(54-) СПОСОБ ЗАТОЧКИ СВЕРЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки сверл | 1979 |
|
SU848291A1 |
| Способ заточки сверл | 1978 |
|
SU878506A2 |
| Способ фасонной заточки сверла | 1979 |
|
SU831548A1 |
| Способ заточки сверл | 1979 |
|
SU774921A1 |
| Способ заточки сверл | 1983 |
|
SU1162573A1 |
| Способ заточки сверл | 1978 |
|
SU753605A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| Способ двухплоскостной заточки сверл | 1990 |
|
SU1763149A1 |
| Приспособление для заточки сверл | 1959 |
|
SU135359A1 |

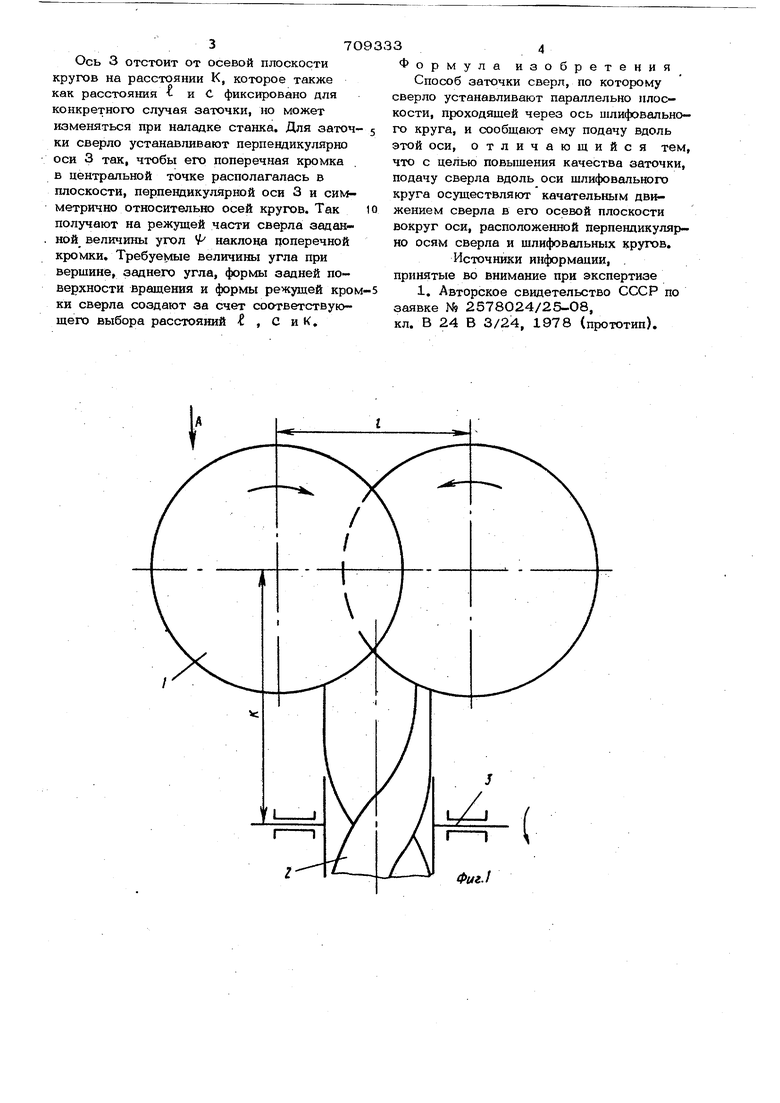
Известен способ заточки сверл, по ко торому сверло устанавливают параллельно плоскости, проходящей через ось шлифовального круга, и сообщают ему подачу вдоль этой оси 1. Недостатком известного способа является низкая производительность и качество заточки из-за необходимости осевой регулировки сверла в зависимости от величины снимаемого припуска. Цель изобретения - .повышение производительности и качества заточки. Для этого сверло подают вдоль оси шлифовального круга качательным движени сверла в его осевой плоскости вокруг оси, расположенной перпендикулярно осям сверла и шлифовального круга в соответствии с требуемыми геометрическими параметрами заточки сверла. При этом расстояние между осями кру гов, их диаметр, расстояние между близлежащими торцовыми плоскостями кругов, а также между осью вращения сверла и плоскостью осей кругов выбирают в зависимости от требуемых величин: угла при вершине, заднего угла, и от требуемых форм задней поверхности вращения и режущей кромки сверла. Угол наклона поперечной кромки задают установкой сверла путем вращения его вокруг своей оси с учетом того, что поперечная кромка всегда параллельна осям кругов.На фиг. 1 дана схема заточки сверла предлагаемым способом; на фиг.2 - вид по стрелке А на фиг.1. Заточку производят двумя вращающимися шлифовальными кругами 1, оси которых параллельны и отстоят друг от друга на расстоянии . Круги 1 смещены, кроме того, вдоль своих осей относительно друг друга так, что расстояние С между двумя близлежащими торцовыми плоскостями фиксировано для каждого случая заточки. Сверло 2 в процессе заточки вращают вокруг оси 3, которую располагают симметрично относительно близлежащих торцовых плоскостей кругов 1 и перпендикулярно осям крупзв 1.
Ось 3 отстоит от осевой плоскости кругов на расстоянии К, которое также как расстояния С и С фиксировано для конкретного случая заточки, но может изменяться при наладке станка. Для ааточ ки сверло устанавливают перпендикулярно оси 3 так, чтобы его поперечная кромка в центральной точке располагалась в плоскости, перпендикулярной оси 3 и симметрично относительно осей кругов. Так получают на режущей части сверла заданной величины угол S наклона цоперечной кромки. Требуемые величины угла при вершине, заднего угла, формы задней поверхности вращения и формы режущей кро ки сверла создают за счет соответствующего выбора расстояний -С , С и К,
Формула изобретения
Способ заточки сверл, по которому сверло устанавливают параллельно плоскости, проходящей через ось шлифовального круга, и сообщают ему подачу вдоль этой оси, отличающийся тем что с целью повышения качества заточки, подачу сверла вдоль оси шлифовального круга осуществляют качательным движением сверла в его осевой плоскости вокруг оси, расположенной перпендикулярно осям сверла и шлифовальных кругов.
Источники информации, . принятые во внимание при экспертизе
Фиг-f
i
/
чч.
