1
Изобретение относится к области сварочного оборудования, обеспечивающего сварку стержней с шайбами.
Известно устройство для автоматической подачи деталей в зону сварки, содержащее лотки и жестко связанный со штоком силового цилиндра подвижный в направляющих основания корпус с двумя параллельными щиберами, один из которых жестко связан с корпусом, а другой выполнен плавающим, подпружиненным относительно корпуса.
Однако известное устройство не обеспечивает автоматической подачи в зону сварки стержней.
Повышение производительности за счет осуществления одновременной подачи в зону сварки как шайб, так и стержней достигается тем, что устройство снабжено дополнительным щибером, подпружиненным относительно корпуса и прикрепленным к валу, установленному в корпусе с возможностью осевого перемещения, причем на дополнительном шибере смонтирован упор, подпружиненный относительно шибера и образующий с ним зазор для захвата стержня.
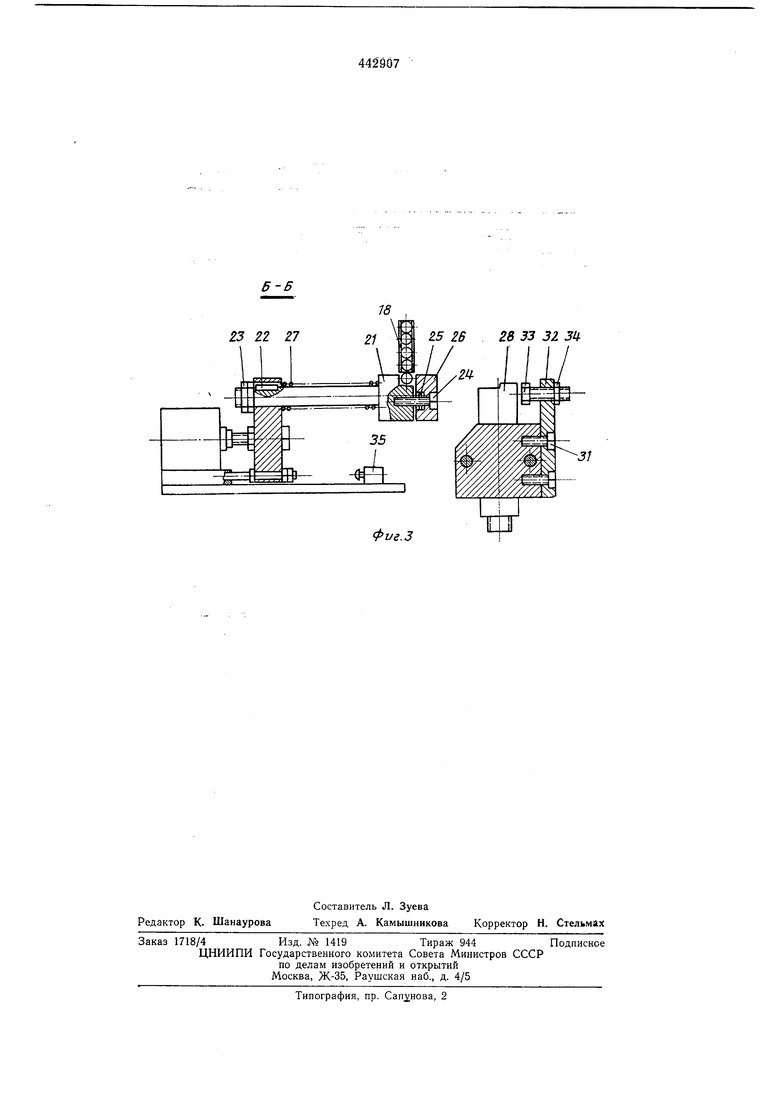
На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. I.
Устройство включает в себя пневмоцилиндр 1, установленный на плите 2, которая крепится к кронштейну 3 сварочной машины МТП-50. Шток 4 пневмоцилиндра 1 соединен с корпусом 5 толкателем 6 и гайкой 7. Внизу корпуса 5 гайками 8 закреплены направляющие 9,
входящие в отверстия плиты 2. Сверху к корпусу 5 болтами 10 крепятся кронштейн 11 и шибер 12, передний торец которого имеет форму полуокружности по контуру детали типа шайбы. В полости, образованной кронштейном
11 и шибером 12, расположен держатель 13, подпружиненный плоской пружиной 14, закрепленной винтами 15 к корпусу 5. От выпадания из полости держатель 13 предохраняется штифтом 16, перемещающимся в пазу шибера 12.
Загрузочные устройства для деталей типа шайб и стержней состоят из двух лотков 17 и 18, прикрепленных к стойке 19, которая закрепляется болта.ми 20 ла кронштейне 3. Лоток 17 расположен над шибером 12, и ось его совпадает с осью шибера.
