1
Изобретение относится к подъемно-транспортным устройствам, в частности, для кантования изделий.
Известны кантователи изделий в конвейерных линиях, преимущественно бытовых холодильников, включающие поворотный барабан, образованный двумя торцовыми дисками, жестко соединенными с рамой, опорные катки, зажимное устройство для изделия и привод вращения барабана.
Иредлагаемый кантователь отличается тем, что его барабан имеет продольный паз для перемещения в нем толкателя конвейера и в направлении вращения установлен на два рядом расположенных опорных ролика, а зажимное устройство выполнено в виде подпружиненного, размещенного в направляющей втулке щтока, один конец которого связан с поджимным башмаком, а второй конец, посредством двуплечего рычага - с копиром.
Такое выполнение кантователя изделий в конвейерных линиях упрощает его конструкцию и обеспечивает автоматизацию фиксации изделия в кантователе.
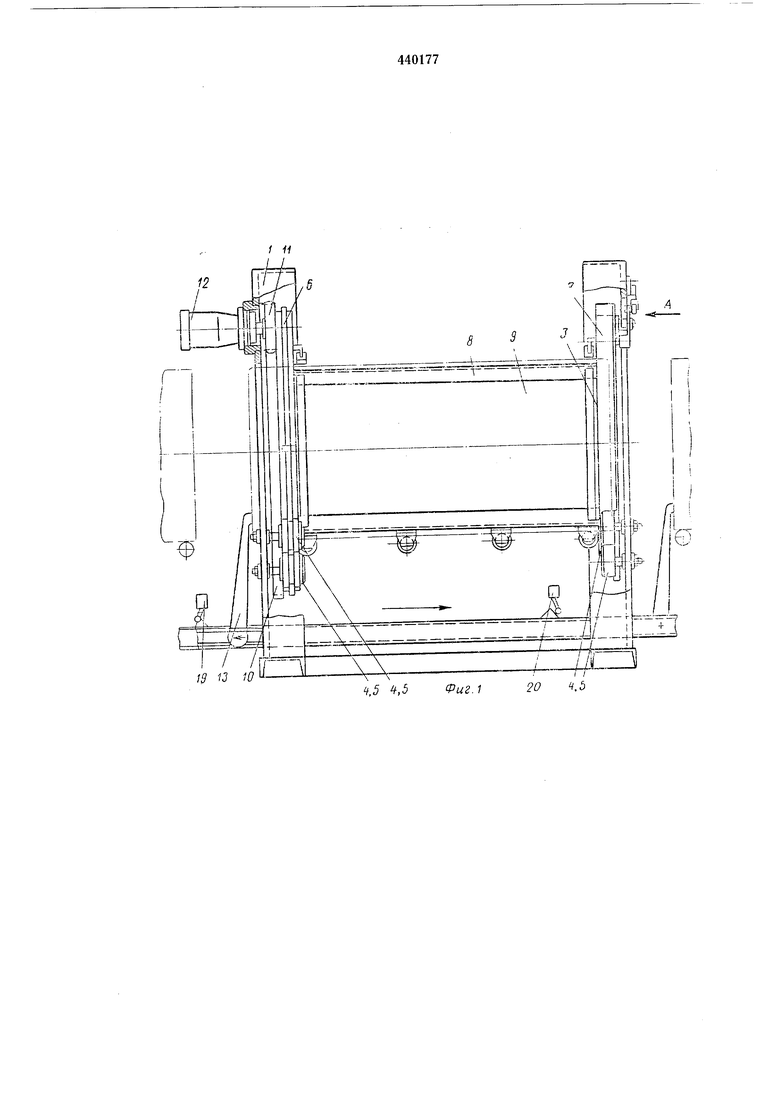
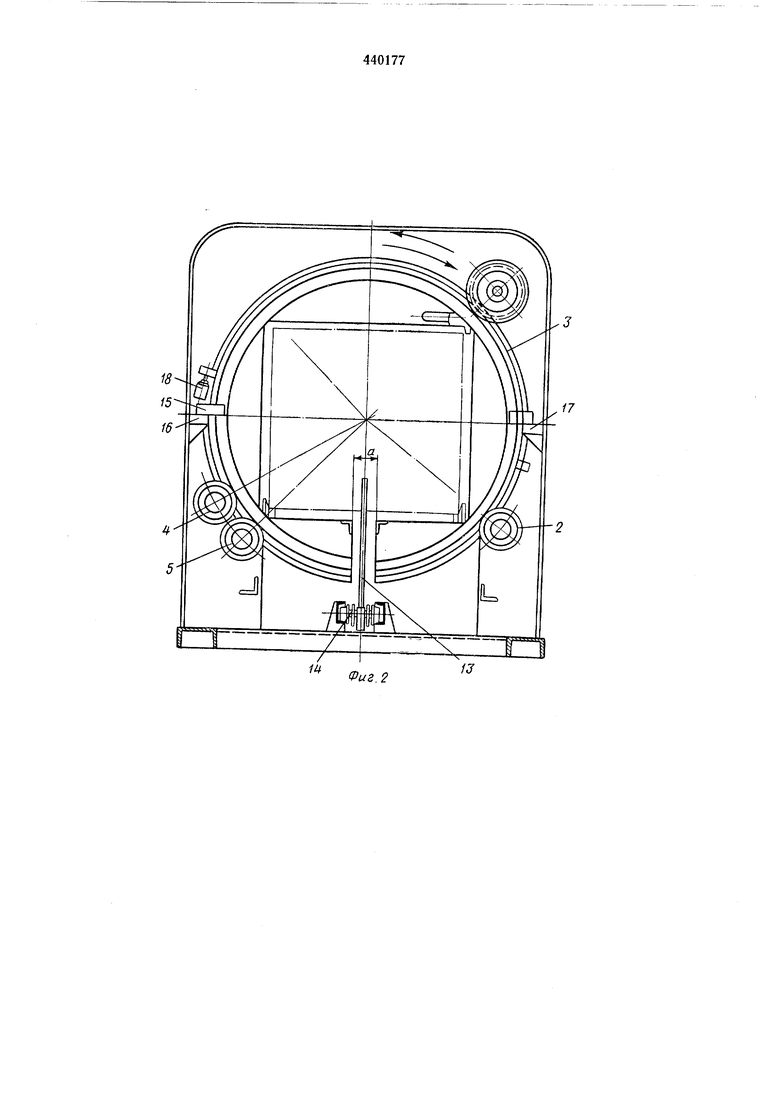
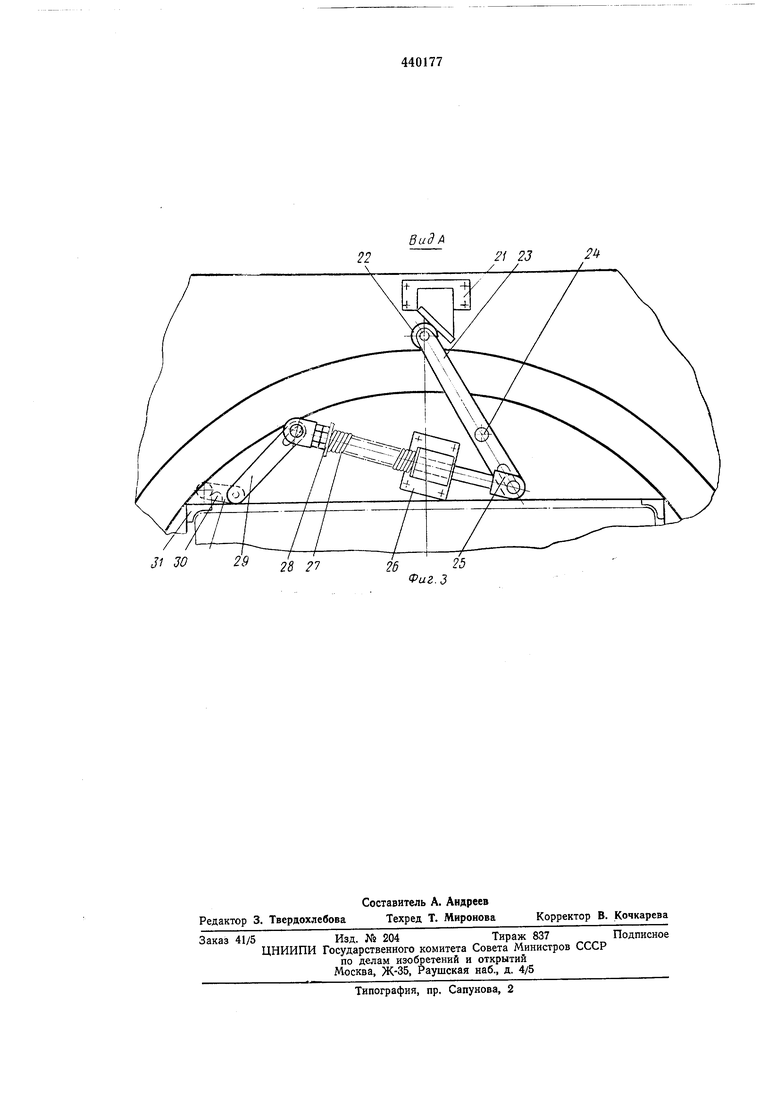
На фиг. 1 схематично изображен предлагаемый кантователь, продольный разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - вид по стрелке А на фиг. 1.
На станине 1 кантователя установлены опорные ролики 2 с одной стороны барабана
3 и ролики 4 и 5 - с другой стороны. Барабан 3 выполнен в виде двух дисков 6 и 7, соединенных между собой рамой 8. Диски 6 и 7 имеют проемы, соответствующие конфигурации кантуемого изделия 9. На диске 6 закреплено зубчатое колесо 10, находящееся в зацеплении с шестерней 11, установленной на валу гидродвигателя 12. В барабане 3 выполнен сквозной паз а для прохода толкателя 13
конвейера 14. Толкатель закреплен шарнирпо и имеет возможность отклоняться в горизонтальное положение при возврате конвейера 14 в исходное положение. На диске 6 барабана 3 закреплен упор 15,
взаимодействующий в левом и правом крайних положениях соответственно с упорами 16 и 17, ограничивающими угол поворота барабана 3. Конечный выключатель 18 блокирует включение конвейера 14 при повороте
барабана из левого крайнего положения.
