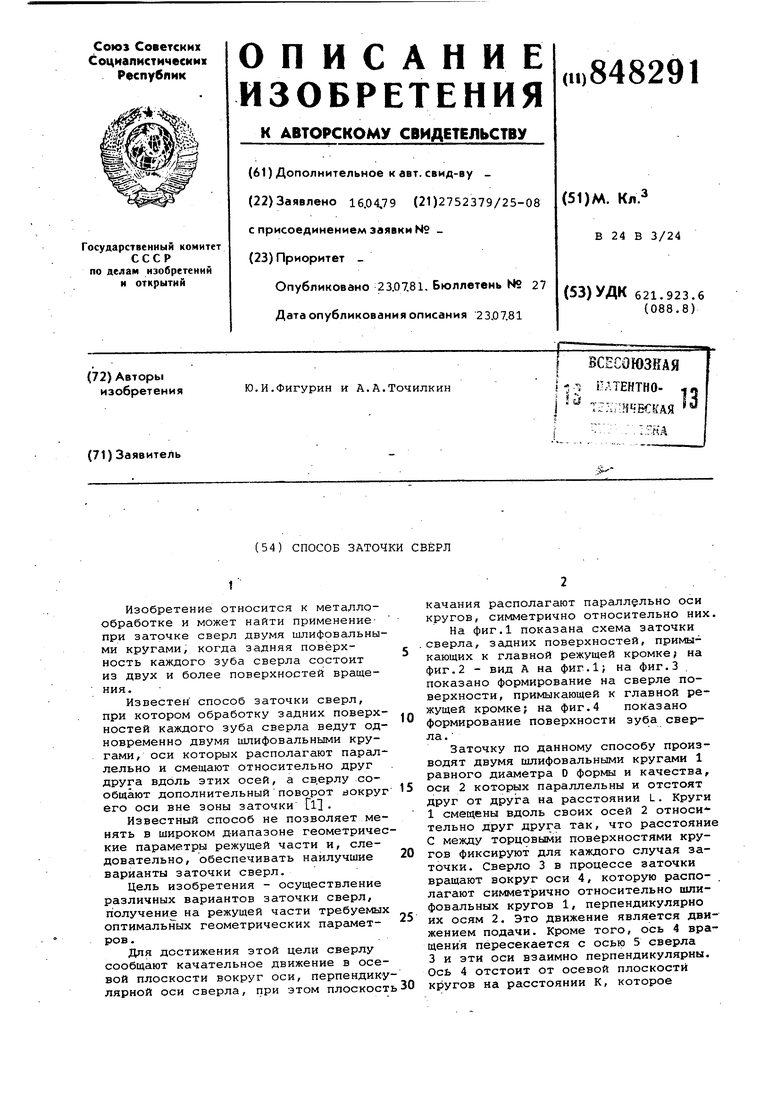
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки сверл | 1979 |
|
SU774921A1 |
| Способ заточки сверл | 1978 |
|
SU709333A1 |
| Способ заточки сверл | 1978 |
|
SU878506A2 |
| Способ фасонной заточки сверла | 1979 |
|
SU831548A1 |
| Устройство для заточки спиральных сверл | 1986 |
|
SU1395463A1 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| СПОСОБ ЗАТОЧКИ СВЕРЛ ДВУМЯ ШЛИФОВАЛЬНЫЛИБКБЛИОГ;:гIКРУГАМИ~--~—^J | 1973 |
|
SU374151A1 |
| Способ заточки двухзубых инструментов | 1985 |
|
SU1269974A1 |
| Устройство для заточки сверл | 1980 |
|
SU933391A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
%гЗ
виЗА
fftfl.
