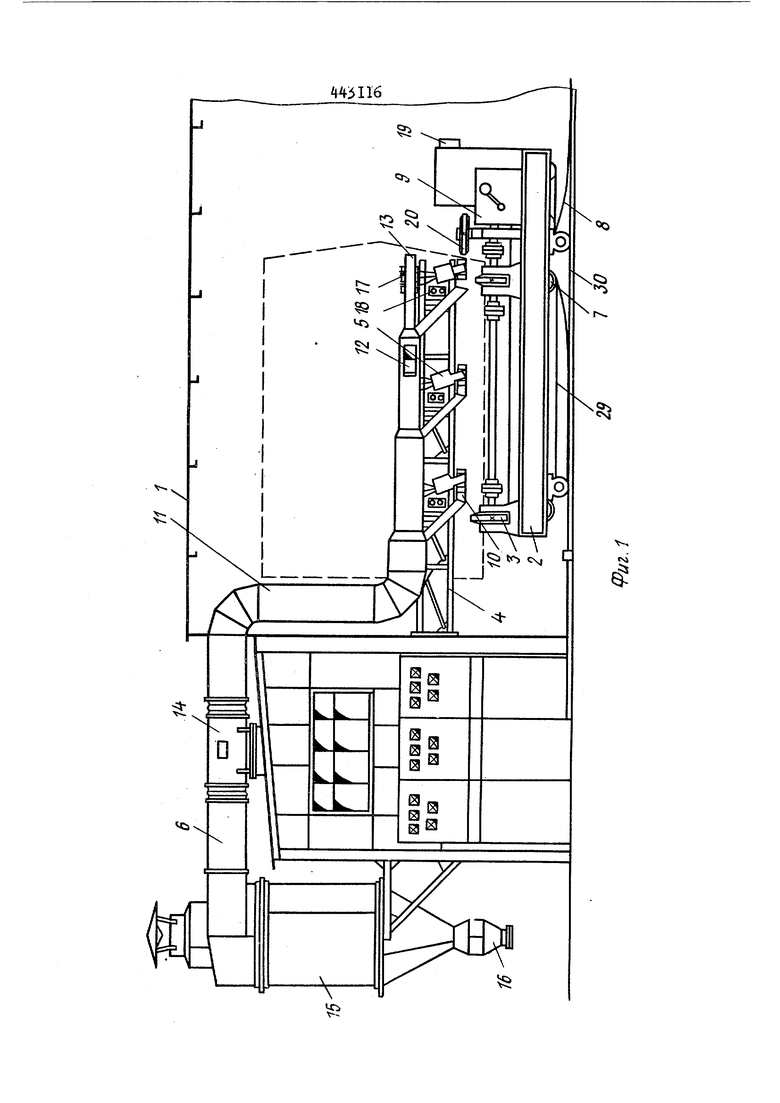
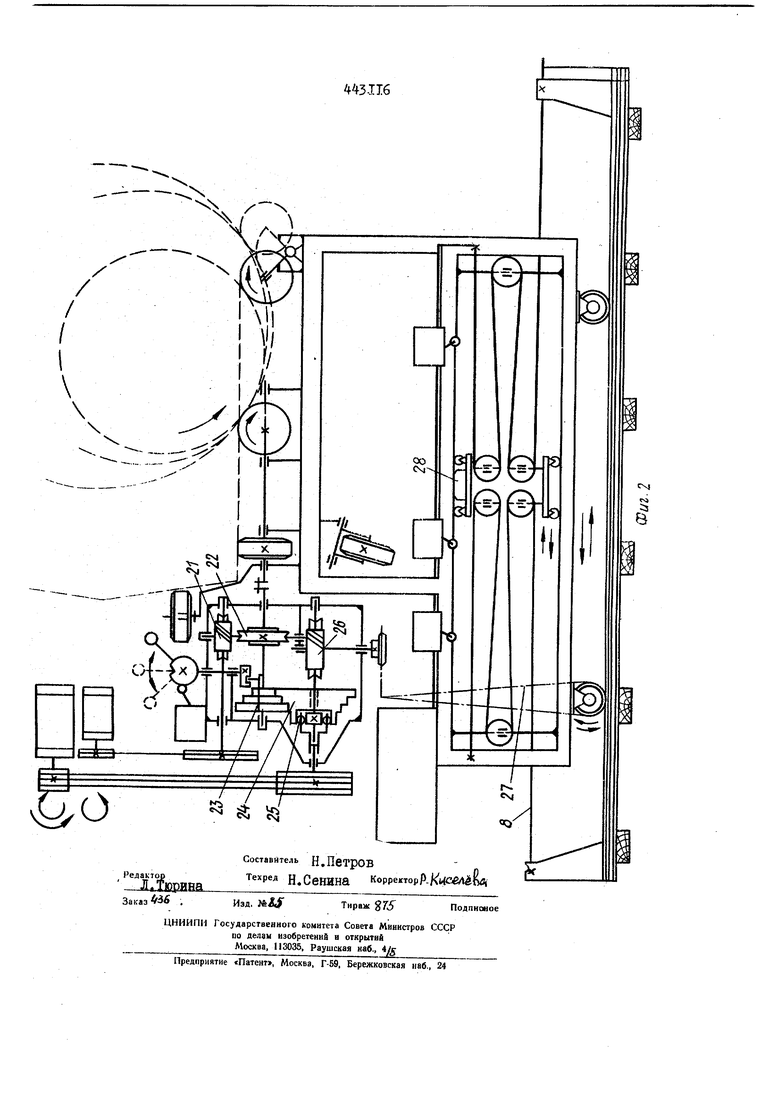
Изобретение втносится к нане сению металлических покрытий распылениау. Известна установка для металлизации крупногабаритных изделий, содержащая металлизационную камеру, внутри которой распол жены самоходная платформа с рольгангом враще Сия изделия, консоль с металлизаторами, и систему вентиляции. Однако при работе на дан ной установке оператор находится в зоне напыления, что вредно влияет на его здоровье. Предложенная установка отличается тем, что на платформе уста новлены каретка с торсом, связанная G автоматической системой управления, и многоступенчатый редуктор, служащий для одновременного вращения изделия и перемещения платформы, а консоль с металлизаторами жестко укреплена на стенке ка84зры. Это автоматизирует процесс напыления. На фиг, i представлена предложенная установка, общий вид; на фиг.2 - кинематическая схема самоходной платформы. Установка содержит металлизационную камеру I, внутри которой расположены платформы 5 с рольгангом 3 вращения изделия, консоль 4 с металлизаторами 5, и систему вентиляции б. На ;Ш18Тформе 2 установлены каретки 7 G тросом 8, связанная с автоматической системой управления, и многоступенчатый редуктор 9, служащий для одновремень ноговващения изделия и пеоемещаНЕя шатфоруш. На торцовой стенв§ камеры I укреплена горизонтальная консоль 4 с размещенными на ней металлизаторами 5, воздухозаборниками 10. сообщающимися о вытяжной трубой II, снабженной дополнительными воздухозаборниками 12 и 1-5, сообщающейся через вентилятор 14 Q циклоном 15, снабженным Iылecбopникoм 16. Металлизаторы 5 питаются от бобин 17,на которые наыотанапроволока.Включениё и наладка установки выполнядтся кнопочными станциями 18 и 19. Упорный ролик 20 обеспечивает постоян отво продольного положения резервуара относительно платформы 2. Редуктор 9 содержит приводимую во вращение двигателем червячную пару 21, передающую вращение червяку 22 червячной пары| колесо которой сцеплено с ведущим валом рольганга 3 и валом со скользящей шпонкой 25. Последняя передает вращение одной из сидящих на этом валу шестерен, находящихся в постоянном зацеплении с блоком 24, взаимодействующим через обгонную муфту 25 с валом червяка червячной naje 26; колесо этой пары пе редает вращение Бедущей звездочке цепной передачи 27, , При пуске, установки платформа 2 с маршевой скоростью начинает движение в направлении камеры Iи, когда кулачо.