Исходное положение конвейера 14 контролируется конечным выключателем 19, блокирующим возможность поворота барабана 3 в случае, если конвейер находится в исходном
положении. Перемещение конвейера на щаг контролируется конечным выключателем 20. На станине 1 нсестко закреплен копир 21, воздействующий на ролик 22 рычага 23, поворачивающегося вокруг оси 24, закрепленной
на диске 7 барабана 3. Второй конец рычага
23 шарнирно связан с тягой 25, перемещающейся в направляющей втулке 26, жестко закрепленной на диске 7 барабана 3. На тягу 25 надета пружина 27, одним концом упирающаяся в торец втулки 26, а вторым - в серьря 28, навернутую на тягу 25. Серьга 28 щарнирно связана с Г-образным рычагом 29, на оси которого жестко посажен рычаг 30 с щарнирно установленным на его свободном конце .поджимным башмаком 31.
При пуске конвейера 14 его толкатель 13 движется вперед (на чертеже вправо) и перемещает изделие 9 внутрь барабана.
В правом крайнем положении толкателя 13 нажимается конечный выключатель 20, который включает реверс конвейера 14. При отходе назад толкатель 13 встречает на своем пути изделие 9 и, поворачиваясь вокруг оси, проходит под изделием.
В крайнем левом положении нажимается конечный выключатель 19, после чего может быть осуществлен поворот барабана с изделием. Нажатием кнопки на пульте управления включается гидродвигатель 12, вращение которого через шестерню 11 передается зубчатому колесу 10, связанному с ним диском 6, и барабану 3 с изделием 9. Барабан 3 начинает вращаться по часовой стрелке. При этом ролик 22 рычага 23 отходит от копира 21, и тяга 25 под действием пружины 27 перемещается во втулке 26 влево, поворачивая рычаги 29 и 30. При этом поджимной башмак 31 зажимает изделие 9. Поворот барабана 3 продолжается до тех пор, пока упор 15 не упрется в жесткий упор 17.
Во время поворота барабана 3 его продольный паз первоначально совместится с ролчками 5, и опорой барабана 3 будут служить ролики 4. При дальнейшем повороте паз барабана совмещается с роликами 4, а. ролики 5 поддерживают барабан 3. Таким образом, наличие двух рядом расположенных опорных
роликов практически обеспечивает возможность поворота барабана на угол 180°.
После выполнения в повернутом положении заданной технологической операции нажимается кнопка на пульте управления, гидродвигатель реверсируется, и барабан 3 поворачивается в исходное положение до фиксирования упором 16, нажимая при этом конечный выключатель 18, блокирующий включение конвейера 14. Одновременно ролик 22 под воздействием скоса копира 21 отклонит рычаг 23 вокруг оси 24 против часовой стрелки и переместит тягу 25 во втулке 26 вправо, сжимая пружину 27 и поворачивая рычаги 29
и 30 по часовой стрелке. Тем самым отводится поджимной башмак 31 и освобождается изделие 9. После этого включается конвейер 14, который толкателем 13 выталкивает изделие 9 из кантователя на следующую технологическую позицию, а в кантователь подает очередное изделие.
Предмет изобретения
Кантователь изделий в конвейерных линиях, преимущественно бытовых холодильников, включающий поворотный барабан, образованный двумя торцовыми дисками, жестко соединенными с рамой, опорные катки, зажимное устройство для изделия и привод
вращения барабана, отличающийся тем, что, с целью упрощения конструкции кантователя и автоматизации фиксации изделия в нем, барабан имеет продольный паз для перемещения в нем толкателя конвейера в направлении вращения и установлен на два рядом расположенных опорных ролика, а зажимное устройство выполнено в виде подпружиненного щтока, размещенного в направляющей втулке, один конец которого связан
с поджимным башмаком, а второй конец посредством двуплечего рычага связан с копиром. I /гг, in ili / fj 10 ,5 ,5 20 I I 4.5
13
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопильный станок для продольной распиловки короткомерных бревен | 1982 |
|
SU1066804A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Станок для поперечной распиловки заготовок | 1987 |
|
SU1537533A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Устройство для передачи изделий | 1982 |
|
SU1093486A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ БРУСЬЕВ СТРЕЛОЧНЫХ ПЕРЕВОДОВ (ВАРИАНТЫ) | 2004 |
|
RU2294826C2 |
| Роторно-конвейерная линия | 1988 |
|
SU1548126A1 |
| Устройство для образования попереч-НыХ шВОВ HA ТЕРМОСВАРиВАЕМыХ РуКАВАХи ОТРЕзАНия гОТОВыХ пАКЕТОВ | 1979 |
|
SU806540A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |