1
Изобретение относится к области нанесения неметаллических покрытий, точнее к установкам для многократного покрытия с последующей сушкой внутренних поверхностей труб.
многократное нанесение покрытия требуется, например, для многих труб оборудования тепловых электро станций, где приходится наносить до восемнадцати слоев покрытия.
Известны устройства для нанесения покрытия с последующей сушкой, включающие в себя механизм нанесения покрытия, приводной конвейер для транспортировки изделий в зону сушки и печь для сушки и оплавления покрытий.
Однако эти устройства предназначены лишь для однократного нанесения покрытия, поэтому при многократном повторении технологического цикла резко возрастают производственные площади, необходимые для размещения оборудования, и трудозатраты. Производительность таких устройств невелшса.
Цель изобретения - сокращение производственных площадей и повышение произво.дительности труда за счет автоматизации процесса.
Это достигается тем, что перемещение труб производится по двухъщ)усным направляющим под действием Ьобственного веса, механизм подъема труб выполнен в виде бесконечной цепи с подпружиненным захватом, а механизм подачи труб в зону сушки выполнен в виде каретки с роликами, снабженной рычажной системой, взаимодействующей с захватом для ее опрокидывания. Предлагаемая установка предназначена для многократного покрытия и суппси внутренней поверхности труб.
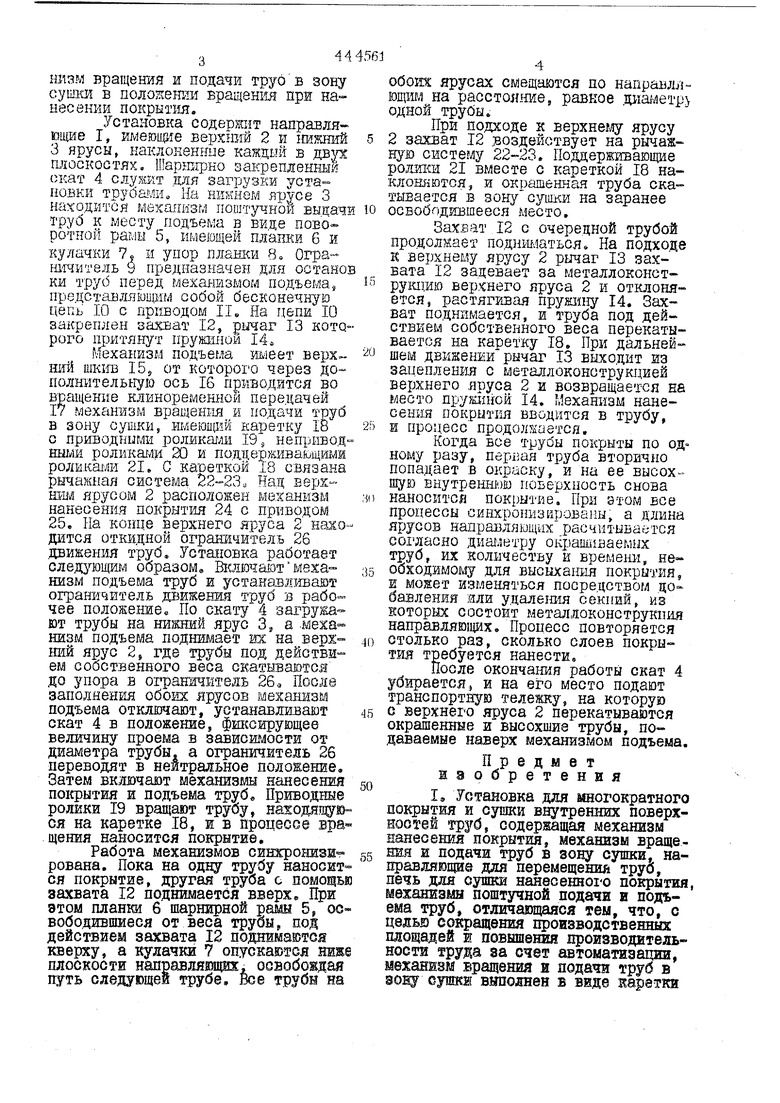
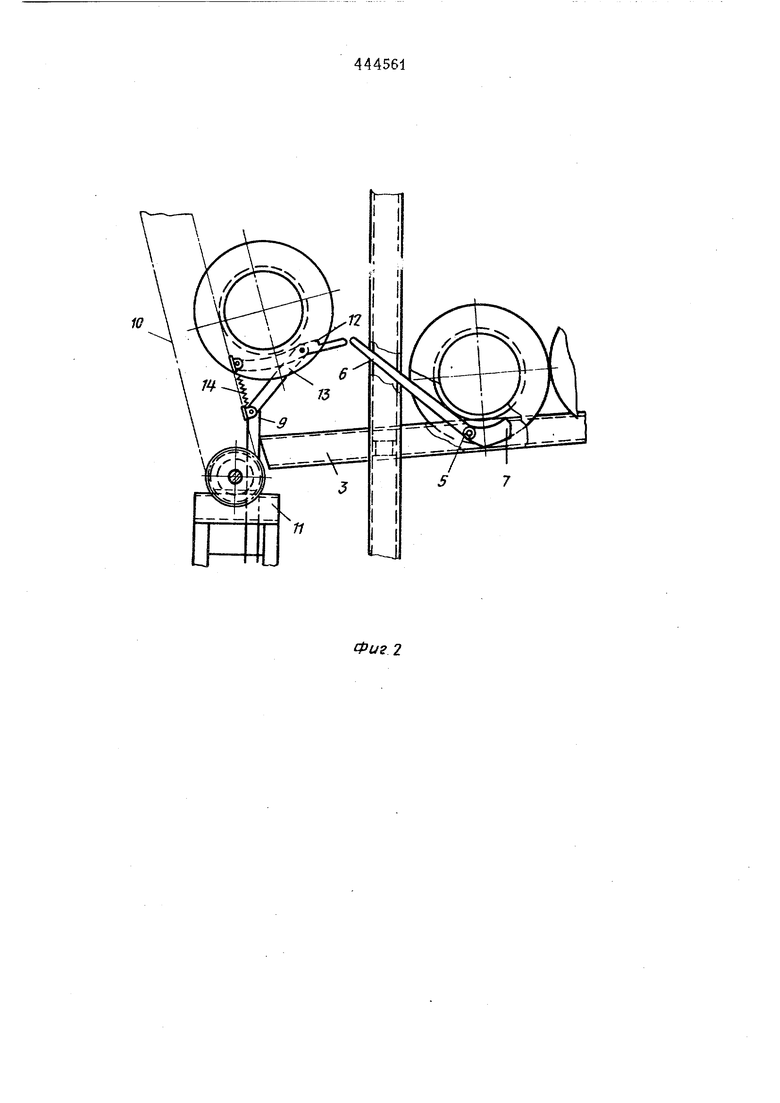
На фиг. I изображена предлагаемая установка; на фиг. 2 - механизм поштучной выдачи труб к месту подъема и подпружиненный захват механизма подъема; на фиг. 3 - меха44ниям вращения и подачи труов зону суш1Ш в положении вращения прж нанес eiiiiH п окрк тия. Установка содертат направля ющие I, имеющие верхний 2 и 1ШЕНий 3 ярусы каклоненние каждый в двух плоскостях, Шаршфко закрепленный скат 4 слухшт дая загрузки установки тиубШЛи.. На никнем ярусе 3 находится механизм поштучной выдачи труб к месту подъема в виде поворотной рамы 5, имеющей плакки 6 и кулачки 7| и упор планки 8, Огра-Шгчитель У предназначен для остано ки труб перед механизмом подъема прецст 1вляюш.1Ш собой бесконечную цепь 10 с Г1риводо л II, На цепи 10 закреплен захват 12, рычаг 13 кото рого притянут прушшои 14 4 Механизм подъема №1еет верхНй15 шкив 15 от которого через дополш1тельную ось 16 