1
Изобретение относится к литейному производству, в частности к коц,струкции центробежной многопозицион ной машины со сменной литейной оснасткой - изложницами, которая может быть использована в литейном производстве для отливки труб.
Из известных центробежных многопозиционных м.ашин наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является центробежная многопозиционная машина для отливки труб, содержащая металлоконструкцию, верхние и нижние нацравляющие, дменные изложницы, заливочный желоб, приводные металлические стержни для образования раструбной части труб, выталкиватели изложниц, траверсы подъема и опускания изложниц, приводы выталкиватэлей, перемещения правой и левой траверс и вращения изложниц-, приводные ролики, механизмы очистки, нанесения покрытия, перемещения желоба и извлечения отливок и пневморычажный механизм разъединения изложниц с поверхностью приводных роликов 13.
Недостатком этой машины является то, что при подъеме и опускании изложнИц с яруса на ярус ввиду неодинаковых ходов правой и левой траверс при орускании последней на упоры происходит провисание держивающих ее участков цепей, звенья которых цепляют друг за друга, что приводит к обрыву цепи при дальнейшей работе. В результате этого снижается производительность машины и уве10личиваются расходы на ее ремонт.
Цель изобретения - увеличение производительности труда путем повышения надежности работы машины.
Поставленная цель достигается
15 тем, что центробежная машина, содержащая металлоконструкцию, верхние и нижние направляющие, сменные изложницы, заливочный желоб, приводные металлические стержни для образова20ния; раструбной части труб, выталкиватели изложниц, траверсы подъема и опускания изложниц, приводы выталкивателей, перемещения правой и левой траверс в виде цепей и вращения из25ложниц, приводные ролики, механизмы очистки, нанесения покрытия, перемещения желоба и извлечения отливок и пневморычажный механизм разъединения изложниц с поверхностью привод30ных роликов, снабжена компенсаторами
разности ходов правой и левой траверс, выполненным в виде цилиндрических роликов с возможностью вращения вокруг соббтвенной оси, взаимодействующих с цепями и установленных на качаемых планках.
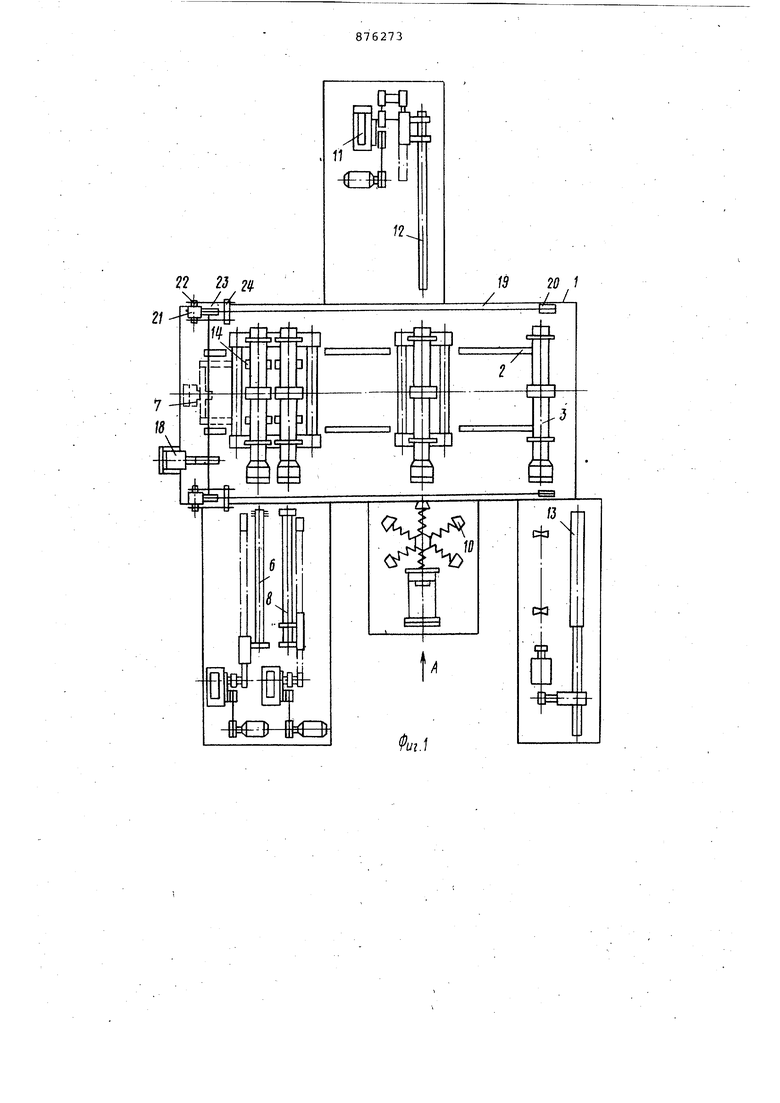
На фиг. 1 представлена машина в плане, общий вид; на фиг.2 - вид А на фиг.1.
