1
Известно устройство для подачи и стыковки цилиндрических изделий, содержащее попарно установленные приводные прижимные ролики, кинематически связанные с приводом прижима. Однако оно обеспечивает возможность регулирования величины зазора между Торцами стыкуемых цилиндрических изделий, а это исключает возможность его использования, например для электронно-лучевой стыковой сварки труб в вакууме без разделки кромок или для контактно-стыковой сварки.
Предлагаемое устройство отличается тем, что ириводиые прижимные ролики различных пар выполпены с разными наружными диаметрами и размещены на осях на концах поворотных рычагов, оси приводных прижимных роликов меньшего диаметра снабжены наружными втулками, а сами ролики установлены на этих втулках с возможностью регулируемого поворота и соединены с ними нрул инами кручения с переменным усилием нодачн, а втулка одного из роликов каждой пары приводных прижимных роликов меньшего диаметра связана с приводом нрижима через ось и поворотный рычаг, соединенный с подпружиненным ползуном, установленны.м на жесткой тяте с возможностью регулируемого возвратнопоступательного перемещения, причем жесткая тяга шарнирно связана с приводом прижима и с новоротным рычагом одного из роликов Каждой пары приводных прижимных роликов большего диаметра. Кроме того, кинематически связанные между собой через жесткую тягу поворотные рычаги выполнены двуплечими, причем на одном плече каждого поворотного рычага размещен на оси приводной прижимной ролик, а другое нлечо niapнирно связано с лсесткой тягой.
Особенностью описываемого изобретения является также и то, что жесткая тяга снабжена упором для ограничения хода подпружиненного ползуна.
Наружная втулка оси приводного нрижимного ролика меньшего диаметра снабжена упором, размещенным на ее внешней поверхности, а сам ролик снабжен переставным вкладышем, размещенным на его внутренней поверхности, обращенной к втулке.
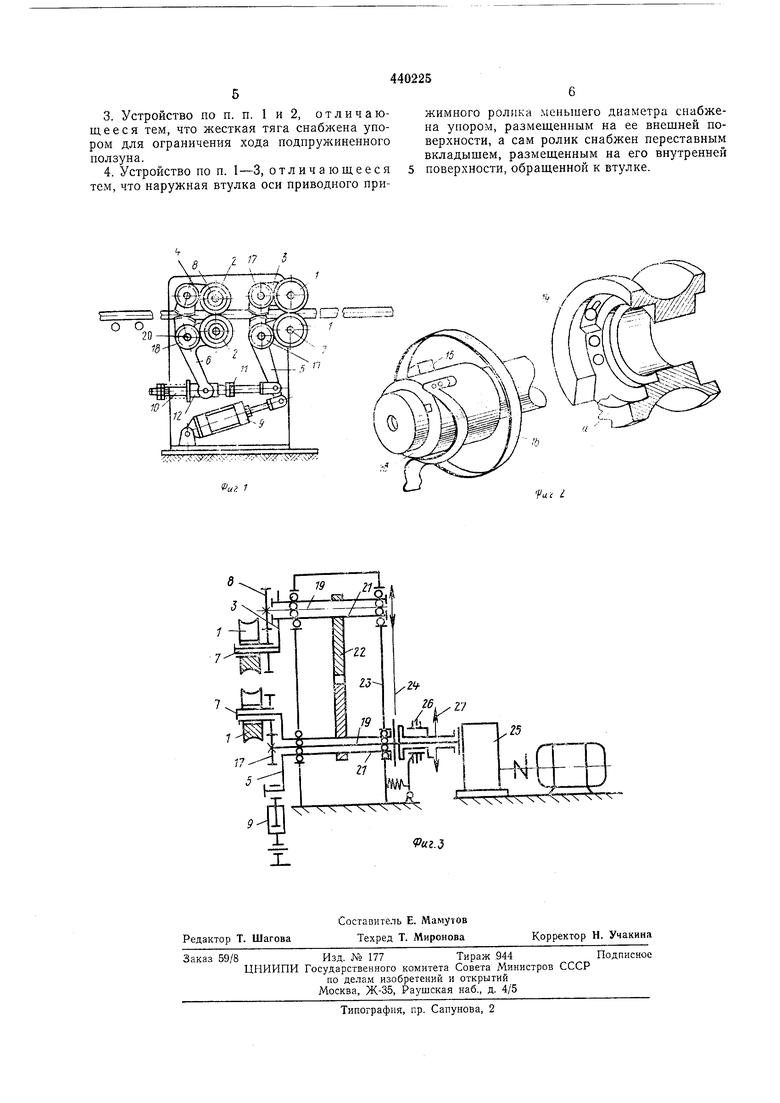
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - приводной нрижимной ролик меньшего диаметра; на фиг. 3 - кинематическая схема устройства.
