Изобретение откосится к подъемно- транспортному машиностроению, а именно к роторно-конвейерным линиям для транспортирования изделий при их обработке, и может быть использовано в различных отраслях промышленности.
Цель изобретения - упрощение конструкции.
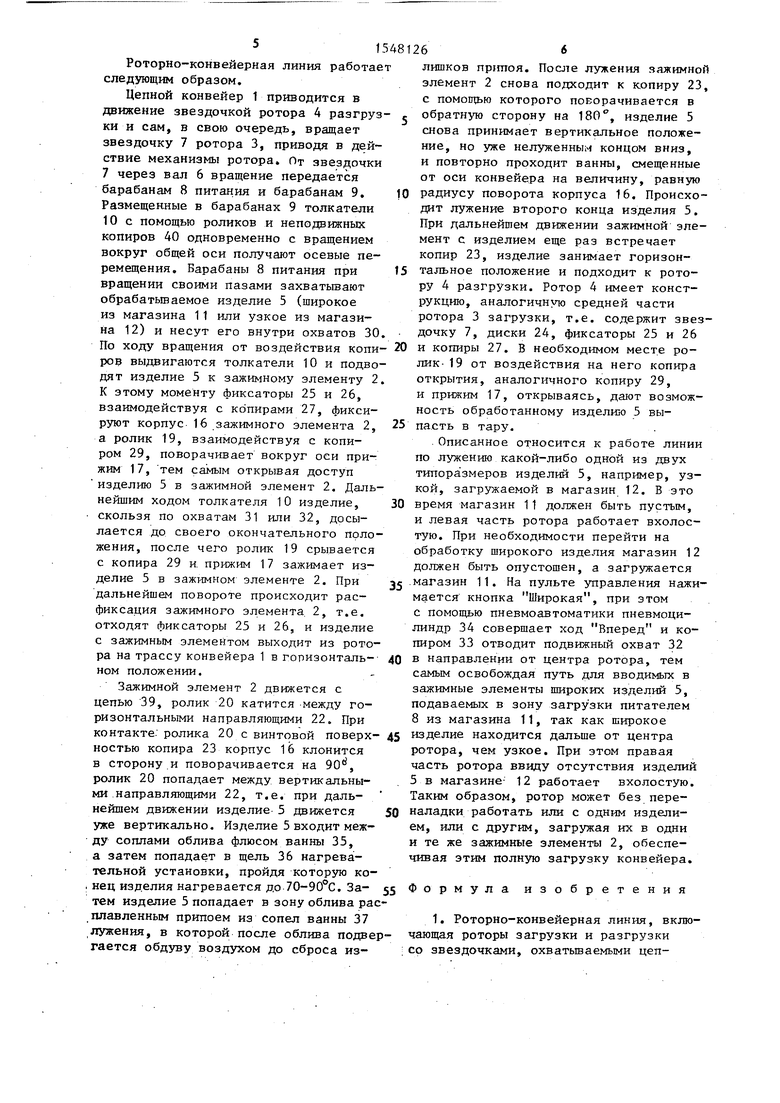
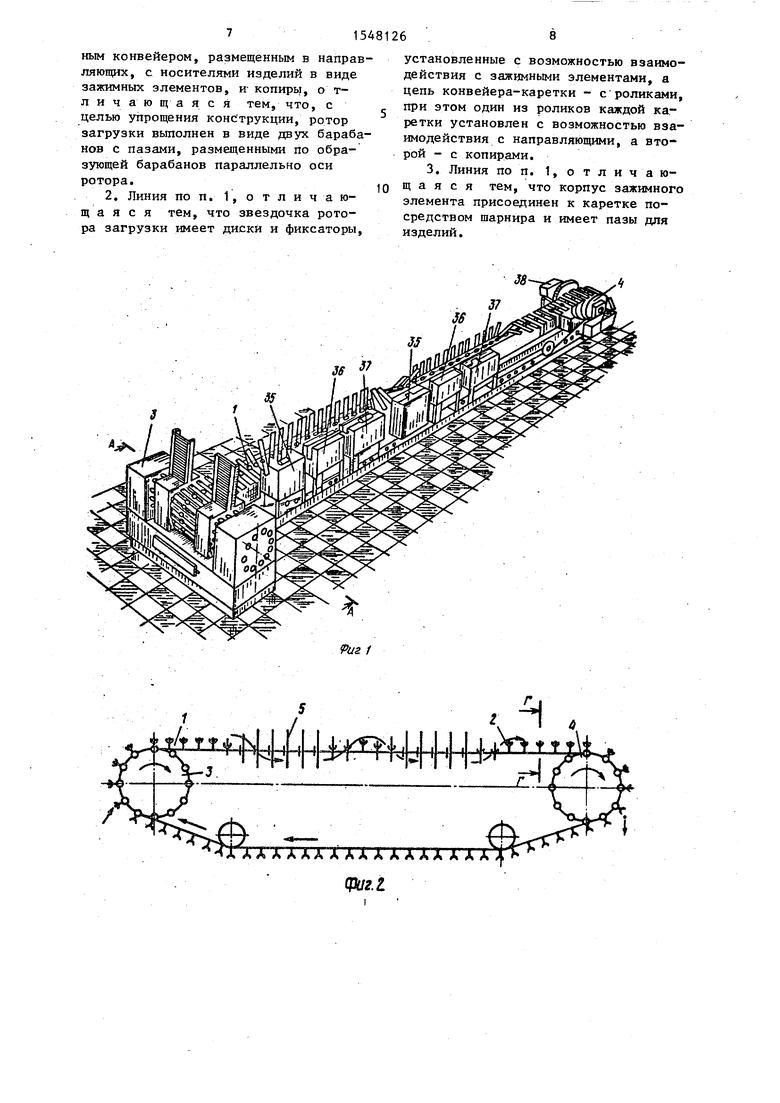
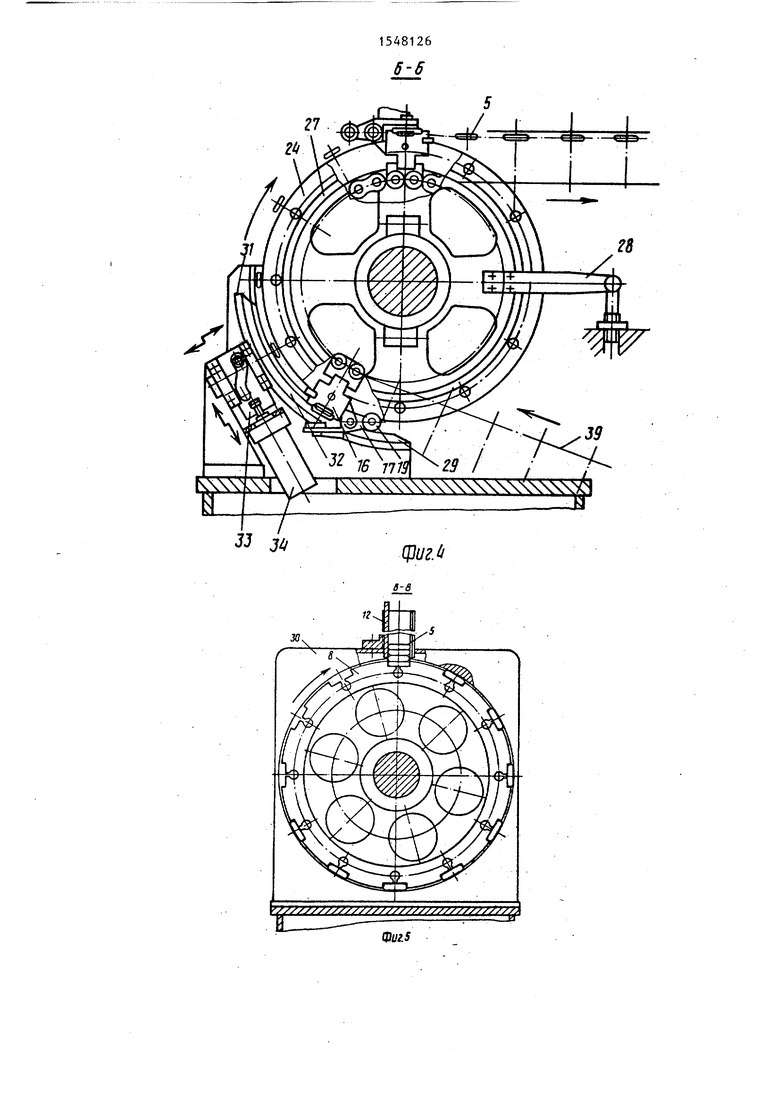
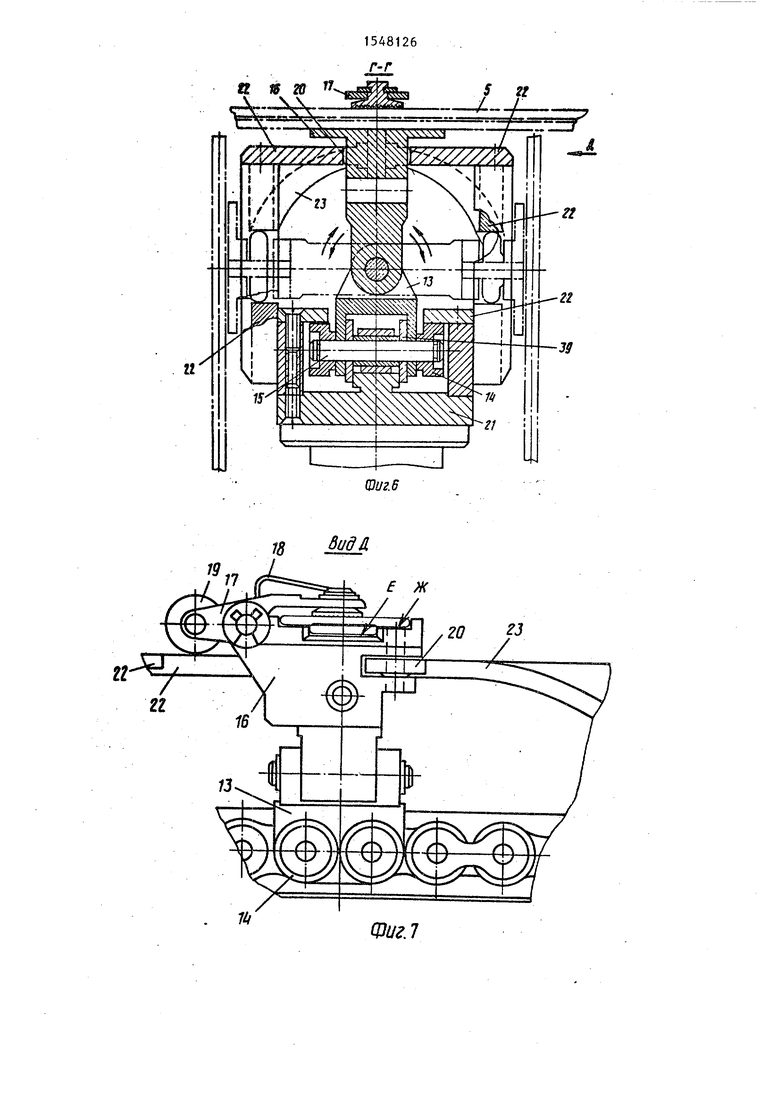
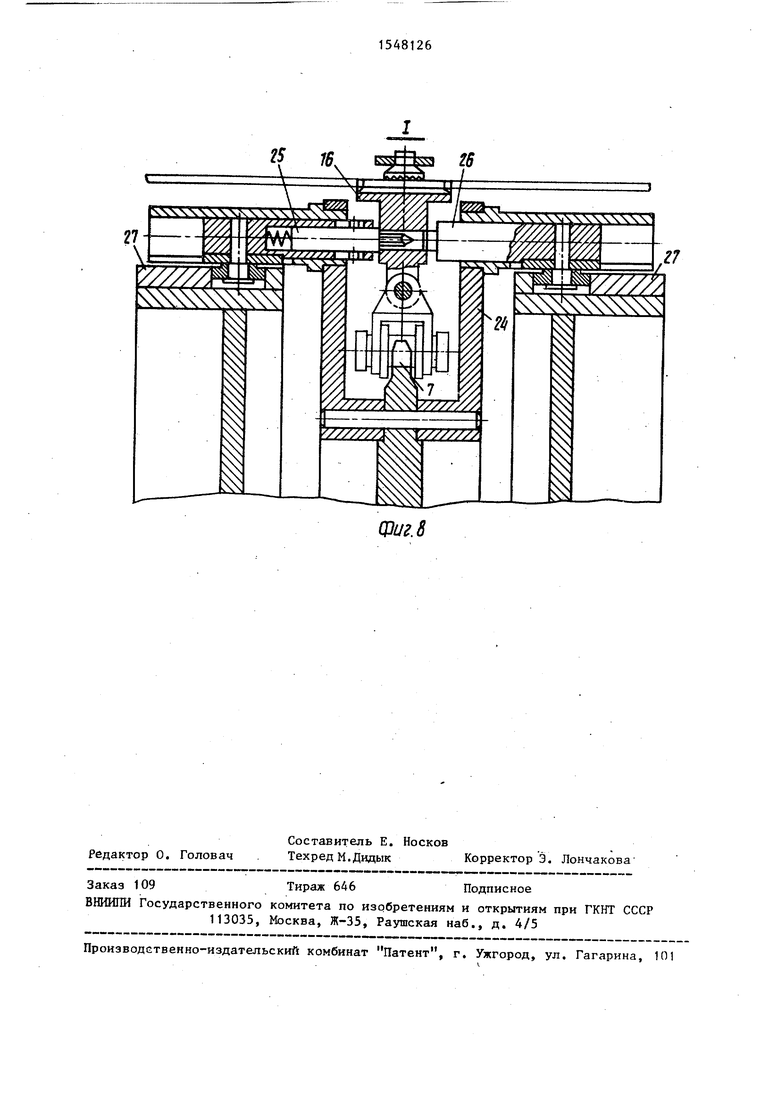
На фиг. 1 изображена роторно-кон- вейерная линия, общий вид; на фиг. 2 кинематическая схема линии; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез В-Б на фиг./З; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 2; на фиг. 7 - вид Д на фиг. 6; на фиг. 8 - узел I на фиг. 3.