Центробежная многопозиционная машина для отливки труб содержит металлоконструкцию 1, выполненную в виде параллелепипеда, направляющие 2, закрепленные внутри металлоконструкции на двух ярусах (нижнем и верхнем), причем с целью свободного перемещения по ним изложниц 3 (от позиции к позиции верхние направляющие наклонены влево, а нижние - вправо.
На нижнем ярусе металлоконструкции, в левой ее части, расположен привод 4, который служит для передачи вращения изложницам на позициях очистки и нанесения теплоизоляционного покрытия (краски} через приводные ролики 5.
Механизм б очистки рабочей поверхности изложниц от остатков старо краски находится со стороны раструбной части йзложни.ц. Под направляющими размещен пневморычажный механизм 7 разъединения изложниц с поверхностью приводных роликов. Против позиции окраски, со стороны раструбной части изложниц, находится механизм 8 нанесения теплоизоляционного покрытия (краски) на рабочую поверхность изложниц. На нижнем ярусе металлоконструкции расположен привод 9 вращения изложниц на позиции залив.ки металла (формирования трубы, передающий вращение через приводные ролики. Со стороны раструбной части изложниц установлен механизм 10 с металлическими стержнями для образования раструбной части трубы. С пртивоположной стороны находится механизм 11 перемещения желоба 12 в изложницу. На нижнем ярусе металлоконструкции размещен механизм 13 извлечения готовых отливок (труб) из изложниц.
Под изложницами на позициях очистки, окраски и заливки металла находятся выталкиватели 14, которые управляются электромеханическим приводом 15. Вдоль боковых стоек металлоконструкции для перемещения излйжниц с нижнего яруса на верхний и с верхнего на нижний расположены правая 16 и левая 17 траверсы, которые поднимаются и опускаются пневмомехани ческим приводом 18 и тяговыми Органами 19, например цепями, перекинутыми через отводные звездочки 20.
Пневмомеханический привод смонтирован сверху на металлоконструкции, в левой части машины. Обводные звездочки расположены также сверху на металлоконструкции, в ле. вой и правой части машины.
Для натяжки цепей во время провисания машина снабжена компенсаторами 21 разности ходов правой и левой траверс, выполненными в виде цилиндрических роликов, смонтированных на пальцах 22, прикрепленных к планкам 23, которые свободно качаются в осях 24, установленных на металлоконструкции.
У левых стоек металлоконструкции, несколько ниже уровня нижних направляющих, расположены упоры 25, на которые опускается левая траверса.
Центробежная многопозиционная машина для отливки труб управляется оператором и работает следующим образом.
Каждая изложница 3 движется по направляющим 2 на верхнем ярусе справа-налево, а на нижнем ярусе слеванаправо и последовательно проходит все технологические операции, включенные в машину.
На позициях очистки и окраски одновременно вращаются две изложницы .(по одной на каждой позиции) . Изложницы лежат на части приводных ролико 5, попарно скрепленных тремя валами. Средний вал приводится во вращение приводом 4 от электродвигателя через клиноременную передачу.
Включается привод продольного перемещения штанги со щеткой механизма 6 очистки, производится очистка рабочей поверхности изложницы от остатков старой краски.
Одновременно включаются привод прдольного перемещения штанги с фор- . Сункой механизма 8- нанесения теплоизоляционного покрытия ( краски):производится нанесение слоя краски на рабочую поверхность изложницы.
Очистка производится периодически и в случае отсутствия надобности в ней включается пневморычажный механизм 7 разъединения изложницы с поверхностью приводных роликов 5. Этот механизм приподнимает изложницу над приводными роликами на 5 мм, отключая ее от вращения.
