1
Известны станки для гибки труб с местным нагревом деформируемого сечения, содержащие станину с расположенными на ней направляющими роликами и гибочной головкой, снабженной радиусным удлинителем с захватом крепления трубы и неподвижным отклоняющим роликом, смонтированным на кронщтейне.
Для обеспечения гибки труб разных диаметров с переменной кривизной без смены радиусного удлинителя в предлагаемом станке кронштейн с отклоняющим роликом и удлинитель сдвоены и расположены параллельно и симметрично плоскости гибки на расстоянии между собой, не меньшем диаметра трубы, при этом захват крепления трубы в удлинителе и кронштейн с отклоняющим роликом снабжены механизмами для их поперечного перемещения при настройке, также расположенными на станине.
Для получения изделий с углом, большим Рмакс, удлинитель снабжен сдвоенной откидной направляющей с регулируемым упором, имеющей кривизну, идентичную кривизне удлинителя, а механизм поперечного перемещения захвата крепления трубы в удлинителе и кронштейн с отклоняющим роликом выполнены в виде винта и гайки.
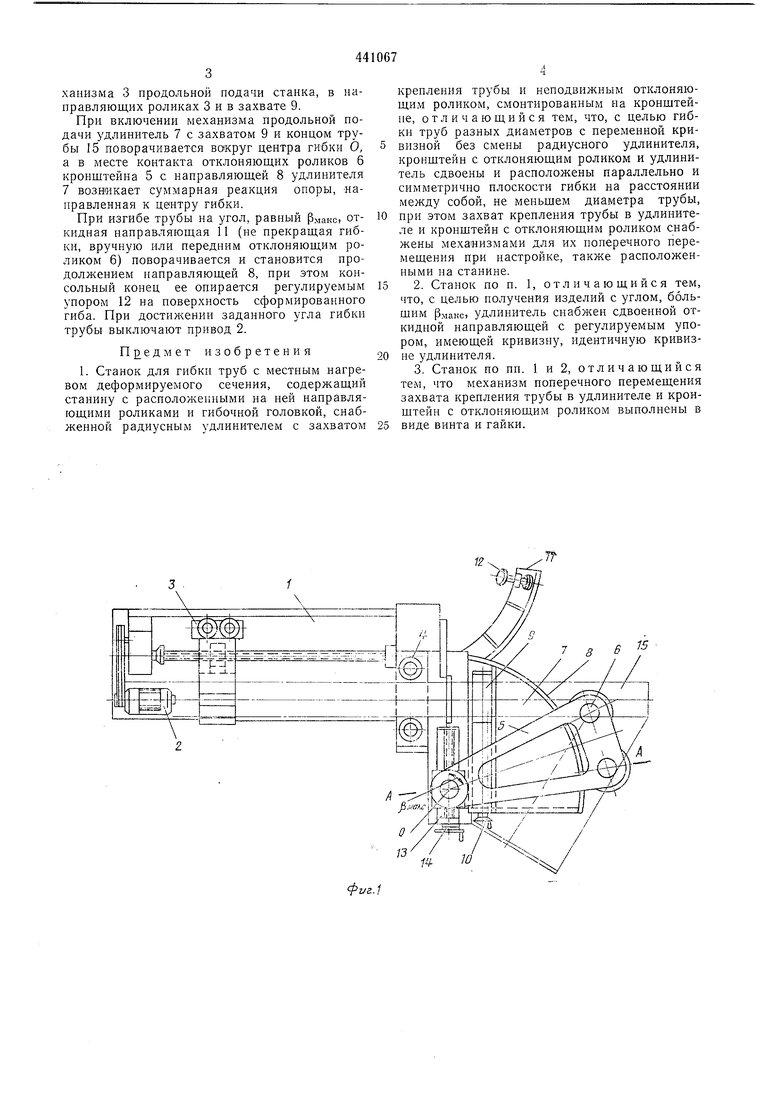
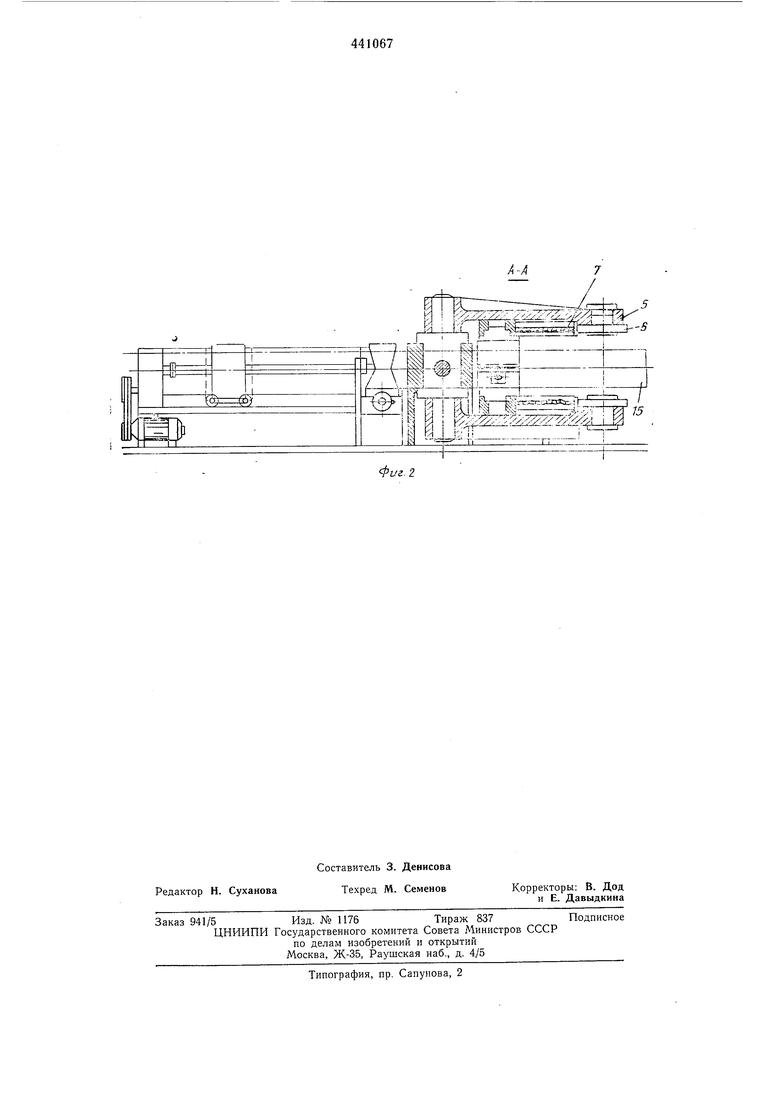
На фиг. 1 изображен предлагаемый станок, вид в плане; на фиг. 2 - разрез по А-А на фиг. 1.
