Изобретение относится к деревообработке, а именно к устройствам для обрезки в размер по длине деревянных заготовок, и может быть использовано для торцовки паркетных заготовок в производстве паркетных изделий.
Целью изобретения является повышение безопасности работы и увеличение производительности станка.
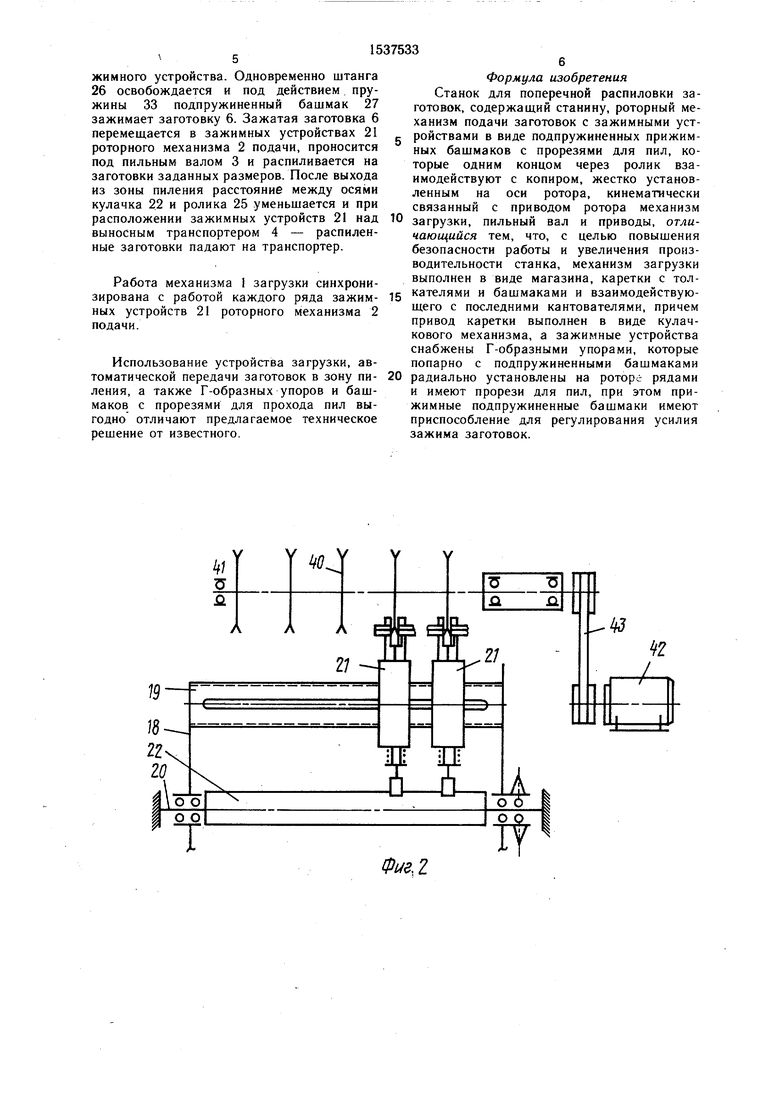
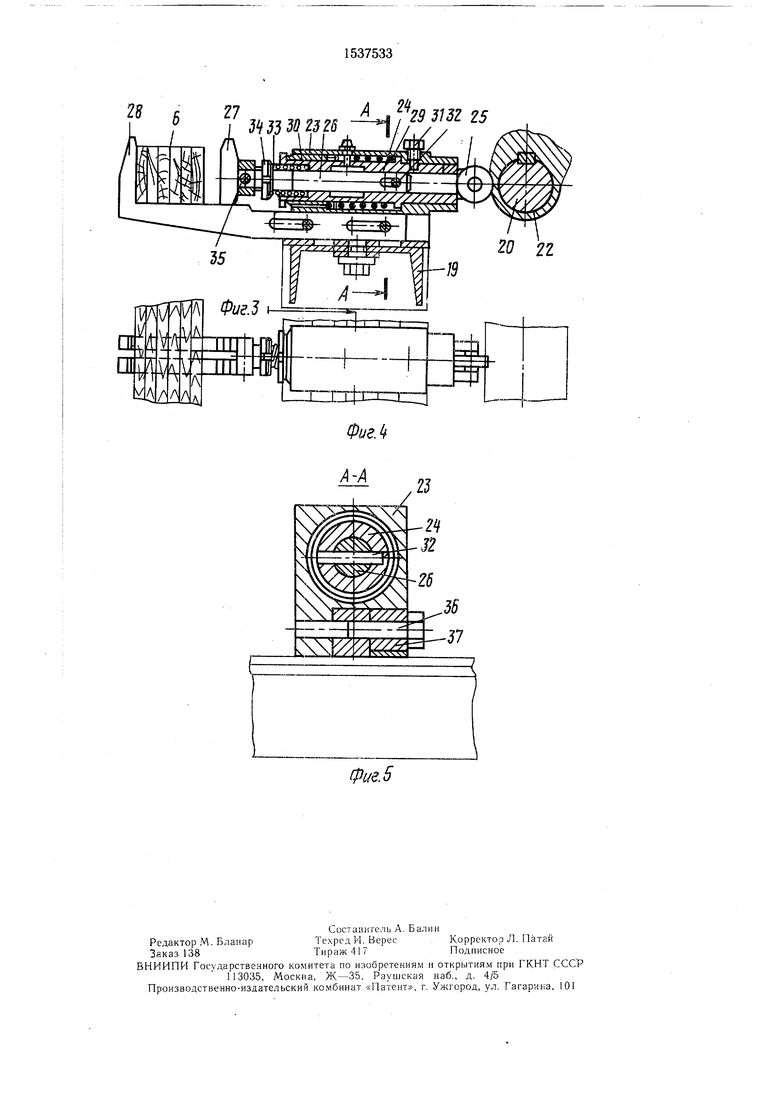
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - механизм подачи заготовок вал, вид спереди; на фиг. 3 - зажимное устройство, разрез; на фиг. 4 - то же, вид сверху; на фиг. 5 - разрез А-А на фиг. 3.В проточке корпуса 23 установлен Г-обСтанок состоит из механизма 1 загрузки, 1Б разный упор 28, также с прорезью для роторного механизма 2 подачи заготовок, пилы, имеющий пазы для регулирования рас- пильного вала 3 и выносного транс- стояния до торца башмака 27. Крепление портера 4.Г-образного упора 28 к корпусу 23 обесМеханизм 1 загрузки содержит мага- печивается болтом 36, усилие которого на зин 5, в который производится укладка 2о -образный упор 28 передается через заготовок 6, толкатели 7 и кантователь 8. втулку 37.
Штанга 26 имеет паз, сквозь который проходит штифт 32, запрессованный в стакан 24. Этот штифт фиксирует штангу 26 от проворачивания относительно стакана 24 и является ограничителем хода штанги 26 5 в продольном направлении. Взаимное расположение штанги 26 и стакана 24 обеспечивается пружиной 33, усилие сжатия которой регулируется гайкой 34. Это позволяет подпружиненным башмакам изменять роторный IQ усилие зажима заготовок. Башмак 27 и пильный закреплен на штанге 26 с помощью штифта 35. В торце башмака имеется прорезь для пилы.