приводится во вращенпе клиноременнор передачей 17 механизм вращения и подачи труб в зону сушки 5 ШЛеюпдай каретку IB с приводными роликшж 19 3 непривод роликшли 20 и поддерживающими ролЕкшли 21, С каветкой 18 связана рычажная система 22-23 Над верхшш ярусом 2 расположен механизм нанесенид покрытия 24 с приводом 25, На конце верхнего яруса 2 нахо дится откидной ограничитель 26 .движения труб Установка работает следз-ющш образом Мшочают механизм подъема труб и устан 1В1ншая)т ограштаитель движения труб в рабочее положение« По скату 4 загружа- ют трубы на нижний ярус 3 а .механизм подъема лодшвдает их на вевх1ШЙ ярус 2, где трубы под действием собственного веса скатываются до упора в отфаничЕтель 26 о, После заполнения обоих ярусов механизм подъема отключают, устанавливают скат 4 в положение, фшссирующее величину проема в зависимости от диаметра трубы, а ограничитель 26 переводят в нейтральное полокение. Затем включают механизмы нанесенш П01ФЫТИЯ и подъема труб. Приводные ролЕки 19 вращают трубу, находяноп ся на каретке 18, и в процессе вра щения наносится покрытие. Работа механизмов синхронизирована. Пока на одну трубу наносит ся покрытие, другая труба с помощь захвата 12 поднимается вверх, Прж этом планки 6 шарнирной рамы 5, ос вободившиеся от веса трубы, под действием зазсвата 12 поднимаются кверху, а кулачки 7 опускаются ниж плоскости направляюпщх, оовобоЕдая путь следующей трубе. Все трубн на боих ярусах смещаются по направлящим на расстояние, равное даа -летр} дной трубы При подходе к верхнеглу ярусу захват 12 воздействует на рычажую систему 22-23 Поддерживающие олшш 21 вместе с кареткой 18 налоняются, и окрашенная труба скатывается в зонусушки на заранее свободившееся место. Захват 12 с очередной трубой продолжает под}1ш-латься На подходе к верхнему ярусу 2 рычаг 13 захвата 12 задевает заметаллоконстРУ1ЩИЮ вер снего яруса 2 и отклоняется, растягивая пружину 14, Захват поднимается, и труба под действием собственного веса перекатывается на каретку 18, При дальнейшем движениирычаг 13 выходит из зацеплеш1Я с металлоконструкцией верхнего яруса 2 и возвращается на место пруаапюй 14, Механизм нанесешш покрытия вводится в трубу, и процесс продолжается. Когда все труоы покрыты по од ному разу, пер1шя труба вторично попадает в окраску, и на ее высохшую внутрешдаю Гсъерхность снова наносится покрытие. При этом все процессы