Устройство относится к области автоматизации штамповочного производства и может быть использовано для удаления деталей из-под пресса.
Известны автоматические устройства для выгрузки деталей цилиндрической формы, например валиков и втулок, содержащие приемник ярусные органы перемещения деталей, лоток выдачи с отсекателем и привод.
Однако такие устройства не обеспечивают синхронизации работы ползуна пресса с поштучной выгрузкой деталей на заданную высоту в ориентированном положении, в частности для деталей типа колпаков. Это происходит вследствие того, что ярусные органы перемещения деталей совершают возвратнопоступательное движение от дополнительного привода, а детали при этом попадают в оункер не ориентированными, что при значительной их массе может привести к вмятинам поверхности и забоинам.
Для обеспечения синхронизации работы ползуна пресса с поштучной выдачей деталей на заданную высоту в ориентированном положении предлагаемое устройство снабжено смонтированной на прессе траверсой, кинематически связанной с его ползуном и несущей дополнительные приемные и промежуточные лотки П-образной формы с дном, наклоненным в сторону выдачи деталей, причем внутри приемника шарнирно установлен качающийся подпружиненный рычаг с роликом, взаимодействующим с приемным лотком траверсы.
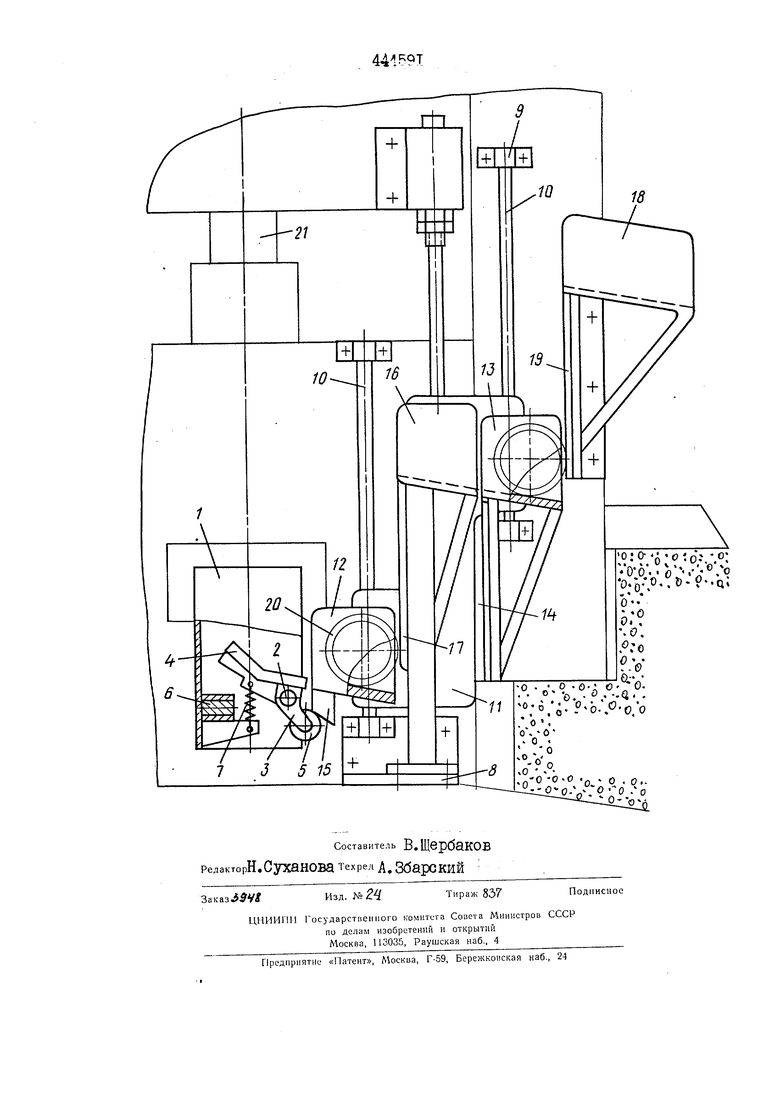
На чертеже схематично показано предлагаемое устройство.
Устройство содержит загрузочный П-образный склиз I, закрепленный на станине пресса. Внутри склиза на оси 2 установлен рычаг 3, на одном конце которого закреплен призматический лоток 4, а на другом - ролик 5. Нижней опорой для лотка служит буфер 6, для возвращения лотка в исходное положение - прукина 7. На основании Вив кронштейнах 9, закрепленных на станине пресса, установлены штанги 10, по которым перемещается траверса II с установленными на не приемным 12 и промежуточным 13 лот ками, причем промежуточный лоток снабжен отсекателем 14, а на приемноы лотке напротив ролика 5 жест ко закреплен копир 15. На основании 8 также закреплен промежуточный iioTOK 16 с отсекателеы 17, а ш станине пресса - лоток 18 выдачи с отсекателем 19. Траверса II кинематически свя зана с ползуном пресса. Деталь 20, снятая с пуансона 21, перемещается шибером (на чертеже не показан) в загрузочный склиз I. Устройство работает следующим образом. При ходе ползуна пресса вверх деталь 20 снимается съемником с пуансона 21 и перемещается шибером на склиз I, откуда попадает на призматический лоток 4 и переориен тируется на 90 . Одновременно с этим при ходе ползуна пресса вниз траверса II перемещается по направляющим штангам 10 вместе с закрепленными на ней лотками 12 и 13. В конце хода ползуна пресса копир 15, взаимодействуя с роликом 5 через рычаг 3, поворачивает вокруг оси 2 лоток 4, и деталь скатывается на приемный лоток 12 до отсекателя 17. При очередном ходе ползуна пресса вверх следующая деталь снимается с пуансона и попадает на 1КЛИЗ I, а деталь, находящаяся на 1риемном лотке 12, поднимается до 1ромежуточного лотка 16 и перекатывается по этому лотку до отоекате1Я 14. При очередном ходе ползуна пресса вниз промежуточный лоток 13 зтаноБится напротив промежуточного лотка 16, и деталь перекатывазтся в промежуточный лоток 13 до упора в отсекатель 19. а затем при ходе вверх из лотка 18 выдачи деталь подается на транспортер для передачи ее на другой технологический участок. ПРЕДМЕТ ИЗОБРЕТЕНИЯ Автоматическое устройство к прессу для поштучной выгрузки цилиндрических деталей, преимущественно колпаков, содержащее приемник, ярусные органы перемещения деталей, лоток выдачи с отсекателем и привод, отличающееся тем, что, с целью обеспечения синхронизации работы ползуна пресса с поштучной выдачей деталей на заданную высоту в ориентированном положении, оно снабжено смонтированной на прессе траверсой, кинематически связанной с его ползуном и несущей дополнительные приемные и , промежуточные лотки П-образной формы с дном, наклоненным в сторО ау выдачи деталей, причем внутри приемника шарнирно установлен качающийся подпружиненный рычаг с роликом, взаимодействующим с приемным лотком траверсы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи заготовок | 1973 |
|
SU500857A1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Устройство ориентирования и выдачи изделий типа колпачков | 1987 |
|
SU1452770A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ЗАГОТОВОК | 1973 |
|
SU370009A1 |
| РОТОРНАЯ МАШИНА СБОРКИ | 1992 |
|
RU2014195C1 |
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |