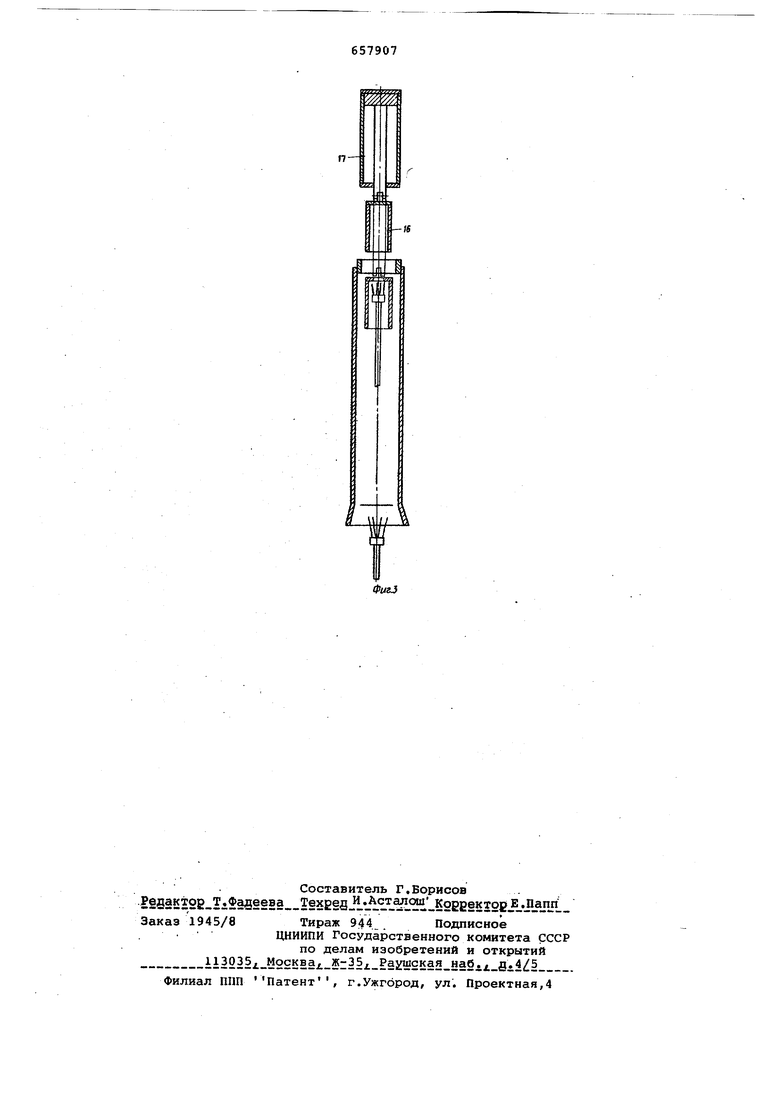
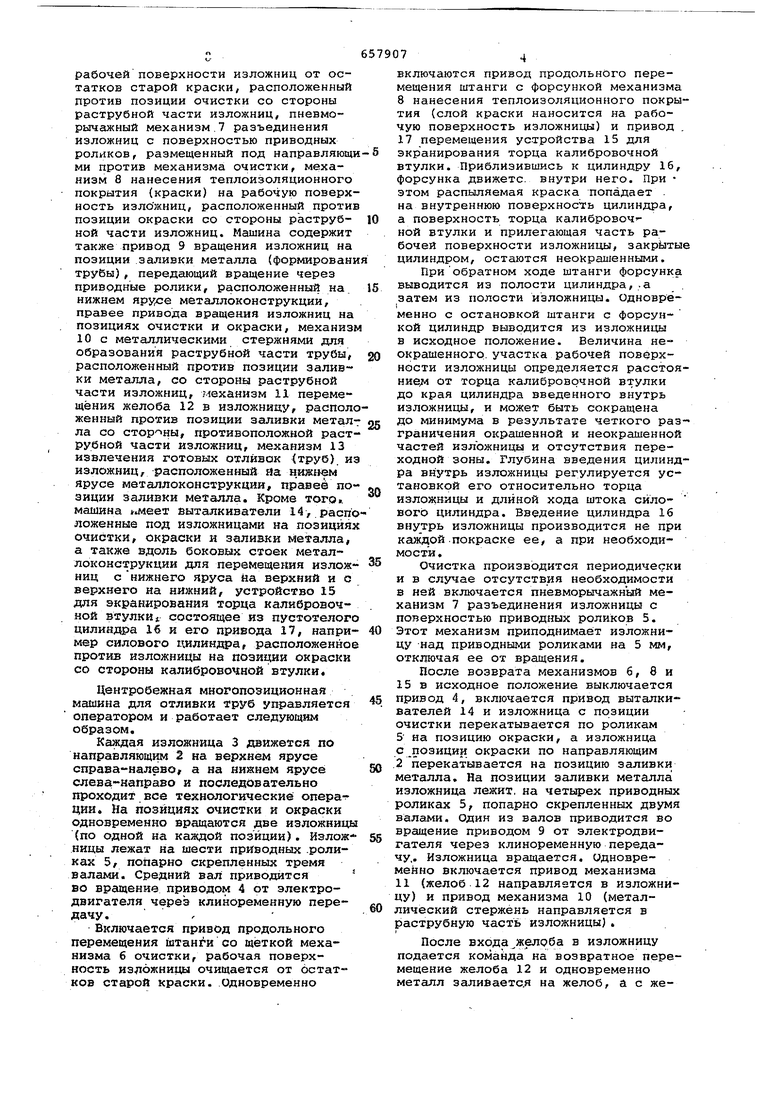
рабочей поверхности изложниц от остатков старой краски, расположенный против позиции очистки со стороны раструбной части изложниц, пневморычажный механизм.7 разъединения изложниц с поверхностью приводных роликов, размещенный под направляющи ми против механизма очистки, механизм 8 нанесения теплоизоляционного покрытия (краски) на рабочую поверхность изложниц, расположенный против позиции окраски со стороны раструбной части изложниц. Машина содержит также привод 9 вращения изложниц на позиции заливки металла (формировани труВы), передающий вращение через приводные ролики, расположенный на нижнем ярусе металлоконструкции, правее привода вращения изложниц на позициях очистки и окраски, механиз 10 с металлическими стержнями для образования раструбной части трубы, расположенный против позиции эалиаки металла, со стороны раструбной части изложниц, механизм 11 перемещения желоба 12 в изложницу, распол женный против позиции заливки метал ла со стор-ны, противоположной раст рубной части изложниц, механизм 13 извлечения готовых отливок труб). и изложниц, расположенный Яа нижнем ярусе металлоконструкции, правее позиции заливки металла. Кроме того., машина меет выталкиватели 14 распо ложенные под изложницами на позициях очистки, окраски и залиаки металла, а также вдоль боковых стоек металлоконструкции для перемещения изложниц с нижнего яруса йа верхний и с верхнего на нижний, устройство 15 для экранирования торца калибровочной втулкиt состоящее из пустотелого цилиндра 16 и его привода 17, например силового цилиндра, расположенное против изложницы на позиции окраски со стороны калибровочной втулки. Центробежная многопозиционная машина для отливки труб управляется оператором и работает следующим образом. Каждая изложница 3 движется по направляющим 2 на верхнем ярусе справа-налево а на нижнем ярусе слева-направо и последовательно проходит все технологические опера-г ции. На позициях очистки и окраски одновременно вращаются две изложницы (по одной на каждой позй:ции). Иэложницы лежат на шести приводных .роликах 5f попарно скрепленных тремя валами. Средний вал приводится во вращение приводом 4 от электродвигателя через клиноременную передачу. . Включается привод продольного перемещения штанги со тёткой механизма 6 очистки, рабочая поверхность изложницы очищается от остатков старой краски. Одновременно включаются привод продольного перемещения штанги с форсункой механизма 8 нанесения теплоизоляционного покрытия (слой краски наносится на рабочую поверхность изложницы) и привод . 17 перемещения устройства 15 для экранирования торца калибровочной втулки. Приблизившись к цилиндру 16, форсунка движете, внутри него. При этом распыляемая краска попадает на внутреннюю поверхность цилиндра, а поверхность торца калибровочной втулки и прилегающая часть рабочей поверхности изложницы, закрытые цилиндром, остаются неокрашенными. Приобратном ходе штанги форсунка выводится из полости цилиндра,.а затем из полости изложницы. Одновременно с остановкой штанги с форсункой цилиндр выводится из изложницы в исходное положение. Величина неокрашенного, участка рабочей повёгрхности изложницы определяется расстояние;л от торца калибровочной втулки до края цилиндра введенного внутрь изложницы, и может быть сокращена до минимума в результате четкого разграничения окрашенной и неокрашенной частей изложницы и отсутствия переходной зоны. Глубина введения цилиндра внутрь изложницы регулируется установкой его относительно торца изложницы и длиной хода штока силовогО цилиндра. Введение цилиндра 16 внутрь изложницы производится не при каждой.покраске ее, а при необходимости. Очистка производится периодически и в случае отсутствия необходимости в ней включается пневморычажный механизм 7 разъединения изложницы с поверхностью приводных роликов 5. Этот механизм приподнимает изложницу -над приводными роликами на 5 мм, отключая ее от вращения. После возврата механизмов 6, 8 и 15 в исходное положение выключается привод 4, включается привод выталкивателей 14 и изложница с позиции очистки перекатывается по роликам 5 на позицию окраски, а изложница оппозиции окраски по направляющим .2 перекатывается на позицию заливки металла. На позиции заливки металла изложница лежит, на четырех приводных роликах 5f попарно скрепленных двумя валами. Один из валов приводится во вращение приводом 9 от электродвигателя через клиноременную передачу,. Изложница вращается. Одновременно включается привод механизма 11 (желоб 12 направляется в изложницу) и привод механизма 10 (металлический стержень направляется в раструбную часть изложницы). После входа желоба в изложницу подается комайда на возвратное перемещение желоба 12 и одновременно металл залийаетс.