Крепление зажимных устройств 21 обеспечивает их перемещение вдоль оси 20 роторного механизма 2 подачи.
Толкатели 7 установлены на каретке 9, на которой закреплены два башмака 10 и два упора 11. Возвратно-поступательное движение толкателей 7 с кареткой 9 осуществляется с помощью привода в виде кулачкового механизма 12. Кантователь 8 выполнен в виде двух вилок 13, установленных шарнирно на оси 14 и двух поворотных рычагов 15 с роликовыми упорами 16.
Поворот вилок 13 кантователя 8 осуществляется башмаками 10, движущимися с толкателями 7, которые взаимодействуют с роликовыми упорами 16 рычагов 15, жестко посаженных на ось 14. При возвращении толкателя 7 назад, кантователь 8
Крепление зажимных устройств 21 обеспечивает их перемещение вдоль оси 20 роторного механизма 2 подачи.
Вращение роторного механизма 2 по25 дачи и механизма 1 загрузки кинематически увязано и осуществляется от привода 38 с помощью цепной передачи 39. Пильный вал 3, с установленными на нем пилами 40, вращается в подшипниковых опорах. Подшипниковая опора 41 выполнена
30 съемной. Вращение пильного вала 3 производится от электродвигателя 42 через ременную передачу 43. Выносной транспортер 4 расположен под роторным механизмом 2 подачи и служит для транспортирования распиленных заготовок на посвозвращается в исходное положение с по- ледующие операции. Привод транспортера
мощью пружины 17 растяжения. Вилки 13 осуществляется ог привода 38 через цепную
крепятся на оси 14 с возможностью про- передачу 39.
дольного перемещения..Станок работает следующим образом.