Роторно-конвейерная линия содержи цепной конвейер 1 с зажимными элементами 2 и рабочие роторы 3 и 4, предназначенные для загрузки и разгрузки изделий 5, причем ротор разгрузки 4 является ведущим. Вал 6 ротора загрузки 3 несет на себе приводную звездочку 7, барабаны 8 питания и барабаны 9 с толкателями 10. С целью автоматизации загрузки ротор 3 снабжен магазином 11 для широкого и магазином 12 для узкого изделия. Зажимной элемент 2 содержит каретку 13 с роликами 14, сидящими на осях 15 цепи конвейера 1. На каретке 13 шар1- нирно закреплен корпус 16 с двумя пазами Е и Ж, служащими для базирования двух типоразмеров обрабатываемых изделий 5. В проушинах корпуса 16 шарнирно закреплен прижим 17 с воздействующей на него пружиной 18 кручения и роликом 19. Для удержания корпуса 16 в необходимом положении во время движения служит ролик 20. Трасса конвейера состоит из опорной направляющей 21 и расположенных в вертикальной и горизонтальной плос
0
5
с
- Ь
0
костях направляющих 22. Поворотные участки трассы в тех местах, где корпус 16 должен поворачиваться вокруг продольной оси на 90 или 180°, снабжены копирами 23 с винтовыми поверхностями.
Звездочка 7 снабжена дисками 24, несущими на себе гильзы с подводимыми фиксаторами 25 и 26, которые взаимодействуют с копиром 27, размещенным на валу 6 и закрепленным посредством хвостовика 28.
Для открытия прижима 17 зажимного элемента 2 служит ролик 19, который взаимодействует с копиром 29. Для удержания изделий 5 от выпадания после их захвата барабаном 8 питания служат охваты 30. Для удержания изделий 5 (широких) во время их движения из паза барабана 8 в корпус 16 зажимного элемента 2 служит неподвижный охват 31. Для удержания изделий 5 (узких) во время их движения из паза барабана 8 питания в зажимной элемент 2 служит подвижный убирающийся охват 32, приводимый в движение копиром 33 от пневмоцилиндра 34. Кроме того, линия содержит две ванны 35 флюсования, две установки 36 нагревательные и две ванны 37 лужения. Ванны флюсования и лужения работают по методу облива трубки двумя сходящимися струями флюса или расплавленного олова, истекающими из сопел, в которые нагнетаются лопастными насосами. Ротор 4 разгрузки получает вращение от электромеханического привода 38 и с помощью приводной звездочки передает движение цепи 39 конвейера и ротору 3. Неподвижные копиры 40 служат для обеспечения возвратно-поступательного движения толкателей 10.
Роторно-конвейерная линия работает следующим образом.
