1
Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления из трубных заготовок полых деталей с ответвлениями, например тройников.
Известны устройства для изготовления подобных деталей, содержащие станину, на которой установлены гидравлические цилиндры осевого сжатия со штоками, снабженными пуансонами, мультипликатор, стол с установленной на нем нижней полуматрицей и траверсу, на которой крепится верхняя полуматрица.
Однако известные устройства имеют большие габариты из-за расположения мультипликатора внутри одного из осевых сжимаюш;их плунжеров, а также большую длительность цикла из-за наличия паузы между моментами соприкосновения пуансонов осевого сжатия с торцами заготовки и началом формовки, поскольку необходимо удалять воздух и заполнять полость заготовки жидкостью.
С целью повышения производительности и уменьшения габаритов устройство снабжено подвижной кареткой, жестко соединенной со штоком одного из цилиндров осевого сжатия, и в которой выполнен канал для подачи жидкости в полость заготовки, при этом мультипликатор закреплен на подвижной каретке, а пуансоны снабжены охватывающими их подвижными, относительно пуансонов, втулками.
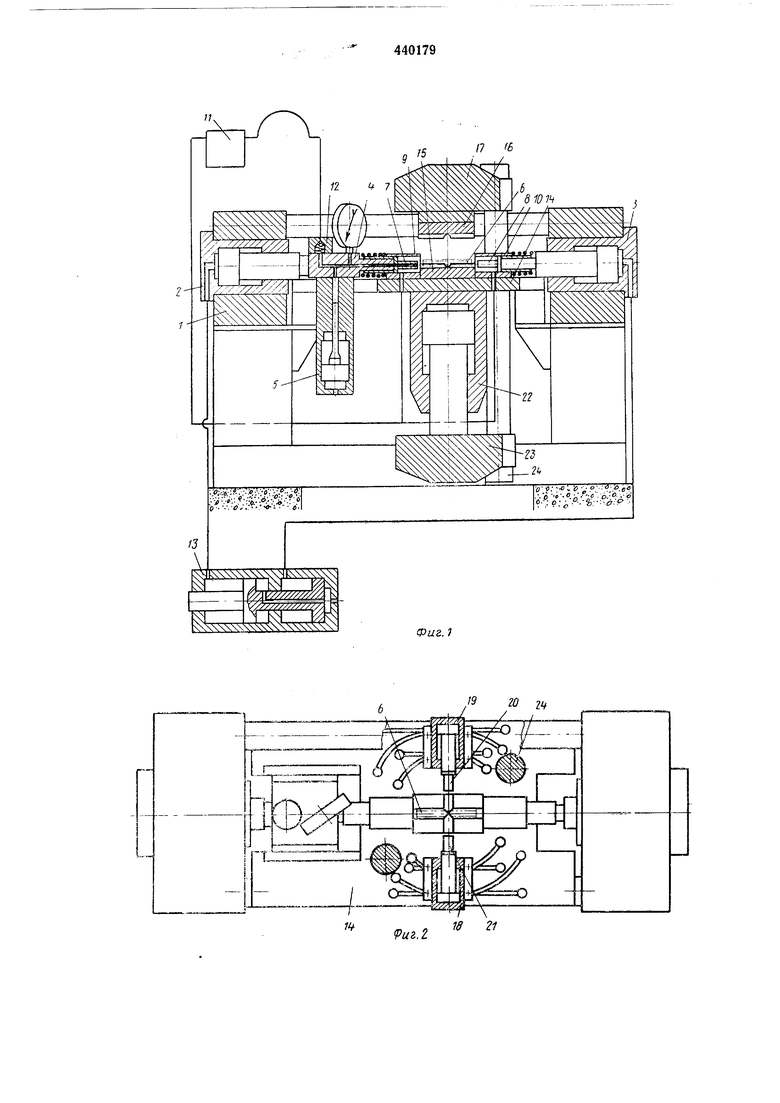
На фиг. 1 показан продольный разрез устройства; на фиг. 2 - вид сверху на установку
со снятой верхней траверсой.