Плавающий шибер 21 представляет собой подвижный вал, поступательно перемещающийся в стойке на шпонке 22, ход которого ограничен гайками 23. К фланцу плавающего шибера 21 болтами 24 крепится подпружиненный пружиной 25 упор 26. От корпуса 5 плавающий шибер 21 отжимается пружиной 27.
Лоток 18 для подачи деталей типа стержней
расположен над плавающим шибером 21 перпендикулярно его оси. Между фланцем плавающего шибера 21 и упором 26 образован зазор, в который попадает деталь типа стержня из лотка 18.
Нижний электрод 28 закреплен между двумя губками 29 и 30 сварочной машины МТП-50. К губке 30 болтами 31 крепится планка 32, в которую ввернут упорный болт 33, регулируемый гайкой 34.
Для управления процессами подачи деталей для сварки, возврата шиберов в исходное положение установлены концевые выключатели 35, 36 и 37.
Устройство работает следующим образом.
Детали типа шайб укладываются в лоток
17,а детали типа стержней - в лоток 18. Включается кнопка управления, которая подает воздух в пневмоцилиндр- 1. При своем движении вправо шток 4 перемещает корпус 5, который передвигается вместе с кронштейном 11 и шибером 12.
Детали типа шайб, помещенные в лоток 17, снизу опираются на держатель 13. При перемещении дерл ателя 13 с шибером 12 вправо последний отсекает одну шайбу, сдвигает ее и переносит ее к нижнему электроду 28 в зону сварки. При подходе к электроду 28 держатель 13 упирается в него и останавливается, а шибер 12, продолжая движение вправо, сдвигает щайбу с держателя 13 на нижний электрод 28 до упора в его бортик.
Детали типа стержней, помешенные в лоток
18,по одной попадают в зазор между плавающим шибером 21 и упором 26, который находится в раскрытом состоянии под действием пружины 25. При перемещении стойки вправо одновременно с шибером 12 движется плавающий щибер 21 с деталью в зону сварки. При дальнейшем движении плавающего шибера 21 упор 26 упирается в упорный болт 33, сжимая при этом пружину 25. Таким образом, деталь типа стержня зажимается между плавающим шибером 21 и упором 26 усилием пружины 27 и располагается под верхним электродом и над деталью типа щайбы.
В конце своего движеиия вправо корпус 5 включает концевой выключатель 35, который включает сварочную машину МТП-50. При движении верхнего электрода вниз прижимается стержень к шайбе и осуществляется процесс сварки. При возвращении верхнего электрода в исходное положение он включает концевой выключатель 36, который включает по.дачу воздуха в иневмоцилиндр .1 в обратном
направлении. При обратном движении корпуса 5 шибер 12 и держатель 13 уходят, а сваренная деталь под действием пружины 27 продолжает удерживаться между плавающим шибером 21 и упором 26. При выборке зазора между гайками 23 и стойкой плавающий шибер 21 начинает перемещаться в исходное положение, упор 26 отходит от упорного болта 33 и разжимается под действием пружины 25. Сваренная деталь при этом снимается с
нижнего электрода и падает в тару.
Корпус 5 с шиберами возвращается в исходное положение, включается концевой выключатель 37, подается воздух в пневмоцилиндр 1, и цикл повторяется.
Предмет изобретения
Устройство для автоматической подачи деталей в зону сварки, преимущественно при сварке стержней с шайбами, содержащее лотки и жестко связанный со штоком силового цилиндра подвижный в направляющих основаНИН корпус с двумя параллельными шиберами, один из которых жестко прикреплен к корпусу, а другой выполнен плавающим, подпружиненным относительно корпуса, отличающееся тем, что, с целью повышения производительности, устройство снабжено дополнительным шибером, подпружиненным относительно корпуса и прикрепленным к валу, свободно установленному в корпусе, причем на дополнительном шибере смонтирован упор,
подпружиненный относительно шибера и образующий с ним зазор для захвата стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Устройство для стапелирования обработанных деталей | 1982 |
|
SU1072966A1 |
| Загрузочно-разгрузочное устройство | 1978 |
|
SU795687A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Устройство для автоматической сборки под сварку | 1982 |
|
SU1073058A1 |
| Устройство для подачи заготовок | 1976 |
|
SU573306A1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Автоматическая линия для сборки узлов из деталей и соединения их между собой | 1987 |
|
SU1444117A1 |
| Загрузочное устройство | 1986 |
|
SU1323332A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ОТ СТОПЫ ПЛОСКИХ ЗАГОТОВОК | 1973 |
|
SU405616A1 |

А-А
5 W В // 1д /
3g
Ц- 7
Ш
1 t Y -т
Е
, -
№
/
,19
13 17 2П
/
8
Фг/г.2
Фvг.3
