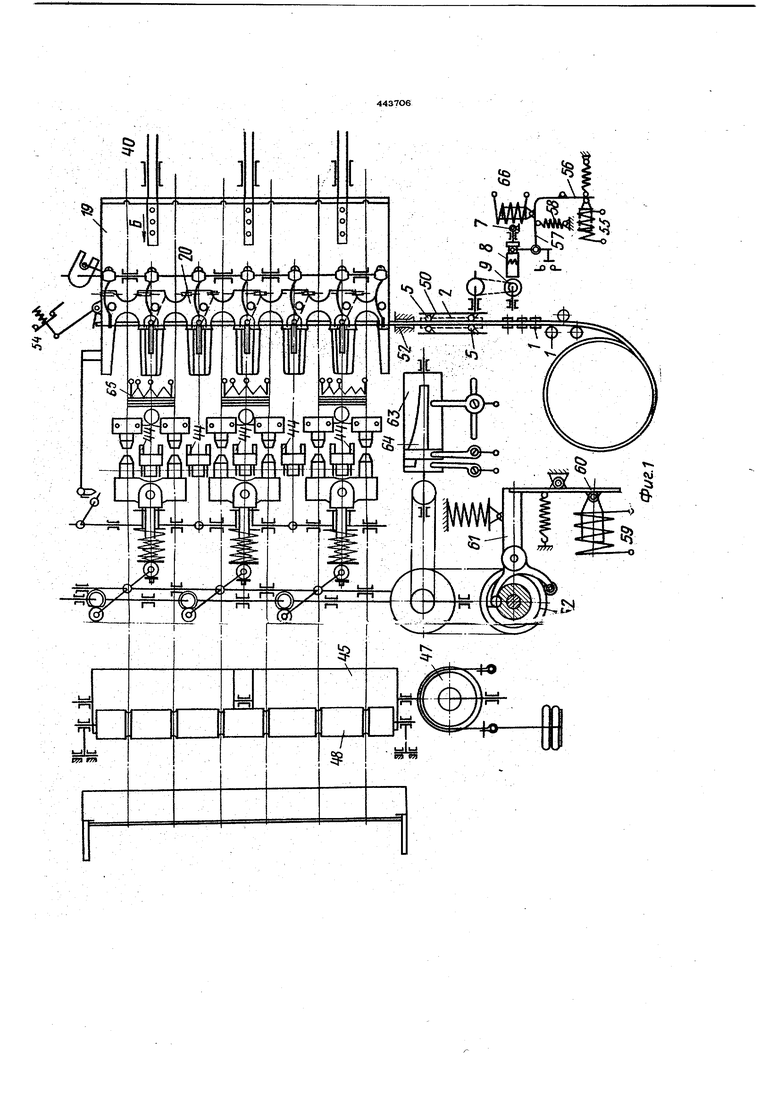
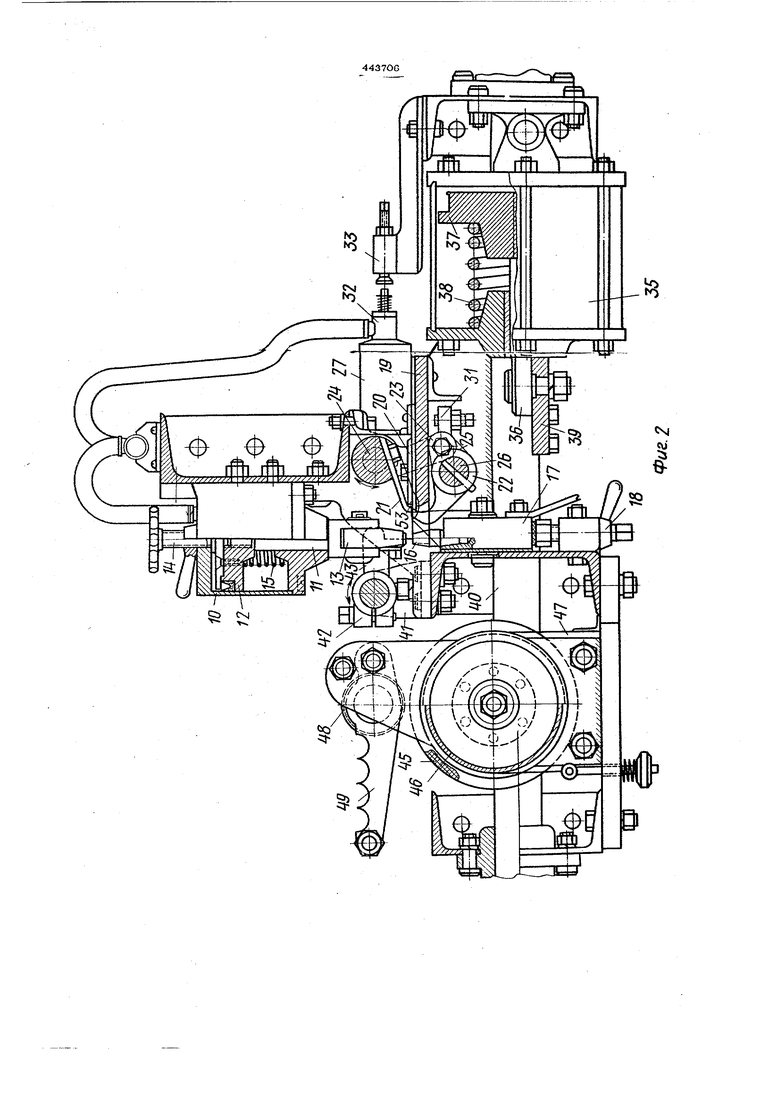
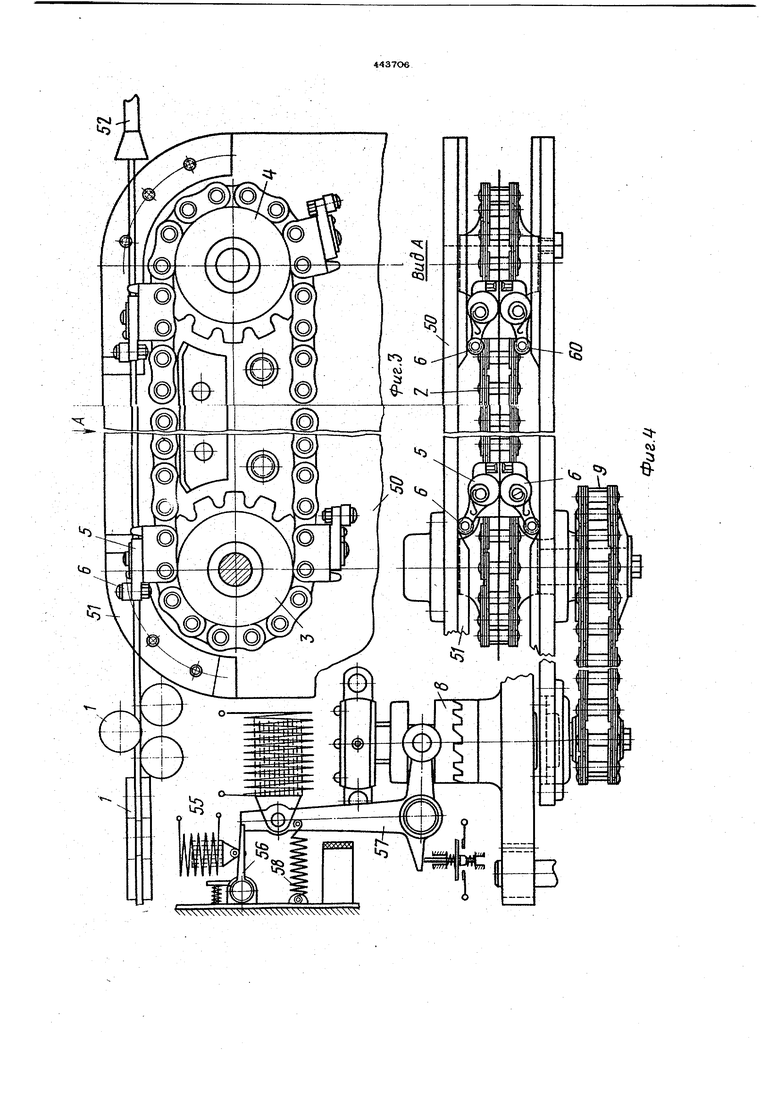
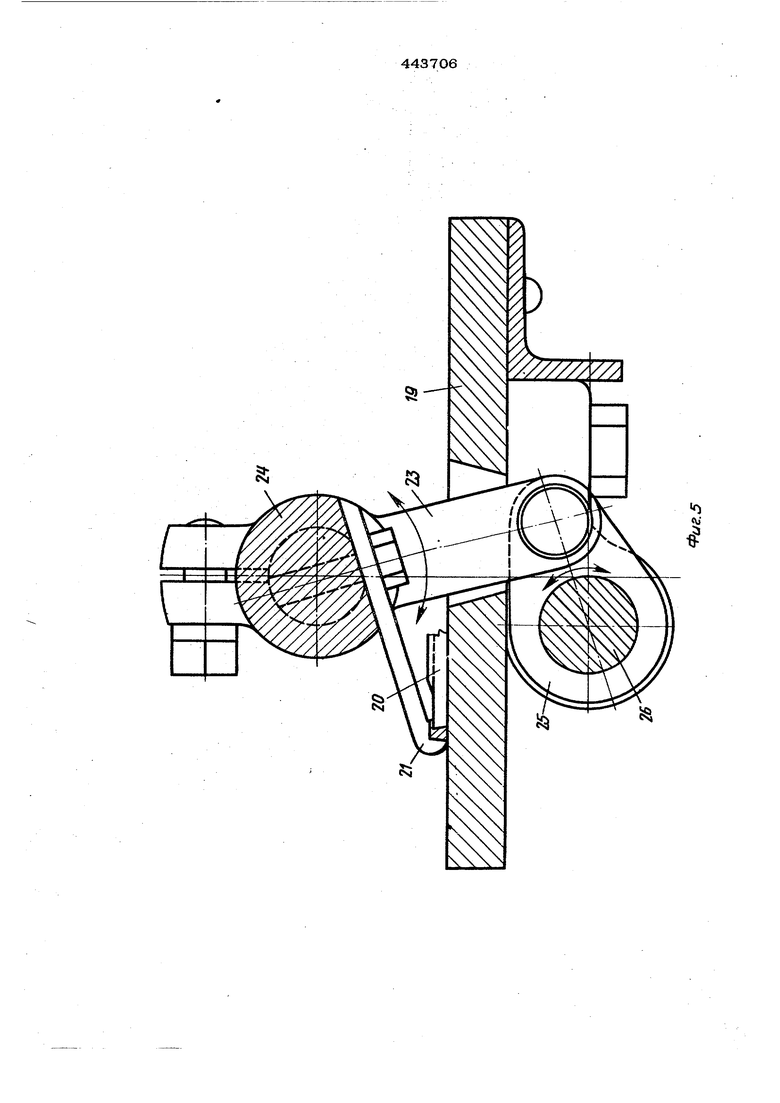
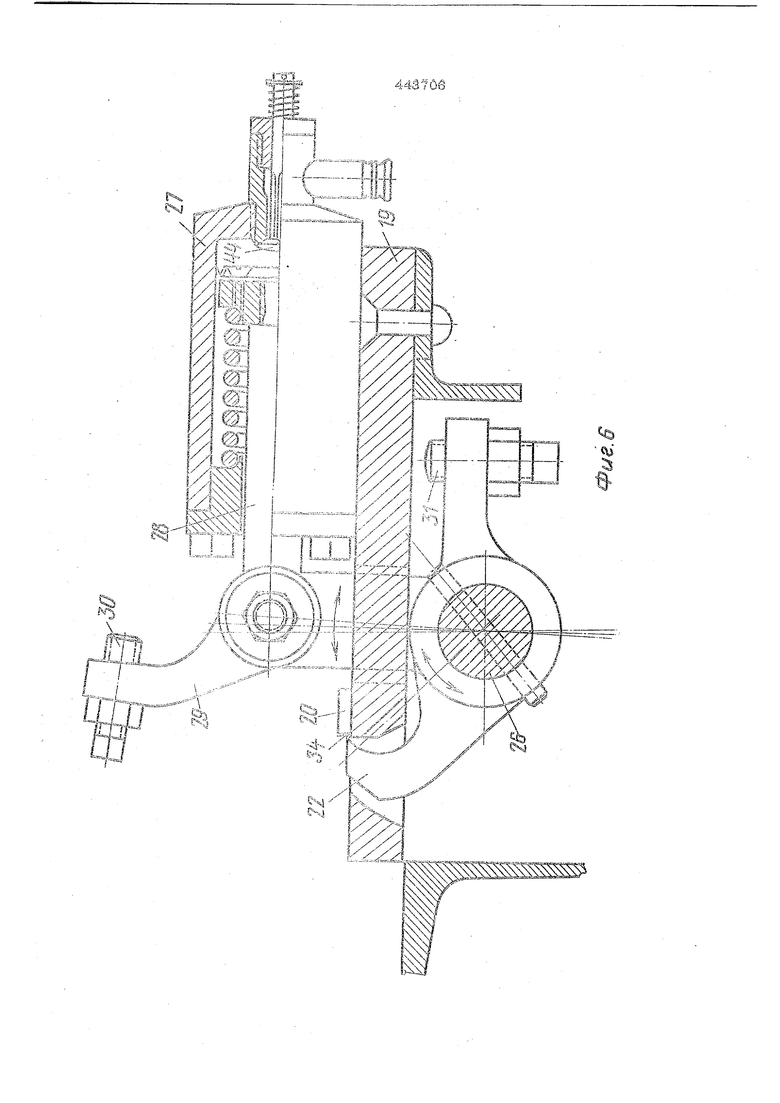
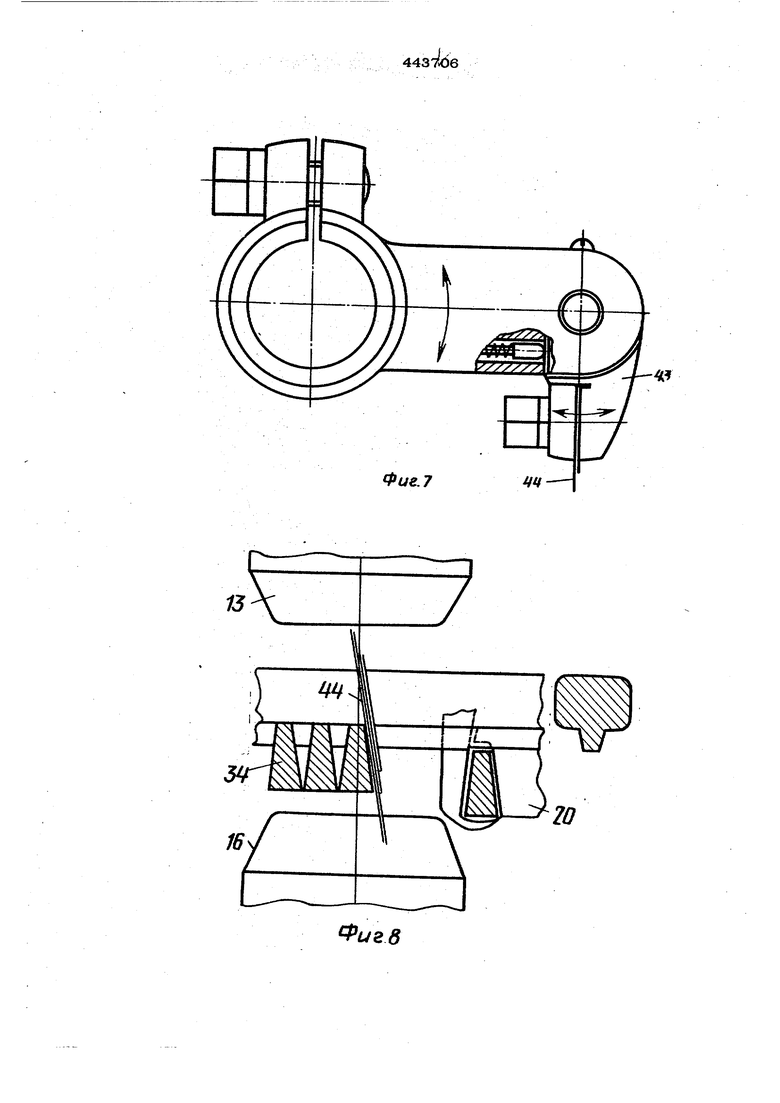
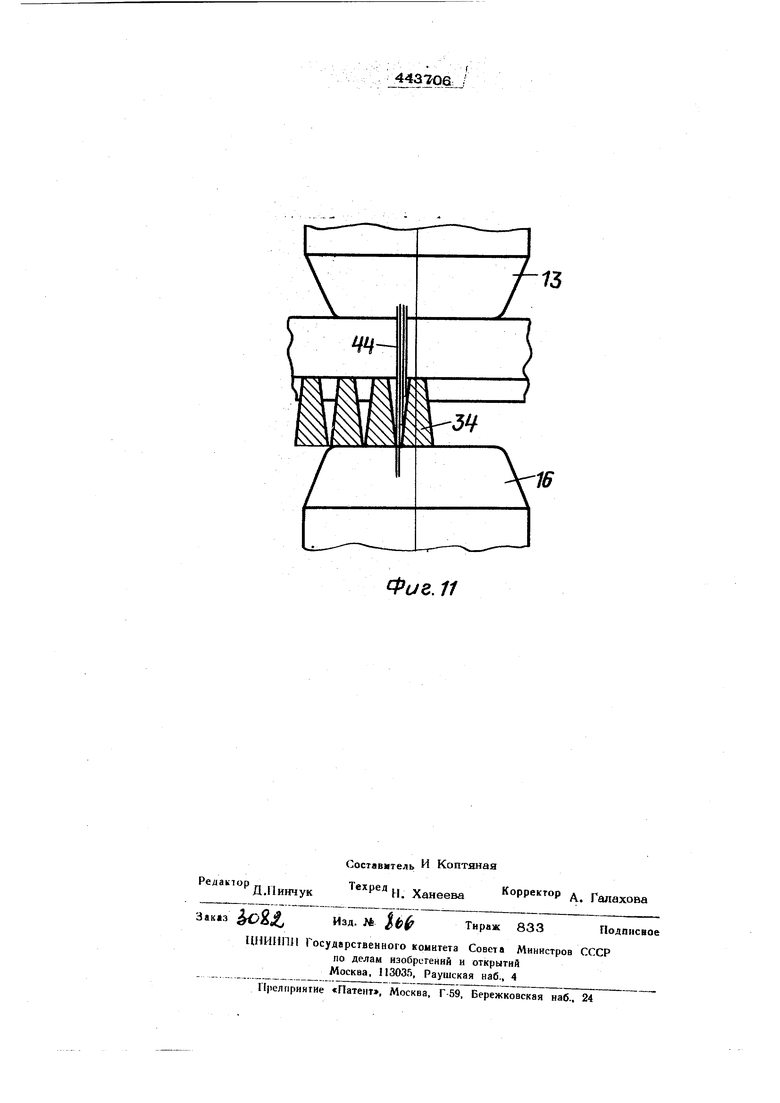
(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК МЕТАЛЛИЧЕСКИХ 3 Механизм привода открытия и закрытия планки 21 состоит из рычага 23, смонтированного на валу 24, шарнирной муфты 25, скользящей на валу 26, на котором смонтирован механизи резки. Механизм управления упора 22 содержит пневмоцилиндр 27, шток 28 комбинированного рычага 29 с упорами ЗО и 31, автоматический обратный клапан 32 и регулируемый упор 33. Движение механизма подачи стер ня 34, а с ним и работа всех механизмов производится при помощи пневмоцилиндра 35 со штоком 36, поршнем 37 и пружиной 38. ПневмоцилИ1щр связан шарнирно с пластиной 39, с которой жестко соединены два направляющих штока 4О. Направляющи штоки 4О, в свою