На станине 1 станка смонтированы привод 2 с механизмом 3 продольной подачи, направляющие ролики 4 и гибочная головка.
Гибочная головка состоит из кронштейна
5с отклоняющими роликами 6, свободно установленного удлинителя 7 с радиусной направляющей 8, захватом 9, снабженным настроечным механизмом 10 поперечного перемещения, выполненным в виде винта и гайки, и с
откидной частью радиусной направляющей 11, имеющей регулируемый упор 12.
Кронштейн 5 закреплен в направляющих 13 станины 1 и снабжен настроечным механизмом 14, выполненным также в виде винта и гайки.
Кронштейн 5 с роликами 6 и удлинитель 7 с направляющей 8 сдвоены и расположены параллельно плоскости гибки и один другому на расстоянии, не меньшем диаметра изгибаемой трубы 15. Центры кронштейна 5 и направляющей 8 совмещены с центром гибки О, лриэтом кронштейн 5 установлен под углом гибки Рмакс 60°.
Станок работает следующим образом.
При настройке станка на гибку механизмом 14 устанавливают центр гибки О кронштейна 5 на расстоянии до оси трубы 15, равном заданной величине радиуса гиба. Аналогично механизмом 10 устанавливают захват 9 удлинителя 7. Затем зажимают трубу 15 в каретке механизма 3 продольной подачи станка, в направляющих роликах 3 и в захвате 9.
При включении механизма продольной подачи удлинитель 7 с захватом 9 и концом трубы 15 поворачивается вокруг центра гибки О, а в месте контакта отклоняющих роликов 6 кронштейна 5 с направляющей 8 удлинителя 7 возникает суммарная реакция опоры, «аправленная к центру гибки.
При изгибе трубы на угол, равпый Рмакс, откидная направляющая И (не прекращая гибки, вручную или передним отклоняющим роликом 6) поворачивается и становится продолжением направляющей 8, при этом консольный конец ее опирается регулируемым упором 12 на поверхность сформированного гиба. При достижении заданного угла гибки трубы выключают привод 2.
Предмет изобретения
1. Станок для гибки труб с местным нагревом деформируемого сечения, содерлсащий станину с расположенными иа ней направляющими роликами и гибочной головкой, снабженной радиусным удлинителем с захватом
крепления трубы и неподвижным отклоняющим роликом, смонтированным на кронштейне, отличающийся тем, что, с целью гибки труб разных диаметров с переменной кривизной без смены радиусного удлинителя, кронштейн с отклоняющим роликом и удлинитель сдвоены и расположены параллельно и симметрично плоскости гибки на расстоянии между собой, не меньшем диаметра трубы,
при этом захват крепления трубы в удлинителе и кронштейн с отклоняющим роликом снабжены механизмами для их поперечного перемещения при настройке, также расположенными иа станине.
2. Станок по п. 1, отличающийся тем, что, с целью получения изделий с углом, большим Рмакс, удлинитель снабжен сдвоенной откидной направляющей с регулируемым упором, имеющей кривизну, идентичную кривизне удлинителя.
3. Станок по пп. 1 и 2, отличающийся тем, что механизм поперечного перемещения захвата крепления трубы в удлинителе и кронщтейн с отклоняющим роликом выполнены в
виде винта и гайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок с индукционным нагревом | 1981 |
|
SU984564A1 |
| Станок для гибки труб | 1980 |
|
SU963605A2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Станок для гибки труб | 1983 |
|
SU1171144A1 |
| СПОСОБ ГИБКИ ТРУБ | 1968 |
|
SU220012A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГИБКИ ЭЛЕМЕНТОВЗМЕЕВИКОВ | 1971 |
|
SU295590A1 |
| Станок для гибки изделий | 1990 |
|
SU1706744A2 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
П Ц ЬС , iSlitq § 1 1x41 1 -- I