Цепной конвейер 1 приводится в движение звездочкой ротора 4 разгрузки и сам, в свою очередь, вращает звездочку 7 ротора 3, приводя в действие механизмы ротора От звездочки 7 через вал 6 вращение передается барабанам 8 питания и барабанам 9. Размещенные в барабанах 9 толкатели 10 с помощью роликов и неподвижных копиров 40 одновременно с вращением вокруг общей оси получают осевые перемещения. Барабаны 8 питания при вращении своими пазами захватывают обрабатываемое изделие 5 (широкое из магазина 11 или узкое из магазина 12) и несут его внутри охватов 30. По ходу вращения от воздействия копиров выдвигаются толкатели 10 и подводят изделие 5 к зажимному элементу 2. К этому моменту фиксаторы 25 и 26, взаимодействуя с копирами 27, фиксируют корпус 16 зажимного элемента 2, а ролик 19, взаимодействуя с копиром 29, поворачивает вокруг оси прижим 17, тем самым открывая доступ изделию 5 в зажимной элемент 2. Дальнейшим ходом толкателя 10 изделие, скользя по охватам 31 или 32, досылается до своего окончательного положения, после чего ролик 19 срывается с копира 29 и прижим 17 зажимает изделие 5 в зажимном элементе 2. При дальнейшем повороте происходит рас- фиксация зажимного элемента 2, т.е. отходят фиксаторы 25 и 26, и изделие с зажимным элементом выходит из ротора на трассу конвейера 1 в горизонтальном положении.
Зажимной элемент 2 движется с цепью 39, ролик 20 катится между горизонтальными направляющими 22. При
0
5
0
5
0
5
0
лишков припоя. После лужения зажимной элемент 2 снова подходит к копиру 23, с помощью которого поворачивается в обратную сторону на 180°, изделие 5 снова принимает вертикальное положение, но уже нелуженным концом вниз, и повторно проходит ванны, смещенные от оси конвейера на величину, равную радиусу поворота корпуса 16. Происходит лужение второго конца изделия 5. При дальнейшем движении зажимной элемент с изделием еще раз встречает копир 23, изделие занимает горизонтальное положение и подходит к ротору 4 разгрузки. Ротор 4 имеет конструкцию, аналогичную средней части ротора 3 загрузки, т.е. содержит звездочку 7, диски 24, фиксаторы 25 и 26 и копиры 27. В необходимом месте ролик- 19 от воздействия на него копира открытия, аналогичного копиру 29, и прижим 17, открываясь, дают возможность обработанному изделию 5 выпасть в тару.
Описанное относится к работе линии по лужению какой-либо одной из двух типоразмеров изделий 5, например, узкой, загружаемой в магазин 12. В это время магазин 11 должен быть пустым, и левая часть ротора работает вхолостую. При необходимости перейти на обработку широкого изделия магазин 12 должен быть опустошен, а загружается магазин 11. На пульте управления нажимается кнопка Широкая, при этом с помощью пневмоавтоматики пневмоци- линдр 34 совершает ход Вперед и копиром 33 отводит подвижный охват 32 в направлении от центра ротора, тем самым освобождая путь для вводимых в зажимные элементы широких изделий 5, подаваемых в зону загрузки питателем 8 из магазина 11, так как широкое
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная линия | 1990 |
|
SU1815153A1 |
| Транспортирующее устройство роторно-конвейерной машины | 1982 |
|
SU1074777A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Контрольно-сортировочное устройство | 1980 |