очередь, жестко соединены с гребеикообразной пластиной 19. Ме:хх низм щелеобразования состоит из стоек 41, вала 42, кронштейнов 43 и нгабора щупов 44. А еханизм предотвращения произвольно1Ю сдвига полотна сетки, обеспечивающий равномерное прижатие прнвс1риваемого отрезка к полотну сетки состоит из обрезиненного барабана 4S, тормозного колеса 46, ленточного тормоза 47, нажимного вала с концентрическими ручьями 48 и рычагов с гнездами 49 для подбора силы нажима. При работе про 4|или юванные стержни и пели сварной се ки располагаются вдоль прорезиненного барабана, и резиновая поверхность (даже при легком нажиме), стараясь заполнить щели сетки, надежно удерживает полотно сетки в 1гужном положении. От электродвигателя 7 через муфту 8 сцепления Д15ижение передается на пластинчатую цепь 2, По всей длине цепи 2 через определенные интервалы смонтированы зг1хваты 5, представляющие эксцентрики с рычагами и роликами 6 на них. F oлики в катятся по стенкам станины 5 О и, набегая на накладки 51, рг зжимают захваты 5, подт отавлцвая их для захвата поперечной проволоки, а сбегая с накладок 51, захваты 5 снимаизтся и тянут про вопоку. Вытягиваемая проволока поступает через проводку 52 в проводку 53 и, дойдя до контакта 54, зажимает его и подае импульс на катушку соленоида 55 после чего -е(1де;чпик Соленоида выключает распорную Пластину 56, а.рычш 57 при поMoiiiif пружины 58 разъединяет зубчатую Myijiiy 8, и подача npoBOjjoKU киновенно ((рек1И111шется. При разъединении зубчатой Myil) 8 подается сигнал на подачу сжа101-0 :лоздуха в пневмоцилиндра 35 Ппонмоцилипдр 35 воздействует на пла1 ) ниу 39 и на жестко с ней исправляющие истоки 4(Х Посрелством 6 этих штоков мех.низм подачи производит следующие работы: а)посредством вала 26 производится отрезка стержня 34 профилированной про-волоки, поданной в проводку 53; б)гребенкообразная пластина 19, двигаясь по направлению, показагшому стрелкой Б, смонтированным под ней валом 26 и шарнирной муфтой 25 действует на рычаг 23 и