(54) СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЧНОСТИ ФОРМЫ ДЕТАЛИ
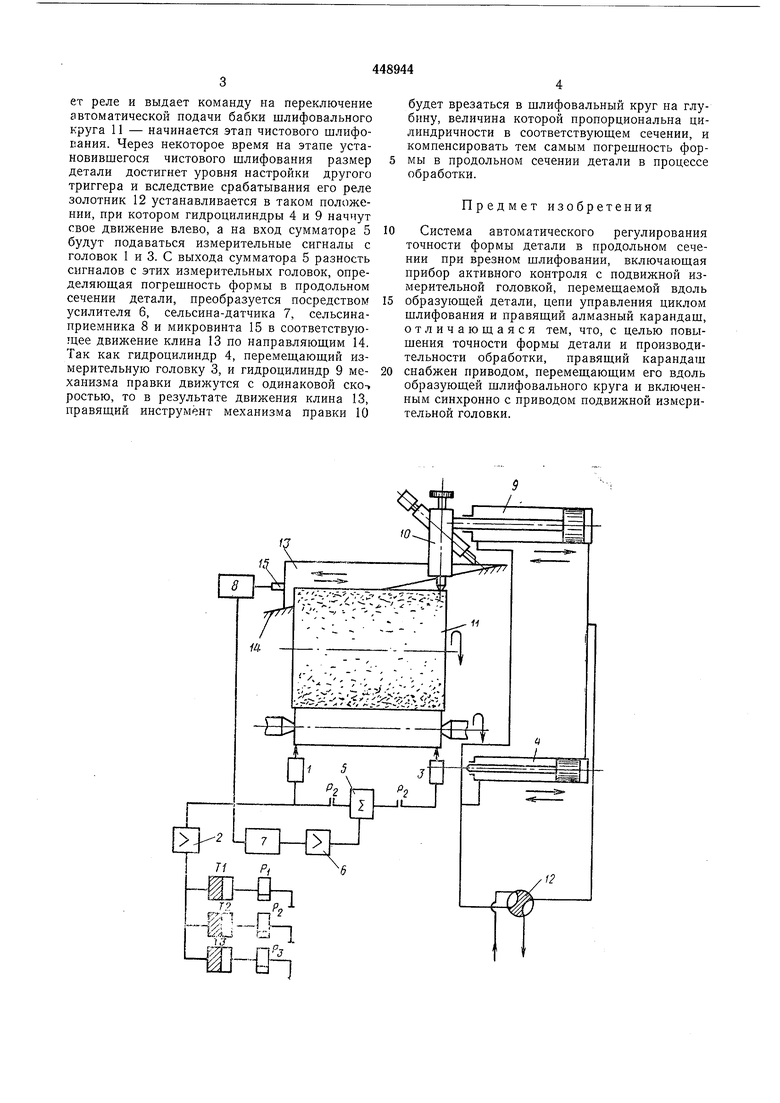
ет реле и выдает команду на переключение автоматической подачи бабки шлифовального круга 11 - начинается этап чистового шлифования. Через некоторое время на этапе установившегося чистового шлифования размер детали достигнет уровня настройки другого триггера и вследствие срабатывания его реле золотник 12 устанавливается в таком положении, при котором гидроцилиндры 4 и 9 начнут свое движение влево, а на вход сумматора 5 будут подаваться измерительные сигналы с головок 1 и 3. С выхода сумматора 5 разность сигналов с этих измерительных головок, определяюш ая погрешность формы в продольном сечении детали, преобразуется посредством усилителя 6, сельсина-датчика 7, сельсинаприемника 8 и микровинта 15 в соответствующее движение клина 13 по направляющим 14. Так как гидроцилиндр 4, перемещаюш,ий измерительную головку 3, и гидроцилиндр 9 механизма правки движутся с одинаковой ско-, ростью, то в результате движения клина 13, правящий инструмент механизма правки 10
будет врезаться в шлифовальный круг на глубину, величина которой пропорциональна цилиндричности в соответствующем сечении, и компенсировать тем самым погрешность формы в продольном сечении детали в процессе обработки.
Предмет изобретения
Система автоматического регулирования точности формы детали в продольном сечении при врезном шлифовании, включающая прибор активного контроля с подвижной измерительной головкой, перемещаемой вдоль образующей детали, цепи управления циклом щлифования и правящий алмазный карандаш, отличающаяся тем, что, с целью повышения точности формы детали и производительности обработки, правящий карандаш снабжен приводом, перемещающим его вдоль образующей шлифовального круга и включенным синхронно с приводом подвижной измерительной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования точности формы детали | 1973 |
|
SU444630A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Профилешлифовальный станок | 1976 |
|
SU1030142A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ АВТОМАТВСЕСОЮЗНАЯПЛ:НТ1Ш-Т[ХШ':Е:КАБИБЛИОТЕКА | 1970 |
|
SU279364A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| Способ шлифования на многокруговом круглошлифовальном станке | 1972 |
|
SU475256A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Система активного контроля точности формы и размеров многоступенчатых деталей | 1973 |
|
SU442044A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
/
т
Г
М