|
SU937055A1 |
| Роторно-конвейерная машина | 1987 |
|
SU1532300A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Станок для поперечной распиловки заготовок | 1987 |
|
SU1537533A1 |
| Роторно-конвейерная машина | 1990 |
|
SU1756237A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1131503A1 |
Изобретение относится к подъемно-транспортному машиностроению и может быть использовано в различных отраслях промышленности. Цель - упрощение конструкции. Линия включает роторы загрузки и разгрузки со звездочками 7, охватываемыми цепным конвейером, размещенным в направляющих, и копиры. Ротор загрузки выполнен в виде двух барабанов (Б) 8 с пазами для изделий. Звездочка 7 имеет диски 24 и фиксаторы 25. Цепной конвейер выполнен с носителями изделий в виде зажимных элементов (Э) 2 и имеет каретки с роликами. Один из роликов каждой каретки установлен с возможностью взаимодействия с направляющими, а другой - с копирами. Корпус Э 2 присоединен к каретке посредством шарнира и имеет пазы для изделий. Цепной конвейер вращает звездочку 7 и Б 8. При этом Б 8 своими пазами захватывают изделия, которые подводятся к Э 2 и зажимаются ими. Далее фиксатор 25 освобождает изделие и оно с Э 2 выходит из ротора загрузки на трассу цепного конвейера в горизонтальном положении. При движении конец изделия проходит обработку. Далее Э 2 подходит к копиру, посредством которого изделие поворачивается на 180°. Проходит обработку другой конец изделия. При дальнейшем движении Э 2 встречает копир и изделие занимает горизонтальное положение. В роторе разгрузки ролик каретки под воздействием копира открывает Э 2, и изделие выпадает в тару. 2 з.п.ф-лы, 8 ил.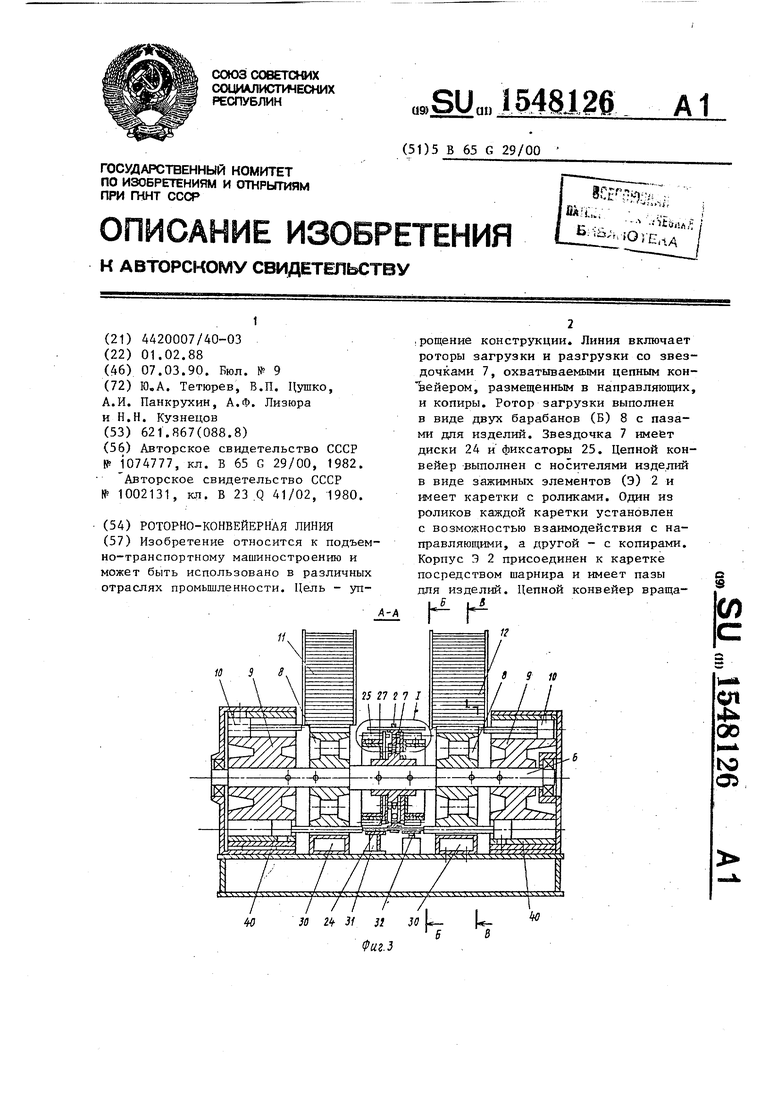
контакте ролика 20 с винтовой поверх- 45 изделие находится дальше от центра
ностью копира 23 корпус 16 клонится в сторону и поворачивается на 90, ролик 20 попадает между вертикальными направляющими 22, т.е. при дальнейшем движении изделие 5 движется 50 уже вертикально. Изделие 5 входит между соплами облива флюсом ванны 35, а затем попадает в щель 36 нагревательной установки, пройдя которую ко- . нец изделия нагревается до 70-90°С. За- 55 тем изделие 5 попадает в зону облива расплавленным припоем из сопел ванны 37 лужения, в которой после облива подвергается обдуву воздухом до сброса изротора, чем узкое. При этом правая часть ротора ввиду отсутствия изделий 5 в магазине- 12 работает вхолостую. Таким образом, ротор может без переналадки работать или с одним изделием, или с другим, загружая их в одни и те же зажимные элементы 2, обеспечивая этим полную загрузку конвейера.
Формула изобретения
ijL A AAAAAAAAAAAAAAA A /J
Фиг.1
установленные с возможностью взаимодействия с зажимными элементами, а цепь конвейера-каретки - с роликами, при этом один из роликов каждой каретки установлен с возможностью взаимодействия с направляющими, а второй - с копирами.
J827
г
ФШ5
1 глф
irr
ll
6i
VQng 81
ц 82 St U
Фиг. 8
| Транспортирующее устройство роторно-конвейерной машины | 1982 |
|
SU1074777A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Роторно-конвейерная машина | 1980 |
|
SU1002131A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