я на желоб, а с желоба сливается во вращающуюся изложницу, формируя трубу. После сформирозания трубы металлический стержень возвращается в исходное положение. После воэврата( механизмов 10 и 11 в исходное положение выключается привод 9, включается привод выталкивателей 14, и изложница с трубой перекатывается по направляющим 2 с позиции заливки на позицию извлечения трубы.«На этой позиции включается привод механизма 13 извлечения труб. Управляемая пневмоцилиндром штанга с цангой на конце входит в раструбную часть трубы, цанга разжимается, защепляя ее, механизм 13 возвращается в исходное положение с извлеченной из изложницы трубойJ Включается привод выталкивателей 14. Изложница поднимается на верхний ярус, перекатывается в левую часть металлоконструкции 1, выталкиватели возвращаются в исходное положение.
Формула изобретения Многопозйционная центробежная машина для отливки труб, содержащая
металлоконструкцию, направляющие, сменные изложницы, заливочный желоб, приводные металлические стержни , для образования раструбной части труб, выталкиватели, приводы вращения изложниц, приводные ролики, механизмы очистки, окраски изложниц, перемещения желоба,. ;извлечения отливок, разъединения изложниц с поверхностью приводных роликов, отличающаяся тем, что, с целью повышения ее эксплуатационной надежности, улучшения качества н сокращения брака труб, она снабжена устройством для экранирования торца калиб- ровочной втулки во время окраски изложницы, выполненным в виде приводного пустотелого цилиндра, расположенного против механизма окраски изг ложниц.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 512857, кл. В 22 ТЭ 13/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная многопозиционная машина для отливки труб | 1980 |
|
SU876273A1 |
| Центробежная многопозиционная ма-шиНА для ОТлиВКи ТРуб | 1979 |
|
SU850288A1 |
| Центробежная машина для отливки труб | 1983 |
|
SU1135542A1 |
| Центробежная машина для отливки чугунных труб | 1978 |
|
SU766740A1 |
| Многопозиционная центробежная машина для отливки труб | 1983 |
|
SU1135545A1 |
| Многопозиционная центробежная машина для отливки труб | 1980 |
|
SU917900A1 |
| Линия для отливки труб центробежным способом в металлические формы | 1980 |
|
SU910339A1 |
| Центробежная многороторная машина для отливки полых изделий | 1978 |
|
SU749553A1 |
| Многопозиционная центробежная машина для отливки труб | 1977 |
|
SU716705A1 |
| Многопозиционная центробежная машина для отливки труб | 1981 |
|
SU1013090A1 |