Роторный механизм 2 подачи включаетПодлежащие торцовке заготовки 6 закларотор 18 с балками 19, вращающийся 40 дываются в магазин 5. При включении
привода 38 начинают вращаться кулачковый механизм 12, роторный механизм 2 подачи и выносной транспортер 4. При вращении кулачкового механизма его рычаги воздействуют на упоры 11 каретки 9 и
на подшипниковых опорах вокруг неподвижной оси 20, зажимные устройства 21, закрепленные с помощью болтов на балках 19 и взаимодействующие одним своим концом с копиром в виде кулачка 22, насаженного на ось 20 ротора. Зажимное 45 перемещают ее вперед. При этом толка- устройство 21 состоит из корпуса 23, тел и 7 выталкивают из магазина 5 заго- внутри которого установлен стакан 24 с ро- товку 6 в вилки 13 кантователя 8. При ликом 25, штанги 26 с подпружиненным дальнейшем продвижении каретки 9 вперед башмаком 27 и Г-образным упором 28. башмаки 10 нажимают ка роликовые упо- Подпружиненный башмак 27 и Г-образный во Ры 16. поворачивая рычаги 15 с вилка- упор 28 каждого зажимного устройства 10 л п
установлены напротив друг друга в радиальном направлении ротора 18 и образуют ряды (фиг. 1 и 3).
В исходном положении стакан 24 удерживается пружиной 29. Усилие пружины 55
регулируется гайкой 30. С целью удержания стакана 24 от проворачивания при продольном перемещении последний фиксируется винтом 31, входящим в паз стакана.
ми 13 вокруг оси 14 В конце хода каретки 9 вилки 13 с пакетом заготовок 6 останавливаются в зоне зажимных устройств 21 роторного механизма 2 подачи, вращающегося от привода 38.
Зажимные устройства 21 снимают заготовку 6 с вилок 13. Вращаясь вокруг кулачка 22, закрепленного на оси 20, ролик 25 стакана 24, обкатываясь по кулачку, перемещает стакан 24 вдоль оси запечивается болтом 36, усилие которого на -образный упор 28 передается через втулку 37.
Крепление зажимных устройств 21 обеспечивает их перемещение вдоль оси 20 роторного механизма 2 подачи.
Вращение роторного механизма 2 подачи и механизма 1 загрузки кинематически увязано и осуществляется от привода 38 с помощью цепной передачи 39. Пильный вал 3, с установленными на нем пилами 40, вращается в подшипниковых опорах. Подшипниковая опора 41 выполнена
съемной. Вращение пильного вала 3 производится от электродвигателя 42 через ременную передачу 43. Выносной транспортер 4 расположен под роторным механизмом 2 подачи и служит для транспортирования распиленных заготовок на последующие операции. Привод транспортера
перемещают ее вперед. При этом толка- тел и 7 выталкивают из магазина 5 заго- товку 6 в вилки 13 кантователя 8. При дальнейшем продвижении каретки 9 вперед башмаки 10 нажимают ка роликовые упо- Ры 16. поворачивая рычаги 15 с вилка- 10 л п
ми 13 вокруг оси 14 В конце хода каретки 9 вилки 13 с пакетом заготовок 6 останавливаются в зоне зажимных устройств 21 роторного механизма 2 подачи, вращающегося от привода 38.
Зажимные устройства 21 снимают заготовку 6 с вилок 13. Вращаясь вокруг кулачка 22, закрепленного на оси 20, ролик 25 стакана 24, обкатываясь по кулачку, перемещает стакан 24 вдоль оси зажимного устройства. Одновременно штанга 26 освобождается и под действием пружины 33 подпружиненный башмак 27 зажимает заготовку 6. Зажатая заготовка б перемещается в зажимных устройствах 21 роторного механизма 2 подачи, проносится под пильным валом 3 и распиливается на заготовки заданных размеров. После выхода из зоны пиления расстояние между осями кулачка 22 и ролика 25 уменьшается и при
Формула изобретения Станок для поперечной распиловки заготовок, содержащий станину, роторный механизм подачи заготовок с зажимными уст- g ройствами в виде подпружиненных прижимных башмаков с прорезями для пил, которые одним концом через ролик взаимодействуют с копиром, жестко установленным на оси ротора, кинематически связанный с приводом ротора механизм
расположении зажимных устройств 21 над 10 загрузки, пильный вал и приводы, отли- выносным транспортером 4 - распилен- чающийся тем, что, с целью повышения ные заготовки падают на транспортер.безопасности работы и увеличения производительности станка, механизм загрузки
Работа механизма I загрузки синхрони- выполнен в виде магазина, каретки с тол- зирована с работой каждого ряда зажим- 15 отелями и башмаками и взаимодеиствую- ных устройств 21 роторного механизма 2 щего с последними кантователями, причем
привод каретки выполнен в виде кулачкового механизма, а зажимные устройства снабжены Г-образными упорами, которые попарно с подпружиненными башмаками
тематической передачи заготовок в зону пи- 20 радиально установлены на роторе рядами ления, а также Г-образных упоров и баш- и имеют прорези для пил, при этом прижимные подпружиненные башмаки имеют приспособление для регулирования усилия зажима заготовок.
подачи.
