(54) УСТРОЙСТВО ДЛЯ РОТАЦИОННОТЮ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационной обработки тонкостенных цилиндрических деталей | 1978 |
|
SU880564A1 |
| Станок для ротационного выдавливания изделий из трубчатых заготовок | 1975 |
|
SU751468A1 |
| Устройство для ротационного выдавливания трубчатых деталей | 1977 |
|
SU774691A1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2556194C1 |
| Устройство для ротационного выдавливания тонкостенных цилиндров | 1972 |
|
SU446340A1 |
| Раскатная головка для ротационного выдавливания | 1975 |
|
SU645732A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Раскатная шариковая головка | 1990 |
|
SU1754253A1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| Устройство для ротационной обработки полых изделий | 1980 |
|
SU863082A1 |
Изобретение относится к области обработки металлов, давле ниеи.
Известно устройство для ротационного выдавливания тонкостен ных тр;убчатых деталей, содержащее корпус с закрепленными в нем по меньшей мере двумя последовательно расположенными матрицами, снабженными механизмами рогули ровки положения их рабочих элементов относительно заготовки.
Однако в известном устройст-т ве не могут быть получены качественные детали при выдавливании со значительными степенями деформации.
Для улучшения качества деталей предлагаемое устройство снабжено съемником деталей, закрепленным на корпусе с возможностью поворота, каждая из матриц выполнена в виде подвижной в осевом направлении и неподвижной втулок, снабженных подвижными сепаратора- I
|ми, в которых размещены- рабочие элементы, а каждый из механиз мов регулировки положения рабочих элементов относительно заготовки выполнен в виде микрометрической гайки, взаимодействующей с под вижнои втулкой, причем механизм регулировки матрицы, контактирующей с заготовкой последней, снабжен фиксатором, который взаимодействует с упором, установленным на корпусе.
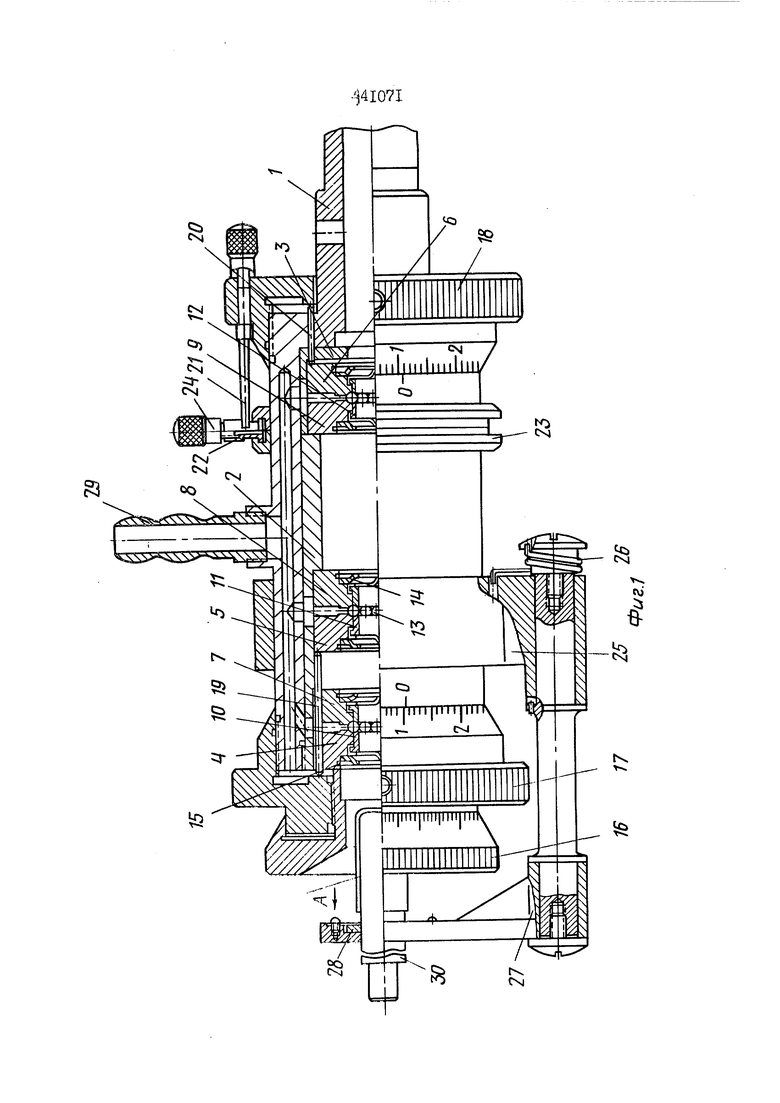
На фиг. I показано предлагпе мое устройство, общий вид; на фиг.
