1
По основному авторскому свидетельству № 333014 известен способ заточки сверл двумя шлифовальными кругами, установленными с зазором 5 на одной оси, расположенной под углом т к проходящей через поперечную кромку осевой плоскости сверла. Сверлу сообщают качательное движение в плоскости, проходящей через его поперечную кромку, вокруг центра, находящегося на оси сверла.
Предлагаемый способ предотвращает выкрашивание режущих кромок инструмента, выполненного из твердосплавных материалов.
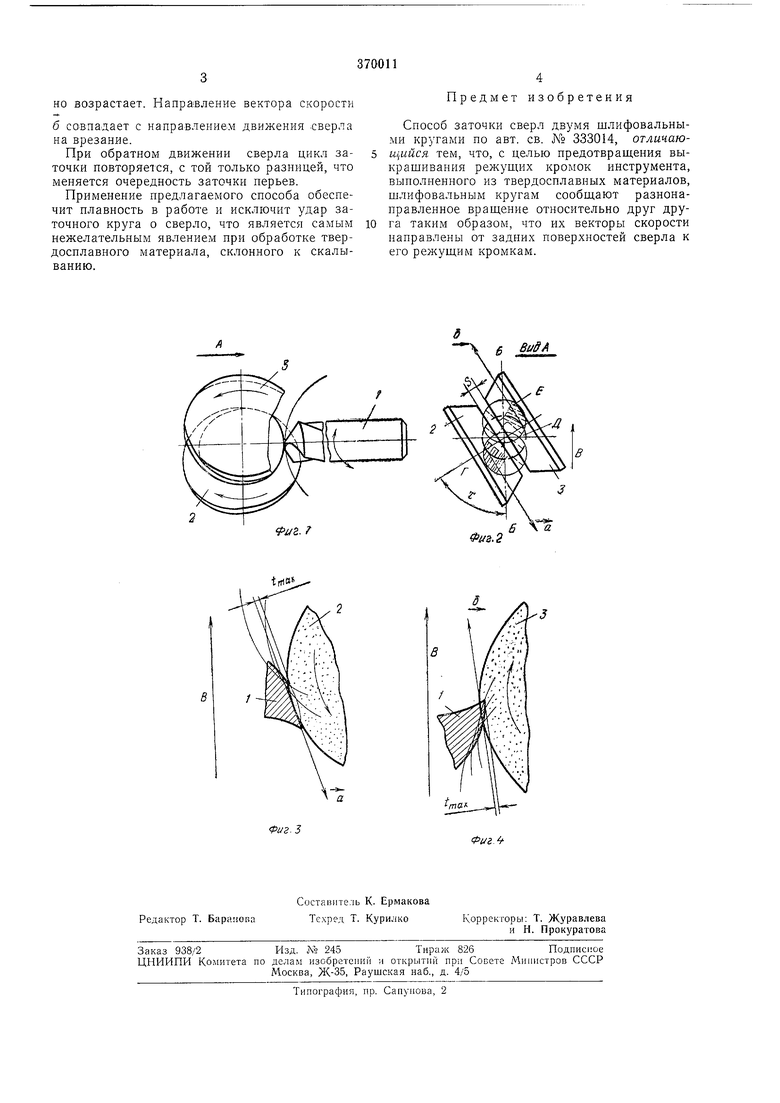
Для этого шлифовальным кругам сообщают разнонаправленное вращение относительно друг друга таким образом, что их векторы скорости направлены от задних поверхностей сверла к его режущим кромкам.
На фиг. 1 изображена схема направлений вращений шлифовальных кругов и сверла при заточке предлагаемым способом; на фиг. 2- вид по стрелке А на фиг. 1; на фиг. 3-схема резания первым (положение Г) шлифовальным кругом; на фиг. 4 - схема резания вторым (положение Д) шлифовальным кругом.
По предлагаемому способу при качательном движении сверла / шлифовальным кругам 2 и 3 задают вращение так, что их векторы скорости а и б направлены от задней поверхности сверла к его режущим кромкам (Б-Б плоскость качания сверла).
В процессе обработки при движении сверла/в плоскости Б-Б формируется последовательно задняя поверхность одного пера, а затем другого. При этом формирование задней поверхности одного пера начинается с затылка зуба, а другого - с режущей кромки. На примере одного цикла, например при движении по стрелке В (см. фиг. 2), проследим процесс снятия стружки по предлагаемому способу. При сообщении CBep.iiy качательного движения в плоскости Б-Б на врезание шлифовальным кругом 2 оформляется задняя поверхность первого пера сверла. Этому моменту соответствует положение Г сверла (см.
фиг. 2). В этом случае камень начинает снимать стружку с затылка, причем величина снимаемого припуска сначала плавно возрастает до величины zmax (см. фиг. 3), а затем так же плавно уменьшается. Вектор скорости
шлифовального круга не совпадает с направлением движения сверла, iio направлен от задней .поверхности к режущей кромке. При дальнейшем движении сверла оно проходит нейтральное положение Д, после которого начннает оформляться задняя поверхность .второго пера - положение Е. В момент ка сания шлифовальным кругом второго пера стружка также начинает сниматься сначала с затылка в направлении вектора скорости (см. фиг. 4).
Величина снимаемого припуска при этом плав
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТОЧКИ СВЕРЛ ДВУМЯ ШЛИФОВАЛЬНЫЛИБКБЛИОГ;:гIКРУГАМИ~--~—^J | 1973 |
|
SU374151A1 |
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
| Способ фасонной заточки спиральных сверл | 1960 |
|
SU147929A1 |
| Способ заточки сверл | 1978 |
|
SU709333A1 |
| Станок для заточки сверл | 1976 |
|
SU956244A1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| Способ заточки сверл | 1983 |
|
SU1162573A1 |
| Устройство для заточки спиральных сверл | 1986 |
|
SU1395463A1 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Приспособление для заточки спиральных сверл | 1987 |
|
SU1495074A1 |