Устройство содержит приводные прижимные ролики 1 большего диаметра, приводные прижимные ролики 2 меньшего диаметра, одноплечий поворотный рычаг 3, одноплечий поворотный рычаг 4, двуплечий поворотный рычаг 5, двуплечий поворотный рычаг 6, ось 7, ось 8, механизм 9 прижима, жесткую тягу 10, упор 11, подпружиненный ползун 12, наружную втулку 13 оси, переставной вкладыш 14 ролика меньшего диаметра, упор 15, пружину 16 кручения с переменным усилием подачи, паз а, шестерни 17 и 18, валы 19 и 20, полый вал 21, зубчатый сектор 22, корпус 23 редуктора, цепную передачу 24, двигатель 25 с редуктором, электромагнитную фрикционную муфту 26 и цепную передачу 27.
Устройство содержит по одной паре приводных прижимных роликов 1 большего диаметра и меньшего диаметра 2. Верхние ролики этих пар установлены на осях на одноплечих поворотных рычагах 3 и 4, соответственно, а каждый из нижних роликов этих пар установлен на одном плече соответствующего двуплечего поворотного рычага 5 и 6 на осях 7 и 8. Свободные от роликов плечи двуплечих поворотных рычагов 5 и 6 шарнирно связаны с механизмом 9 прижима, причем эта связь свободного плеча рычага ролика меньшего диаметра осуш,ествляется через жесткую тягу 10 и установленный на ней с регулируемым зазором относительно упора 11 подпружиненный ползун 12. Ролик 2 и втулка 13 соединены пружиной 16 кручения с переменным усилием подачи, свободный конец которой закреплен в пазу а ролика. Привод роликов 1 и 2 осуш.ествляется через шестерни 17 и 18, валы 19 и 20, смонтированные в полых валах 21, кинематически связанных между собой зубчатыми секторами 22 и установленных в корпусе 23 и через цепные передачи 24 и 27 от двигателя 25 с редуктором. Кроме того, привод роликов 1 большего диаметра осуществляется также через фрикционную электромагнитную муфту 26.
Цилиндрические изделия, предназначенные для сварки, передвигаясь по рольгангу (па фиг. не показан), поступают в зону подаюш,его устройства. Включением механизма 9 прижима осуш;ествляют поворот двуплечих рычагов 5 и 6, при этом верхние и нижние ролики 1 и 2 обеих пар через зубчатые сектора 22 зажимают цилиндрические изделия. Затем включают двигатель 25, однако муфту 26 оставляют выключенной. При этом подача цилиндрических изделий осуществляется только через валы 20, шестерни 18 и цепную передачу 27.
