1
Изобретение относится к области механизации строительных и монтажных работ, в частности, к алмазному инструменту для сверления отверстий в строительных материалах, например в бетоне, железобетоне и др.
Известны сверла указанного назначения, состоящие из корпуса и спеченных с ним алмазоносных сегментов.
Недостатком известных конструкций сверл являются большие торцовые и боковые поверхности алмазно-абразивного слоя инструмента, обусловленные криволинейной формой рабочих элементов. Этим объясняется сравнительно невысокая скорость сверления, значительная работа сил трения на боковых поверхностях сегментов, контактирующих со стенками отверстия обрабатываемого материала и керном и, как следствие, повышение затраты потребляемой мощности.
Кроме того, в конструкциях известных сверл для каждого диаметра инструмента приходится изготовлять рабочие сегменты соответствующего радиуса кривизны, а следовательно, отдельную пресс-форму и другую технологическую оснастку.
Цель изобретения - повысить скорость сверления и уменьшить потребляемую мощность.
Цель достигается тем, что алмазоносные сегменты выполнены в виде прямоугольных
параллелепипедов, длина (/) которых зависит от их ширины, наружного диаметра сверла и коэффициента формы сегмента и определяется из соотнощения
/ - - УЬ(ОК - Ь) мм, К
где b - ширина алмазоносного сегмента, мм; D - наружный диаметр сверла, мм;
К - коэффициент формы сегмента.
Места контакта алмазоносных сегментов со стенкой просверливаемого отверстия и керном
выполнены с большей износостойкостью.
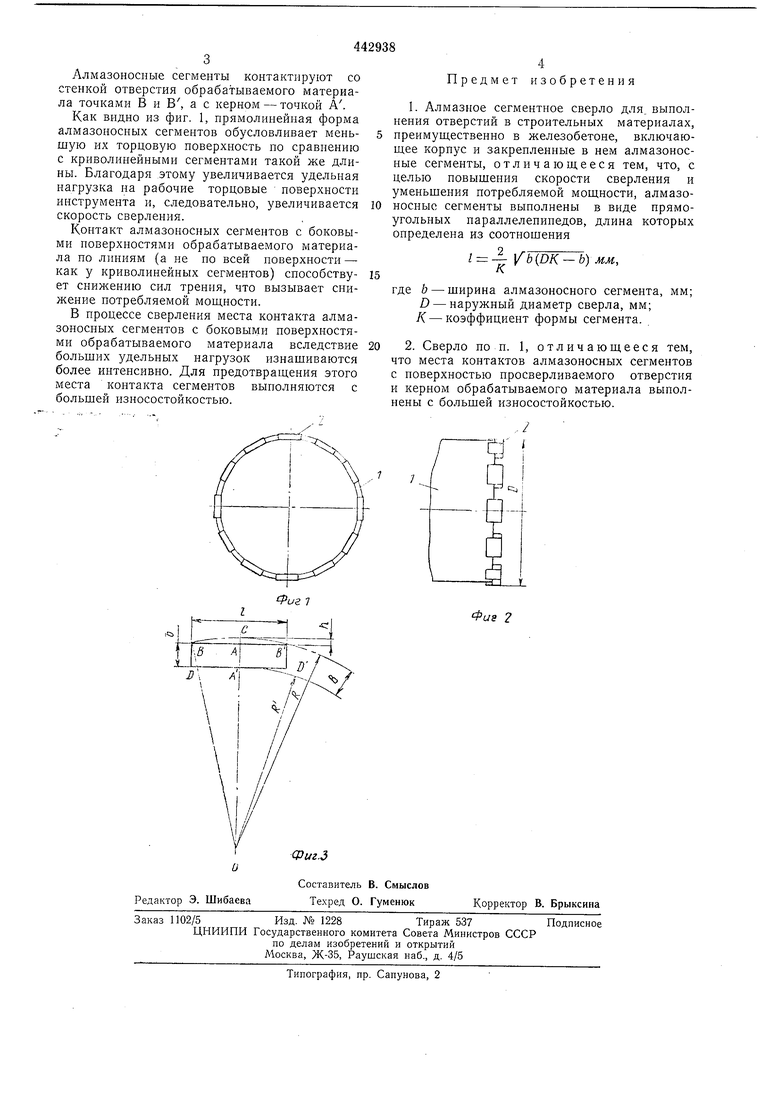
На фиг. 1 показано алмазное сегментное сверло; на фиг. 2 - то же, вид сбоку; на фиг. 3 - схема для определения длины сегмента в зависимости от его ширины, наружного диаметра сверла и коэффициента формы сегмента.
Алмазное сверло с наружным диаметром D состоит из корпуса 1 и алмазоносных сегментов прямолинейной формы 2. При работе
сверла каждый из его сегментов описывает в плоскости резания концентрические окружности, у которых наибольший радиус R проходит через вершины В и В , а наименьший R - касается середины стороны ДД в точке
А (см. фиг. 3).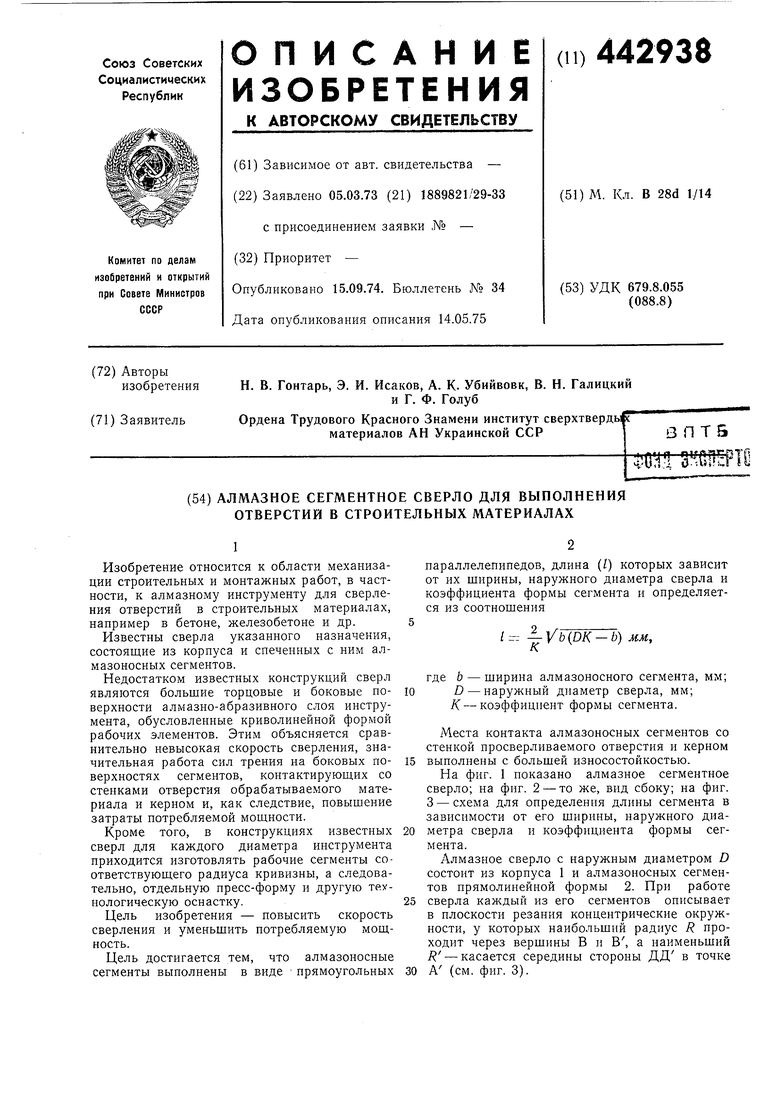
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверло | 1981 |
|
SU986633A2 |
| Алмазное сверло для изготовления кольцевых деталей | 1981 |
|
SU1018853A1 |
| Алмазное сегментное сверло | 1978 |
|
SU799956A1 |
| Алмазное сверло | 1981 |
|
SU996217A1 |
| АЛМАЗНОЕ КОЛЬЦЕВОЕ СВЕРЛО | 1970 |
|
SU284675A1 |
| Алмазное сверло | 1979 |
|
SU863382A1 |
| Алмазное сверло | 1978 |
|
SU806432A1 |
| Способ изготовления алмазного трубчатого сверла | 1982 |
|
SU1044456A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2104856C1 |
| Алмазное кольцевое сверло | 1977 |
|
SU745701A1 |
