1
I Изобретение относится к машино-и автомсбилестроению и может быть применено на машино-и автомобилестроительных нредпртятилх.
Известен способ автоматического регулирования точности форш детали в продольном сечении в процессе шлифования на круглошлифовальных станках, при котором непрерывно контролируют по всей длине обрабатьшаемую деталь и преобразуют электрический имцульс от датчика в механический шлпульс для привода в движение пиноли задней бабки станка.
Однако этот способ позволяет компенсировать в процессе обработки лишь конусность, а корсетность, бочкообразность и прочие погрешности не компенсируются.
Целью изобретения является повышение точности форлы детали и повышение производительности обработки.
Это достигается тем, что по (результатам измерений изменяют по|верхность пшифовального круга, перемещая правящий алмазный карандаш вдоль образующей шл1 овадьного круга,
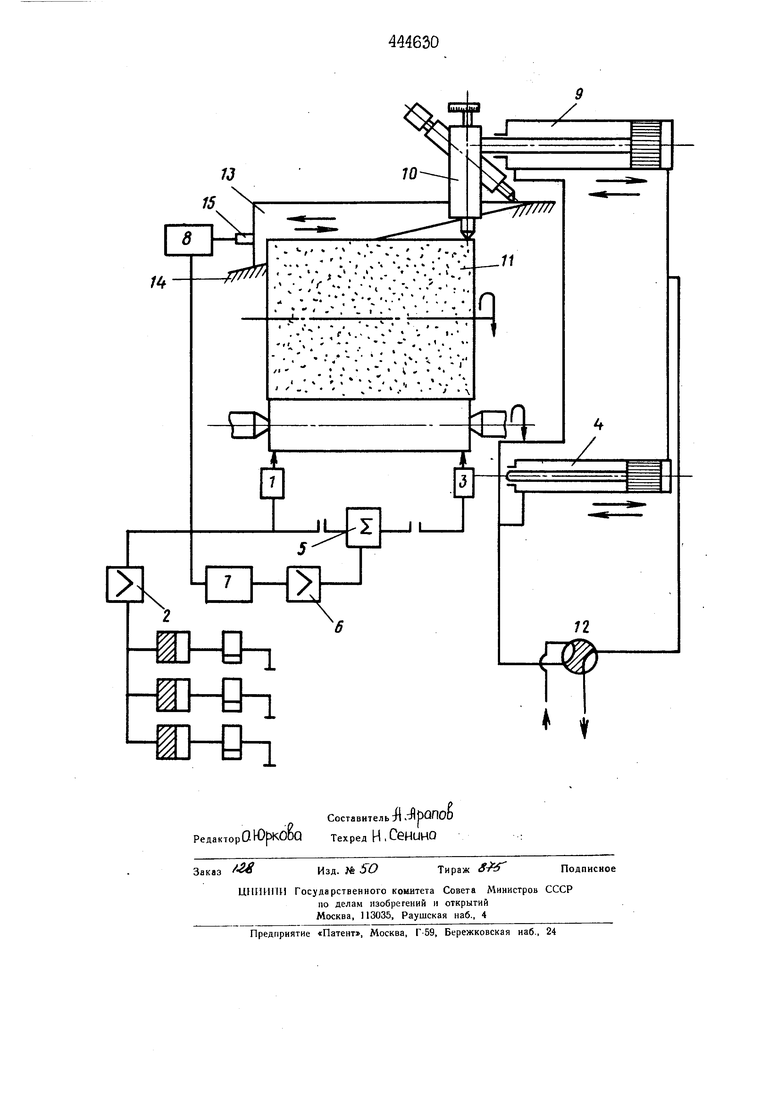
На чертеже изображена система регулирования точности форлы детали.
Система содерашт измерительную головку I с электрическим преобразователем, -усилитель 2 и несколько (в данном случае три) тригерно-релейных групп, прибор контроля $opviH обрабатываемой детали в продольном сечении с измерительной головкой 3 с электрическим преобразователем, которая жестко связана со штоком гидроцилиндра 4 и имеет возможность перемещаться параллельно обрабатываемой поверхности по направлякщим (на чертеже не показаны;. Измерительные сигналы с головок I и 3 поступают в сушлатор 5, на выходе которого шлеется усилитель 6, электрически связанный с сельсином-датчиком 7 и сельсиномI приемником 8, Гидроцилиндр 4 может
синхронно перемещаться и гадроцилиндром 9 механизма правки 10 шлифовального круга II. Направление движения гидроцилиндров 4 и 9 онределяется положением золотника 12. Копир механизма правки 10 выполнен в виде 13, который перемещается по наклонным направляющим 14 при вращении 1 шкров1шта 15, жестко связанного с ротором сельсина-пртемника 8,
При достиженииразмером обрабатываемой детали урвня настройки триггера срабатывает реле и выдает команду на переключение автоматической подачи оабки шлифовального круга ii - начинается этап (чернового ) чистового щлифования. Через некоторое врегля на этапе установившегося tчернового) чистового шлифования размер детали достигает уровня настройки другого триггера и вследствие срабатывания его реле золотшк 12 устанавливается в таком положении, при котором гвдроцилиндры 4 и 9 начинают свое движение влево, а на вход суглматора 5 подаются измерительные сигналы с головок I и 3, С выхода сумматора 5 разность сигналов с этих измерительных головок, определяющая погрешность формы в продольном сечении детали, преобразуется посредством усилителя 6,сельсина-датчика ,сельсина-приемника 8 и микровинта 15 в соответствующее движение клина 1б по направляющим 14. Так как гидроцилиндр 4, перемещающий измерительную головку 3, и гкдроцилиндр 9 механизма правки движутся с одинаковой скоростью, то в результате движения клина 13 правящий инструмент механизма правки 10 врезается в шли(1ювальный круг на глубину, величина которой пропорциональна нещминдричности в соответствующем сечении, и компенсируется тем caivraM погрешность Форш в продольном сечении детали в процессе обработки.
Предмет изобретения
Способ автоматического регулирования точности форг.ш детали в продольном сечении при врезном шлифовании, при котором контролируют отклонения обрабатываемой детали датчиком, перемещающимся вдоль образующей, и устраняют погрешность путем поперечного перемещения исполнительного органа, отличающийся тем, что,с с целью повышения точности формы детали и повышения производительности обработки, по результатам измерений изменяют поверхность шлифовального круга, перемещая правящий алмазный карандаш вдоль образующей шлифовального круга синхронно с датчиком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования точности формы детали | 1973 |
|
SU448944A1 |
| Профилешлифовальный станок | 1976 |
|
SU1030142A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Система активного контроля точности формы и размеров многоступенчатых деталей | 1973 |
|
SU442044A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ АВТОМАТВСЕСОЮЗНАЯПЛ:НТ1Ш-Т[ХШ':Е:КАБИБЛИОТЕКА | 1970 |
|
SU279364A1 |
| Способ шлифования на многокруговом круглошлифовальном станке | 1972 |
|
SU475256A1 |