Использование устройства загрузки, авмаков с прорезями для прохода пил выгодно отличают предлагаемое техническое решение от известного.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для механической обработки деревянных брусковых заготовок | 1972 |
|
SU443760A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ РЕССОР | 2001 |
|
RU2202430C2 |
| Автоматический центр распила | 2017 |
|
RU2668314C1 |
| Полуавтоматическая линия для сборки реечных щитов | 1976 |
|
SU648412A1 |
| Автоматизированный стан холодной прокатки конических труб для велосипедных вилок | 1961 |
|
SU144134A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
Изобретение относится к деревообработке и может быть использовано в производстве паркетных изделий. Цель изобретения - повышение безопасности работы и увеличение производительности станка. Станок для поперечной распиловки заготовок включает механизм загрузки 1, роторный механизм подачи заготовок 2, пильный вал 3 и выносной транспортер 4. Механизм загрузки 1 содержит магазин 5, в который укладываются заготовки 6, и толкатели 7 и кантователь 8. Толкатели 7 установлены на каретке 9, на которой закреплены два башмака 10 и два упора 11. Привод каретки выполнен в виде кулачкового механизма 12. Кантователь выполнен в виде двух вилок 13, шарнирно установленных на оси 14 и двух поворотных рычагов 15 с роликовыми упорами 16. Роторный механизм подачи включает ротор 18, вращающийся вокруг оси 20, в котором рядами, радиально установлены зажимные устройства 21. Последние выполнены в виде подпружиненных башмаков и Г-образных упоров. При вращении кулачкового механизма 12, роторного механизма подачи 2 и выносного транспортера 4, каретка 9 совершает возвратно-поступательные движения и толкатели 7 выталкивают из магазина 5 заготовки 6 в вилки 13 кантователя 8. При подходе очередного ряда зажимных устройств 21 кантователи 8 загружают в них ряд заготовок, которые переносятся к пильному валу 3 и далее - к выносному транспортеру, куда сбрасываются готовые де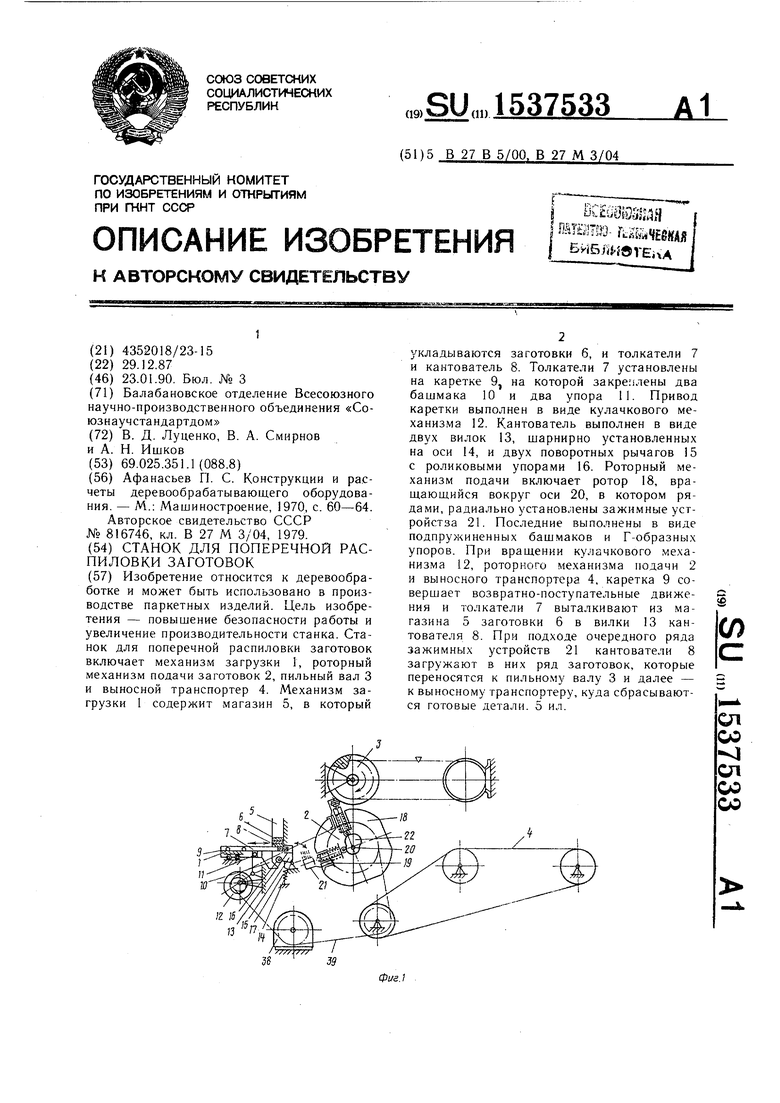
v
19
W
Т
К
Фиг,1
| Афанасьев П | |||
| С | |||
| Конструкции и расчеты деревообрабатывающего оборудования | |||
| - М.: Машиностроение, 1970, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Полуавтомат для получения планок | 1979 |
|
SU816746A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