поворотом вала 24 поднимает планку 21 проводки 53 для свободного передвижения стержня 34 под электроды; II в)одновременно с поднятием планки 2.1 и резкой . включается механизм зажима стержня; пружина в полости пневмоцилиндра 27, нажимая на поршень, втягивает в себя шток 2В, соединенный с рычагом 29, и этим рычагом поворачивает вал 26. Вал, поворачиваясь, насаженными на нем упорами 22 со значительным усилием прижимает стержень 34 к профильной линейке 2О и в заключенном состоятши подводит стержень к щупам 44. После этого зажатым стержнем сдБИГают полотно сваренной сетки на один шаг, и стержень 34 встает по центру электродов 13 и 16. Пластина 19 в конце хода подаьг импульс на катушку соленоида 59. Сердечник катушки вьщерживает связанную с ним пластину 6О, и рычяг 61 при помощи пружины включает барабан 62, который спарен с барабаном 03. Па барабане 63 смонтированы контакты и фигурная пластина 64. Под электроды подается стержень барабана 63. Последний, поворачиваясь, подает сигнал на впуск ежатого воздуха в пневмоцилиндр 10 и производит сжатие электродными мест перекрещивания проволок. После полного нарастания давления в ппевмоцилиндрах 1О мощный импульс на свароч1Па1е Tpciti i|H)(JMa.торы 65 и происходит контактная с-варка сжатых мест перекрещивания проволок. Пооле производства сварки некоторое время продолжается сжатие электродов. 3 1гем производят проковку мест сварки. После 1.;пада давления в пневмоцилиндре lU при помощи пружины 15 электроды 13 иодпимп ются, освободив профильную линейку 2О. Затем механизм подачи стержня B03ii jiiina ется в исходное положение. На этом ь«.ь цикл подачи и приварки одного стержня проволоки заканчивается. Возв|)атясь в исхо/i ное положение, механизм подачи отрегчнш-о стержня подает импульс на соленоид П(), который включает му((|ту 8, и начиняотпя подача следующего прс филиронанного гГ(т,к. ня. Предмет на обретения Автомат для изготовления плоских ме-таллическнх сеток, содержаптай смонтированные на станине и кинематически Д связанные между собой механиак 1ы подачи, правки и резки поперечных проволок, мехаiraaM подачи стержней и механизм шаговой
подачи сетки, а также сварочное устрой- ю стержней. 44 6 отлич аюши йся тем, что, ,с целью обеспечения возможности изготовления шелевидных сеток, он снабжен установленными на станине с возмо}(шостью поворота в плоскости, перпендикулярной плоскости сеток, кронштейнами с закрепленными на них регулируемыми щупами расположенными последовательно в направ ленки, перпендикулярном оси подачи
Фиг. 7fm

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| Устройство для очистки длинномерного материала | 1979 |
|
SU860895A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Машина для контактной точечнойСВАРКи CETOK | 1978 |
|
SU837668A1 |
| МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНОЙ ПРОВОЛОКИ | 1972 |
|
SU334001A1 |
| Способ изготовления плоской сетки | 1971 |
|
SU446374A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |

игв
иг9
иг. 10
16
Фиг. 11
