1
Изобретение может применяться для автоматического мерного реза переднего конца полосы на агрегатах поперечной резки в цехах холодной и горячей прокатки заводов черной и цветной металлургии, а также на других агрегатах, где порез полосы на ножницах производится в режиме непрерывного вращения барабанов с ножами.
Если начало каждого рулона подается в ножницы произвольно, то первый отрезанный кусок полосы может иметь самую различную длину в пpeдe ax длины полосы. Обычно этот отрезок идет в отход. Для ограничения его длины необходимо согласование движущегося переднего конца полосы и углового положепия вращающихся ножей.
Известны схемы различных регуляторов относительного пространственного положения ножей вращающихся летучих ножниц и движущегося проката.
Однако в известных устройствах используется программно-задающий блок, что усложняет устройство в целом.
При переходе на отрезание листков другой длины необходимо перестраивать программнозадающий блок, что создает неудобства в эксплуатации и снижает надежность.
Следствием возможных ощибок, вносимых онератором при перестройке, является неправильная работа устройства.
2
Целью изобретения является создание самонастраивающегося устройства при одновременном его упрощен и п повышении надежности.
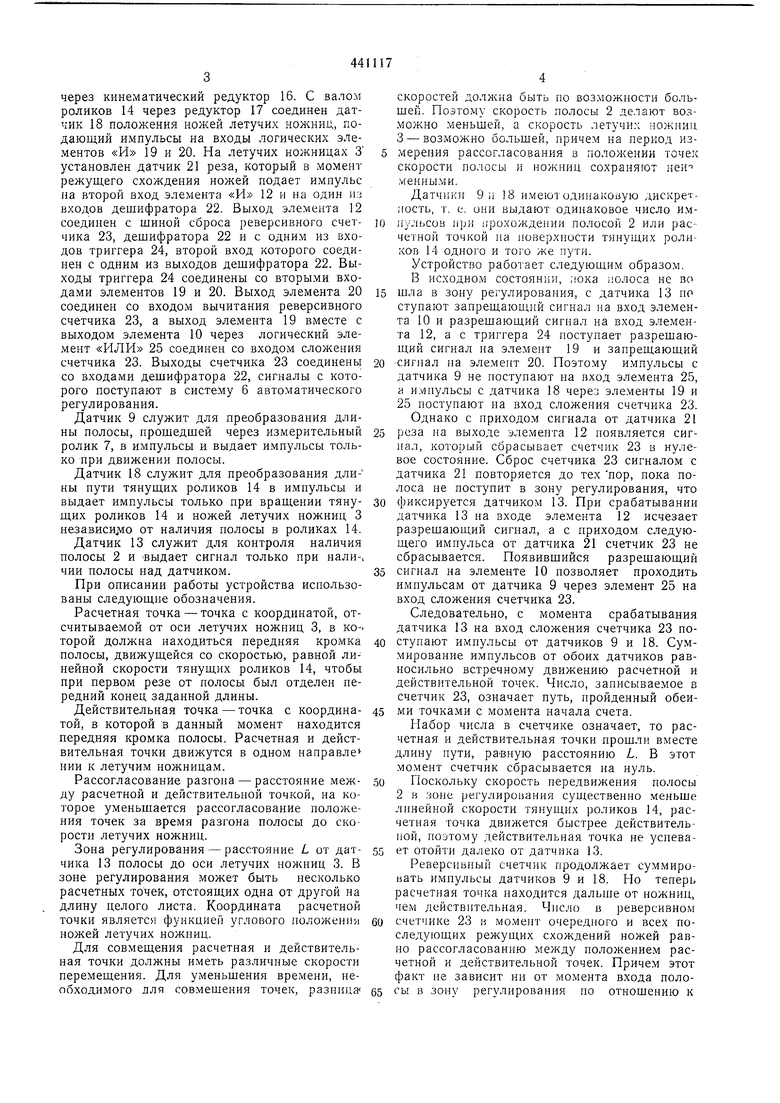
Это достигается тем, что в нредлагаемом устройстве применено логическое устройство, состоящее из триггера, элемента «ИЛИ и двух элементов «И, входы которого соединены с датчиками положения полосы и ножей
летучих ножниц и с выходами дешифратора реверсивного счетчика, а выходы его соединены со входами сложения и вычитания реверсивного счетчика.
Па чертеже показана структурная схема
предлагаемого устройства.
Задающие ролики 1, подающие полосу 2 к летучим нол-сницам 3, приводятся во вращение двигателем 4, питание которого осуществляется от тиристорного нреобразователя 5,регулируемого при помощи системы 6 автоматического регулирования. С измерительным роликом 7 через редуктор 8 соединен датчик 9 положения полосы, нодающий импульсы на один из входов логического элемента «И 10.
Па второй вход этого элемента и через логический элемент «ПЕ 11 на один из входов логического элемента «И 12 ноступают сигналы от датчика 13 налнчня цо.чосы. Летучие ножницы 3 и тянущие ролики 14 летучих ножниц приводятся во вращение двигателем 15
через кинематический редуктор 16. С валом роликов 14 через редуктор 17 соединен датчик 18 положения ножей летучих ножниц, подающий импульсы на входы логических элементов «И 19 и 20. На летучих ножницах 3 установлен датчик 21 реза, который в момент режущего схождения ножей подает импульс на второй вход элемента «И 12 и на один из вхоха.ов дешифратора 22. Выход элемента 12 соединен с шиной сброса реверсивного счетчика 23, дешифратора 22 и с одним из входов триггера 24, второй вход которого соединен с одним из выходов дешифратора 22. Выходы триггера 24 соединены со вторыми входами элементов 19 и 20. Выход элемента 20 соединен со входом вычитания реверсивного счетчика 23, а выход элемента 19 вместе с выходом элемента 10 через логический элемент «ИЛИ 25 соединен со входом сложения счетчика 23. Выходы счетчика 23 соединены со входами дешифратора 22, сигналы с которого поступают в систему 6 автоматического регулирования.