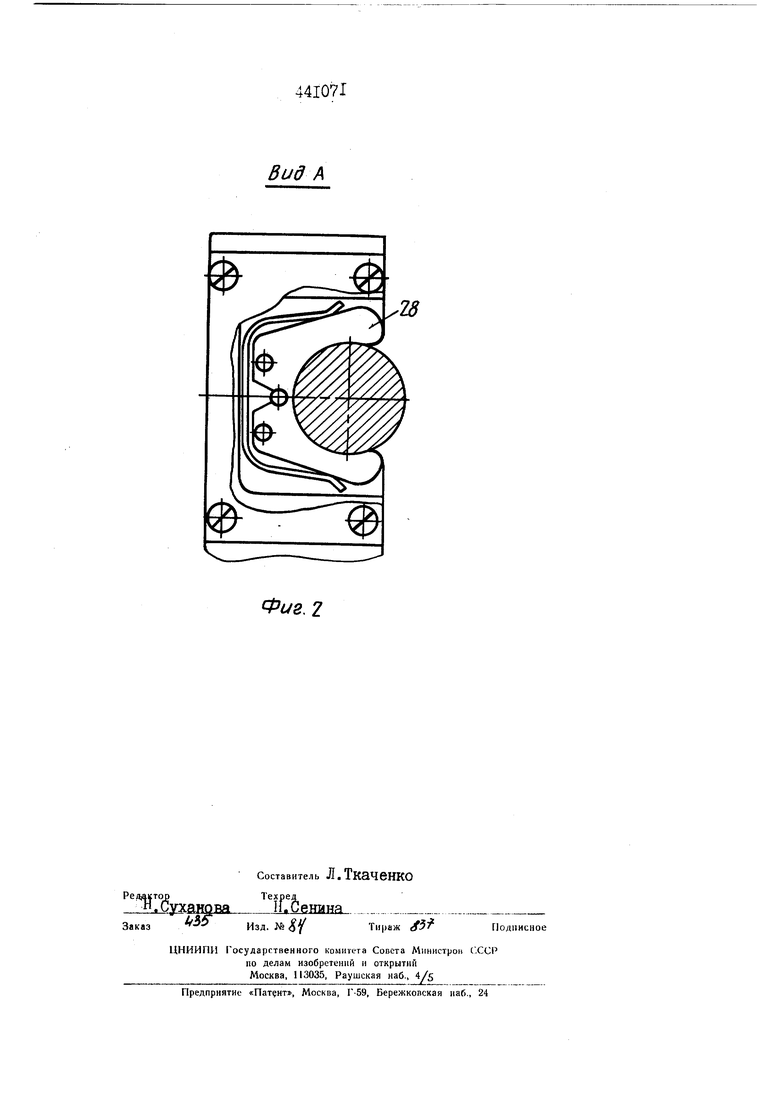
.2 - вид по стрелке А на фиг. I.
Устройство содержит корпус
I со стаканами 2 и 3, в которых
размещены подвижные втулки 4-G
и неподвижные втулки 7-9. упирающиеся в выступы стакана 2. Во втулках установлены сепараторы 10-12, удерживающие шарики 15, являющиеся рабочими элементами, от выпада 1ия отогнутыми лепестками пластинчатых пружин 14, закрепленных стопоснымй кольцами 15.
Для настройки матриц на заданный рабочий диаметр служат .микрометрические гайки 16-18, установленные на корпусе I и воз действующие через штифты 19 и 20 (гайки 17, 18) или непосредственно (гайка 16) на подвижные втулки 5,6 и 4 соответственно, перемещающие шарики 13.
Гайка 18 снабжена фикса тором 21. взаимодействующим с ползушкой 22, закрепленной в Т-образном пазу скобы 23 посредством упора 24.
В кронштейне 25, закрепленном на корпусе I, установлен с возможностью поворота под действием пружины 26 рычаг 27, несущий съемник 28, выполненный в виде двухсекционного подпружиненного захвата (см.фиг, 2).
В корпусе I предусмотрены каналы для подвода смазки к рабочим элементам, поступающей чбрез штуцер 25.
Устройство работает следующим образом.
Заготовку надевают на оправку 30, закрепленную в цанговом патроне передней бабки токарного станка и имеющую диаметр, близкий к диаметру заготовки.
Корпус I с отрегулированными на заданные размеры посредством микрометрических гаек матрицами и с выставленным упором 24 с помо щью конусного хвостовика устанавливают в пиноль задней бабки то карного станка, присоединенной через накидной захват к суппорту станка (на чертеже не показано).
Процесс выдавливания осуществляют путем перемещения корпуса с матрицами вдоль оси,вращаемой с помощью оправки 30 за отовки, съем - при обратном перемещении корпуса.
Поскольку заготовка, пройдя
последнюю матрицу, под действие;/ упругих деформаций увеличиБвется, то чтобы обеспечить ее перемещение через эту матрицу в обратном направлении, очко матрицы увеличивают ijOBOpolpOM микрометрической гайки 18| а при выдавливании следующей детали снова уменьшают путем поворота гайки 18 с фиксатором 21 до упора последнего в ползушку 22.
Съем детали с оправки 30 осуществляют путем подвода вручную съемника 28, захваты которого охватывают оправку за торцом детали, сдвигая деталь с оправки при перемещении корпуса в исходное положение.
- ПРЕДМЕТ ИЗСБРЕТЕН1:Я Устройство для ротационного выдавливан14.я тонкостенных труб чатых деталей, содержащее корпус с закрепленными в нем по меньшей мере двумя последовательно расположенными матрицами, снабженными механизмами регулировки положа ния их рабочих элементов относи тельно заготовки, отличающееся тем, что, с целью улучшения качества деталей,оно снабжено съемником деталей, закреп ленным на корпусе с возможностью поворота, каждая из матриц выполнена в виде подвижной в осевом направлении и неподвижной втулок, снабженных подпружиренными сеператорами, в которых размещены рабочие элементы, а каждый из механизмов регулировки положения робо чих элементов относительно заго товки выполрюн в виде микрометрической гойки, взаимодействующей с подвижной втулкой, причем механизм регулировки матрицы, контактирующей с заготовкой последней, снаб жен фиксатором, который взаимодействует с упором, установленным на корпусе.
Вид fi
Фиг, 2