Устройство имеет горизонтальную станину 1, на которой укреплены цилиндры осевого сжатия 2 и 3. К штоку цилиндра 2 жестко прикреплена каретка 4, на которой установлен мультипликатор 5, создающий при формообразовании высокое давление во внутренней полости заготовки 6.
К каретке 4 и штоку цилиндра 3 прикреплены пуансоны осевого сжатия 7 и 8, снабженные подвижными ограничивающими втулками 9 и 10, которые позволяют подавать жидкость во внутреннюю полость заготовки до соприкосновения с ее торцами пуансонов осевого сжатия. Жидкость подается автономной гидросистемой 11 через обратный клапан 12, установленный на каретке 4, по каналу каретки и пуа«сона 7. Синхронизация перемещения пуансонов осевого сжатия обеспеЧ|Ивается гидравлическим синхронизатором 13.
Устройство снабжено столом 14, на котором установлена нижняя полуматрица 15. Верхняя полуматрица 16 закреплена на подвижной траверсе 17. На столе устройства в специальных пазах установлены цилиндры 18 и
19, к штокам которых крепятся пуансон подпора 20 и 21. Количество и расположение подпорных цилиндров определяется конфигурацией формуемой детали. Перемещается и удерживается в сомкнутом положении верхняя полуматрица 16 цилиндром зажима 22, корпус которого прикреплен к столу устройства, а шток несет траверсу 23 через колонну 24, соединенную с верхней траверсой 17.
Устройство работает следующим образом.
Трубная заготовка 6 укладывается в нижнюю полуматрицу 15. Верхняя полуматрица 16 опускается до соприкосновения с нижней и зажимается усилием цилиндра 22. Одновременно срабатывают цилиндры подпора 18 и 19, подводя пуансоны подпора 20 и 21 в рабочее положение - до упора их бурта в полуматрицы.
Пуансоны осевого сжатия 7 и 8 движутся навстречу один другому синхронно, и одновременно с началом движения пуансонов включается подача жидкости через левый пуансон 7 в полость трубчатой заготовки. Подвижные ограничивающие втулки 9 и 10, упираясь в торцы полуматриц, образуют замкнутый объем, который обеспечивает заполнение внутренней полости заготовки и удаление воздуха через зазор до соприкосновения торцов пуансонов с торцами заготовки. Излишек жидкости вытекает через специальные отверстия и по трубопроводу самотеком возвращается в бак гидросистемы 11. В положении, когда зазор между торцами пуансонов 7 и 8 и заготовки становится равным 3- 5 мм, включается мультипликатор 6, жидкость из которого также начинает поступать в полость заготовки. После соприкосновения торцов пуансонов с торцами заготовки 6 происходит герметизация заготовки и подъем давления жидкости в ее полости до заданной величины. Гидросистема заполнения 11 автоматически отключается обратным клапаном 12. В это же время скорость движения пуансонов 7 и 8 замедляется для предотвращения возможности потери устойчивости заготовкой до получения в ее полости необходимого рабочего давления. При дальнейшем сближении пуансонов осевого сжатия происходит осадка трубчатой заготовки по длине и вытеснение металлов в отводы.
Пуансоны подпора 20 и 21 под действием
образующихся отводов отходят назад, а
мультипликатор 5 поддерживает постоянное
заданное давление в полости заготовки.
При прохождении пуансонами осевого
сжатия 7 и 8 заданного пути происходит их остановка, одновременно останавливаются и пуансоны подпора 20 и 21, а поршень мультипликатора 5 возвращается в исходное нижнее положение. Давление в полости заготовки снижается. При достижении поршнем мультипликатора нижнего положения происходит отвод пуансонов осевого сжатия в исходное положение и подъем верхней полуматрицы 16 одновременно с отводами пуансонов подпора 20 и 21. По достижении верхней полуматрицей исходного положения заканчивается рабочий цикл.