Перемещаемое цилиндрическое изделие продвигается до упора, затем подают второе цилиндрическое изделие. Они воздействуют на конечный выключатель (на чертеже не показан), установленный на некотором расстоянии от зоны стыковки, при этом от второго импульса конечного выключателя выключается муфта 26 и соединяет ролики 1 большего диаметра с приводом (через валы 19, шестерни 17 и цепную передачу 24). За счет большего диаметра роликов 1 происходит некоторое увеличение линейной скорости изделия, а это вызывает закручивание пружины 16 на величину зазора между упором 15 втулки 13 и переставным вкладышем 14 ролика 2 меньшего диаметра, после выбора этого зазора фрикционная муфта 26 обеспечивает проскальзывание роликов 2. Затем механизм 9 прижима отводит поворотный двуплечий рычаг 5 (через зубчатые секторы 21) и осуществляет отвод роликов от пилиндрического изделия. Рычаг 6 при этом отводится с запаздыванием, так как между подпружиненным ползуном 12 и упором 11 существует зазор, поэтому после обратного поворота рычага 5 сжатия пружина 16 успевает поворачивать еще прижатые к изделию ролики 2 меньшего диаметра в обратную сторону, обеспечивая отвод второго цилиндрического изделия от первого на заданное расстояние.
Таким образом обеспечивается установка заданного зазора между торцами цилиндрических изделий. При контактно-стыковой сварке этот зазор является исходным, а при электронно-лучевой стыковой сварке, например, труб он может быть использован для откачки внутренних полостей изделий.
Предмет изобретения
1. Устройство для подачи и стыковки цилиндрических изделий, содержащее попарно установленные приводные прижимные ролики, кинематически связанные с приводом прижима, отличающееся тем, что, с целью обеспечения возможности регулирования величины зазора между торцами стыкуемых цилиндрических изделий, приводные прижимные ролики различных пар выполнены с разными наружными диаметрами и размещены на осях на концах поворотных рычагов, оси приводных прижимных роликов меньшего диаметра снабжены наружными втулками, а сами ролики установлены на этих втулках с возможностью регулируемого поворота и соединены с ними пружинами кручения с переменным усилием подачи, а втулка одного из роликов каждой пары приводных- прижимных роликов меньшего диаметра связана с приводом прижима через ось и поворотный рычаг, соединенный с подпружиненным ползуном, установленным на жесткой тяге с возможностью регулируемого возвратно-поступательного перемещения, причем жесткая тяга шарнирно связана с приводом прижима через ось и поворотный рычаг, соединенный с подпружиненным ползуном, установленным на жесткой тяге с возможностью регулируемого возвратно-поступательного перемещения, причем жесткая тяга шарнирно связана с приводом прижима и с поворотным рычагом одного из роликов каждой пары приводных прижимных роликов большого диаметра.
2. Устройство по п. 1, отличающееся тем, что кинематически связанные между собой через жесткую тягу поворотные рычаги выполнены двуплечими, причем на одном плече каждого новоротного рычага установлен на оси приводной прижимной ролик, а другое плечо шарнирно связано с жесткой тягой. 3.Устройство по п. п. 1 и 2, отличающееся тем, что жесткая тяга снабжена упором для ограничения хода подпружиненного ползуна. 4.Устройство по п. 1-3, отличающееся тем, что наружная втулка оси приводного прижимного ролика .меньшего диаметра снабжена упором, размещенным на ее внешней поверхности, а сам ролик снабжен переставным вкладыщем, размещенным на его внутренней поверхности, обращенной к втулке, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцевой кантователь | 1985 |
|
SU1269958A1 |
| КОЛЕСНЫЙ РОЛЬГАНГ | 1997 |
|
RU2155111C2 |
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| Прядильная машина для бескольцевого прядения | 1985 |
|
SU1584753A3 |
| Устройство для изготовления колец из тесьмы на швейной машине | 1982 |
|
SU1121334A1 |
| Устройство для обработки концов ленточных проводов | 1990 |
|
SU1791886A1 |
| Агрегат для резки рулонного материала | 1987 |
|
SU1466116A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Кулачково-рычажный механизм подачи устройства для обработки деревянных заготовок | 1983 |
|
SU1167005A1 |