Датчик 9 служит для преобразования длины полосы, прошедшей через измерительный ролик 7, в импульсы и выдает импульсы только при движении полосы.
Датчик 18 служит для преобразования длины пути тянущих роликов 14 в импульсы и выдает импульсы только при вращении тянущих роликов 14 и ножей летучих ножниц 3 незаБИСИ у о от наличия полосы в роликах 14.
Датчик 13 служит для контроля наличия полосы 2 и -выдает сигнал только при нали-, чии полосы над датчиком.
При описании работы устройства использованы следующие обозначения.
Расчетная точка - точка с координатой, отсчитываемой от оси летучих ножниц 3, в ко-, торой должна находиться передняя кромка полосы, движущейся со скоростью, равной линейной скорости тянущих роликов 14, чтобы при первом резе от полосы был отделен передний конец заданной длины.
Действительная точка - точка с координатой, в которой в данный момент находится передняя кромка полосы. Расчетная и действительная точки движутся в одном направлен НИИ к летучим ножницам.
Рассогласование разгона - расстояние между расчетной и действительной точкой, на которое уменьшается рассогласование положения точек за время разгона полосы до скорости летучих ножниц.
Зона регулирования - расстояние L от датчика 13 полосы до оси летучих ножниц 3. В зоне регулирования может быть несколько расчетных точек, отстоящих одна от другой на длину целого листа. Координата расчетной точки является функцией углового положении ножей летучих ножниц.
Для совмещения расчетная и действительная точки должны иметь различные скорости перемещения. Для уменьшения времени, необходимого для совмешения точек, разница
скоростей должна быть по возможности большей. Поэтому скорость полосы 2 делают возможно меньшей, а скорость летучих ножниц 3 - возможно большей, причем на период измерения рассогласования в положении точек скорости полосы и ножниц сохраняют неименны.ми.
Датчики 9 и 18 имеют одинаковую дискретность, т. е. они выдают одинаковое число импульсов ьрохождении полосой 2 или расчетной точкой на поверхности тянущих роликов 14 одного и того же пути.
Устройство работает следующим образом.
В исходном состоянии, полоса не во шла в зону регулирования, с датчика 13 по ступают запрещающий сигнал на вход элемента 10 и разрешающий сигнал на вход элемента 12, а с триггера 24 поступает разрешающий сигнал на элемент 19 и запрещающий сигнал на элемент 20. Поэтому импульсы с датчика 9 не поступают иа вход элемента 25, а импульсы с датчика 18 через элементы 19 и 25 поступают па вход сложения счетчика 23.
Однако с приходом сигнала от датчика 21 реза на выходе элемента 12 появляется сигнал, который сбрасывает счетчик 23 в нулевое состояние. Сброс счетчика 23 сигналом с датчика 21 повторяется до тех пор, пока полоса не поступит в зону регулирования, что фиксируется датчиком 13. При срабатывании датчика 13 на входе элемента 12 исчезает разрешающий сигнал, а с приходом следующего импульса от датчика 21 счетчик 23 не сбрасывается. Появившийся разрешающий сигнал на элементе 10 позволяет проходить импульсам от датчика 9 через элемент 25 на вход сложения счетчика 23.
Следовательно, с момента срабатывания датчика 13 на вход сложения счетчика 23 поступают импульсы от датчиков 9 и 18. Суммирование импульсов от обоих датчиков равносильно встречному движению расчетной и действительной точек. Число, записываемое в счетчик 23, означает путь, пройденный обеими точками с момента начала счета.
Иабор числа в счетчике означает, то расчетная и действительная точки прошли вместе длину пути, равную расстоянию L. В этот момент счетчик сбрасывается на нуль.
Поскольку скорость передвижения полосы 2 в зоне pei-улирования существенно меньше линейной скорости тянущих роликов 14, расчетная точка движется быстрее действительной, поэтому действительная точка не успевает отойти далеко от датчика 13.
Реверсивный счетчик продолжает суммировать импульсы датчиков 9 и 18. Но теперь расчетная точка находится дальше от ножниц, чем действительная. Число в реверсивном счетчике 23 и MOMeirr очередного и всех последующих режущих схождений ножей равно рассогласованию между положением расчетной и действительной точек. Причем этот факт не зависит ни от момента входа полосы в зону регулирования по отношению к
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для согласования положения движущейся полосы и вращающихся ножей летучих ножниц | 1984 |
|
SU1217513A1 |
| Устройство определения положения линейно перемещающегося объекта | 1976 |
|
SU656683A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРИВОДОМ ЛЕТУЧИХ НОЖНИЦ | 1971 |
|
SU302185A1 |
| Система для управления станом с порезкой проката на ходу | 1975 |
|
SU545401A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство для управления кромкообрезными толстолистовыми ножницами | 1980 |
|
SU892792A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