Предмет изобретения
Устройство для формообразования деталей из трубных заготовок, содержащее станину,
на которой установлены гидравлические цилиндры осевого сжатия заготовки со штоками, снабженными пуансонами, мультипликатор, стол с расположенной на нем нижней полуматрицей и траверсу с закрепленной на
ней верхней полуматрицей, отличающеес я тем, что, с целью повышения производительности и уменьшения габаритов устройства, оно снабжено подвижной кареткой, жестко соединенной со штоком одного из цилиндров осевого сжатия, и в которой выполнен канал для подачи жидкости в полость заготовки, при этом мультипликатор закреплен на подвижной каретке, а пуансоны снабжены охватывающими их подвижными, относительно пуансонов, втулками.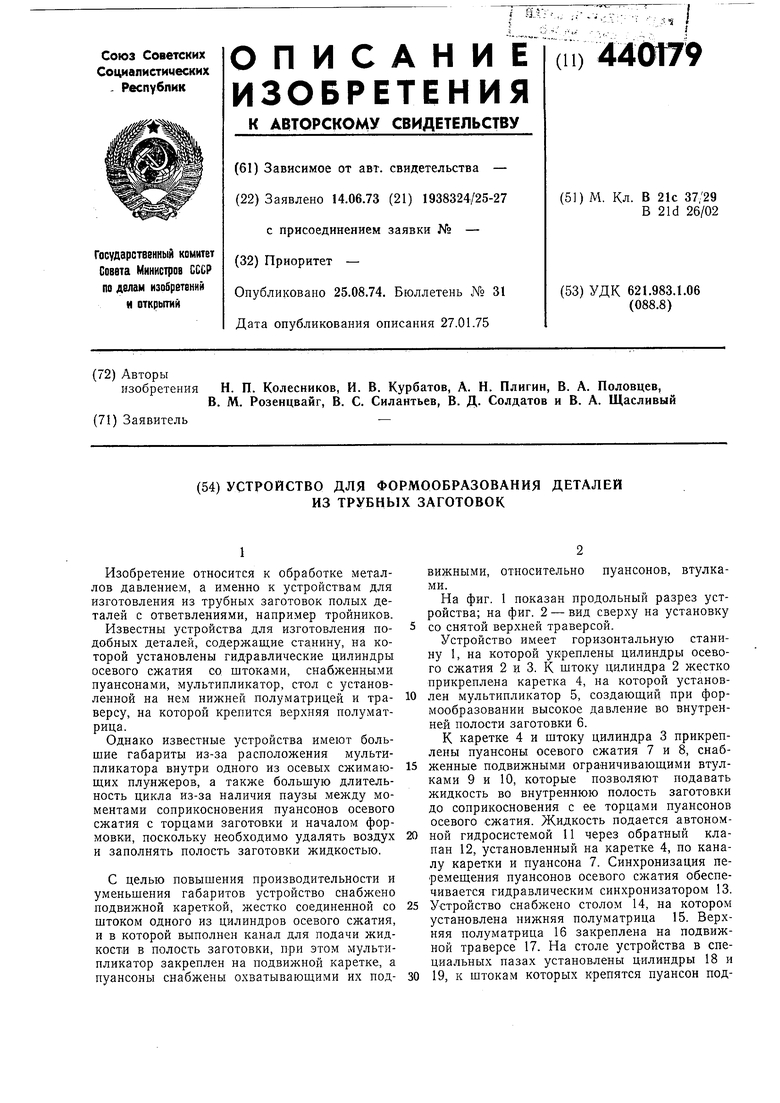
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2149723C1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2015 |
|
RU2598430C2 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2014 |
|
RU2562570C1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU763016A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU659224A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| Устройство для гидравлическойшТАМпОВКи пОлыХ дЕТАлЕй C ОТВОдАМииз ТРубНыХ зАгОТОВОК | 1979 |
|
SU837443A2 |
| Устройство для штамповки полых деталей с отводами | 1976 |
|
SU626856A1 |
| ВСЕСОЮЗНАЯг!<1Т;7кт?'г | 1973 |
|
SU377182A1 |