к 28 каретки 7 доходит до путев,ого выключателя, маршевое движение прекращается. Одновревенно включается двигатель рабочего хода, приводящий во вращение изделие на рольганге, вентилятор отсоса, силовые трансформаторы питания дуги, двигатели металлизаторов 5, а платформа 2 получает рйбочее движение. По достижении кулачком 28 конечного пункта отключается двигатель хода, вентилятор, трансформаторы питания дуги и прекращается подача сжатого воздуха,при эгом осуществляется реверс платформы 2 с маршевой скоростью. По достижений погрузочной площадки кулачок.28 размыкает цепь питания, и платфор |Ла останавливается в исходном положении. После замены обработанного изделия цикл повторяется. Вследствие перекоса оси .вращения откидных катков рольганга 3, резервуар удерживается от осевого смещения и стремится в направ лении упорного катка, который 44 о беспечивает стабильное положение изделия в период обработки. Кабель 29 закреплен на подвижной платформе 2 и неподвижном основании, между которыми установлены коммуникации энергопитания и цепей управления. Средняя часть кабеля уложена в канавки блоков, одна часть которых смонтирована на раме, подвижной относительно рамы платформы и кабельной каретки, несущей опорные катки и кулачки управления, а другая часть блоков вращается относительно оси, неподвижной относительно рамы платформы. Аналогично кабелю с противоположной стороны уложен тросе 8, в результате чего при перемещении платформы по рельсам 50 кабельная каретка пэремещается в направляющих рамы платформы, но на величину, равную кратности палистпаста, образованного системой блоков. Это позволяет подбирать и распускать кабель в процессе движения платформы без опасения его повреждения от износа при волочении или перерезания при попадании под колеса, а также повышает надежность коммуникаций цепей управления и питания. ПРЕДМЕТ ИЗОБРЕТЕНИЯ Установка для металлизации крупногабаритных изделий, содержащая М8таллизационную камеру, внутри которой расположены платформа с рольгангом вращения изделия, консоль с мвталлизатораыи,й систему вентиляции, отличаю -я я с я тем, что, с целью автоматизации процесса, на платформе установлены каретка с тросом, сБяза11ная с автоматической системой управления, и многоступенчатый редуктор, служащий для одновременного вра1г.9ния изделия и перемещения платформы, а консоль с металлизаторами жестко укреплена на стенке камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для металлизации изделий | 1980 |
|
SU931797A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ДРОББЮ | 1971 |
|
SU306952A1 |
| Установка для металлизации труб напылением | 1981 |
|
SU995888A1 |
| Установка для металлизации изделий | 1979 |
|
SU784936A1 |
| Установка для металлизации крупногабаритных изделий | 1980 |
|
SU952363A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Устройство для металлизации | 1986 |
|
SU1380795A1 |
| УСТАНОВКА ДЛЯ МЕТАЛЛИЗАЦИИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ПОЛЫХ ИЗДЕЛИЙ | 1974 |
|
SU438442A1 |
| Линия металлизации проката | 1982 |
|
SU1047991A1 |
| ЛЕГКИЙ САМОЛЕТ С ШАССИ НА ВОЗДУШНОЙ ПОДУШКЕ | 2000 |
|
RU2226470C2 |