После возврата механизмов 6 и 8 в исходное положение выключается привод 4, включается привод 5 выталкивателей 14 и изложница с позиций очистки перекатывается по роликам 5 на позицию окраски, а изложница с позиции окраски по направляющим 2 перекатывается на позицию заливки металла.
На позиции заливки металла изложница лежит на четырех приводных роликах 5, попарно скрепленных двумя валами. Один из валов приводится во вращение приводом 9 от электродвигателя через клиноременную пере,дачу. Изложница вращается. Одновременно включается привод механизма 11 (желоб 12 направляется в изложниц и привод механизма 10 (металлический стержень направляется в раструбную часть изложницы,) ,
После того, как желоб вошел в изложницу ,подается команда на возвратно Перемещение желоба 12 и одновременно производится заливка металла на желоб, а с желоба металла сливается во вращающуюся изложницу, формируя трубу.
После сформирования трубы металлический стержень возвращается .в исходное положение.
После возврата .механизмов 10 и 11 в исходное положение выключается привод 9, включается привод 15 выталкивателей 14 и изложница с трубой перекатывается по нижним направляющим 2 с позиции заливки на позицию извлечения трубы.
На этой позиции включается привод механизма 13 извлечения труб. Управляемая пневмоцилиндром штанга с цангой на конце входит в раструбную . часть трубы, цанга разжимается, защепляя ее, механизм 13 возвращается в исходное положение с извлеченной из- изложницы трубой. Включается привод 18.
Так как расстояние между концами верхних и нижних направляющих справа и слева неодинаково (ввиду наклона их в разные стороны), то для укладки изложниц на них требуются разные хода правой 16 и левой 17 траверс, поэтому при движении вниз последняя опускается на упоры 25, а первая продолжает свое движение вверх, в результате чепо участки цепей между левой траверсой и левыми обводными звездочками 20 провисают. Компенсаторы 21 с планками 23 под своей массой свободно поворачиваются вокруг осей 24 и поддерживают цепи в натянутом состоянии.
При ходе левой траверсы вверх цепи выпрямляются и возвращают компенсаторы в исходное..положение.
Боковые поверхности роликов равномерно изнашиваются при трении о цепи ввиду свободного вращения их вокруг пальцев 22.
Внедрение предлагаемого изобретения на одной машине дает экономический эффект 10 тыс. рублей в год за счет увеличения производи0тельности машины и.уменьшения расходов на ее ремонт.
Формула изобретения
Центробежная многопозиционная машина для отливки труб, содержащая металлоконструкцию, верхние и нижние направляющие, сменные изложницы, заливочный желоб, приводные металлические стержни для образования раструбной части труб, выталкиватели изложниц, траверсы подъема и опускания изложниц, приводы выталкивателей, перемещения правой и левой траверс в .виде цепей и вращения изложниц, приводные ролики, механизмы-очистки, нанесения покрытия, перемещения желоба и извлечения отливок и пневморычажный механизм разъединения изложниц с поверхностью приводных роликов, Отлича-ющаяся тем, что, с целью увеличения производительности труда путем повышения надежности работы машины, она снабжена компенсаторами разности ходов правой и левой траверс, выполненными в виде цилиндрических роликов с возможностью вращения вокруг собственной оси, взаимодействующих с цепями и установленных на качаемых планках.
Источники информации принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 512857, кл. В 22D 13/02, 1976;
Ы/1


| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная центробежная машина для отливки труб | 1977 |
|
SU657907A1 |
| Центробежная машина для отливки труб | 1983 |
|
SU1135542A1 |
| Центробежная многопозиционная ма-шиНА для ОТлиВКи ТРуб | 1979 |
|
SU850288A1 |
| Многопозиционная центробежная машина для отливки труб | 1983 |
|
SU1135545A1 |
| Многопозиционная центробежная машина для отливки труб | 1980 |
|
SU917900A1 |
| Многопозиционная центробежная машина для отливки труб | 1977 |
|
SU716705A1 |
| Многопозиционная центробежная машина для отливки труб | 1985 |
|
SU1268284A1 |
| Многопозиционная центробежная машина для отливки труб | 1978 |
|
SU774786A1 |
| Многопозиционная центробежная машина для отливки труб | 1981 |
|
SU1013090A1 |
| Линия для отливки труб центробежным способом в металлические формы | 1980 |
|
SU910339A1 |