синхронизированы, а длина ярусов направляющих расчитывается со1ласно дишлетру окрашиваемых труб, их количеству и времеш, необходимому для высыхания покрытия, и может изменяться посредством добавления ми удаления оекпий, из которых состоит металлоконструкция направляю цих, Процесс повторяется столько раз, сколько слоев покрытия требуется нанести. После окончания работы скат 4 убирается:, и на его место подают транспортную тележку, на которую с верхнего яруса 2 перекатываются окрашенные и высохшие трубы, подаваемые наверх механизмом подъема. Предмет изобретения 1 Установка для многократного покрытия и сушки внутренних поверхностей труб, содержащая механизм нанесения покрытия, механизм вращения и подачи труб в зону сушки, направляющие для перемещений труб, печь для сушки нанесенно10 покрытия, механиз1Ш поштучной подачи и подъема труб, отличающаяся тем, что, с целью сокращения цроиэводств энных площадей ж повшпешш производительности труда за счет томатиэации, механизм вращения и подачи труб в зоду cpjKi выполнен в виде каретки
-444561
оо
С роликами, направлявдие внполненн 2. Установка по пЛ. отличаюдвухъярусными с наклоном каждогощаяея тем. tiro каретка механизма
яруоа в двух плоскостях, а меха-„„«„,«.0 tmtrntm в «owv cvrnmi
низм подъема труб выполнен в видевращения и подачи трус в зону сушки
бесконечной цепи с подпружиненнымснабжена рычажной системой, взаизахватом.модействущей с захватом для ее
опрокидывания

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ СТЕКЛОПАНЕЛЕЙ«п ';А 1C.: ••-.'•- ^с А '10^.. - • 't СА*!;; "С Ь-.' -'>& ••iЕНБЛйСТг:^^ | 1964 |
|
SU165873A1 |
| Центробежная машина для отливки труб | 1983 |
|
SU1135542A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Многопозиционная центробежная машина для отливки труб | 1977 |
|
SU657907A1 |
| Центробежная многороторная машина для отливки полых изделий | 1978 |
|
SU749553A1 |
| Центробежная многопозиционная машина для отливки труб | 1980 |
|
SU876273A1 |
| Установка для многократного покрытия и сушки внутренних поверхностей труб | 1980 |
|
SU952367A1 |
| ЛИНИЯ ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТ В ЭКСПЕДИЦИЯХ И ХРАНИЛИЩАХ ХЛЕБОЗАВОДОВ | 1969 |
|
SU255878A1 |
| Установка для многократного покрытия и сушки внутренних поверхностей | 1976 |
|
SU591231A1 |
| Линия металлизации цилиндрических изделий | 1983 |
|
SU1139767A1 |

Фиг 2
i /I f
иг.З
