(54) МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
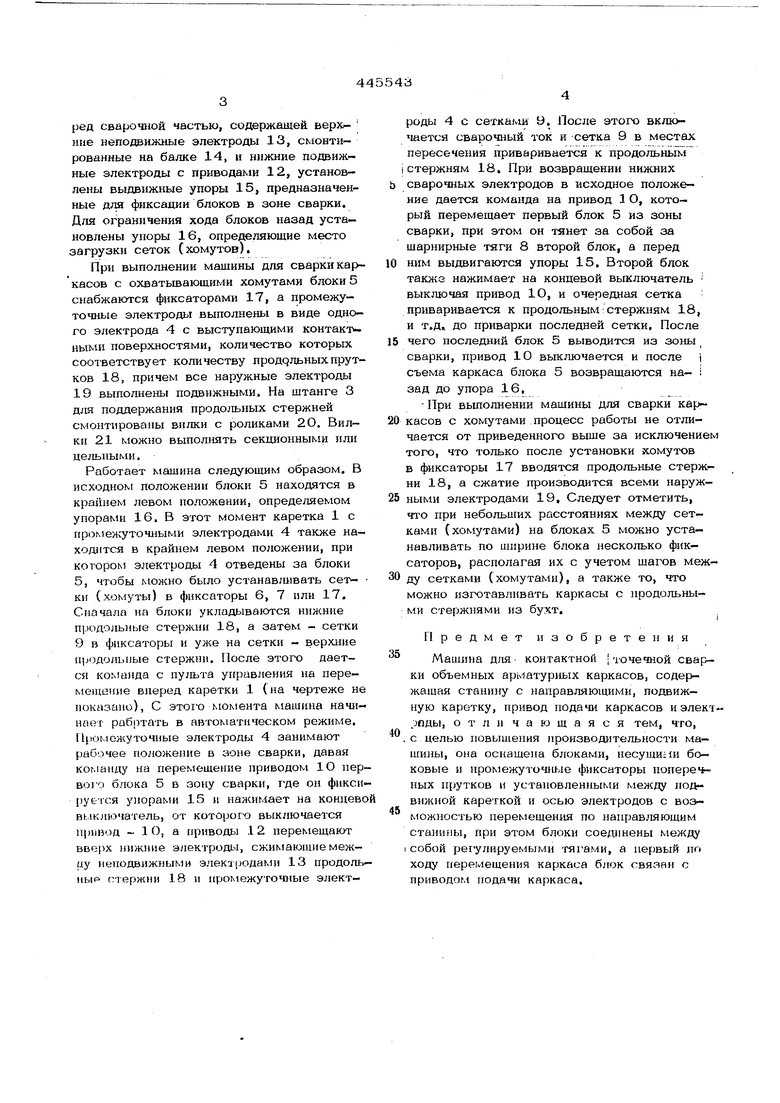
ред сварочной частью, содержащей неподвижньш электроды 13, смонтированные на балке 14, и нижние подвижные электроды с приводами 12, установлены выдвижные упоры 15, предназначенные для фиксации блоков в зоне сварки. Для ограничения хода блоков назад установлены уноры 16, определяющие место загрузки сеток (хомутов).
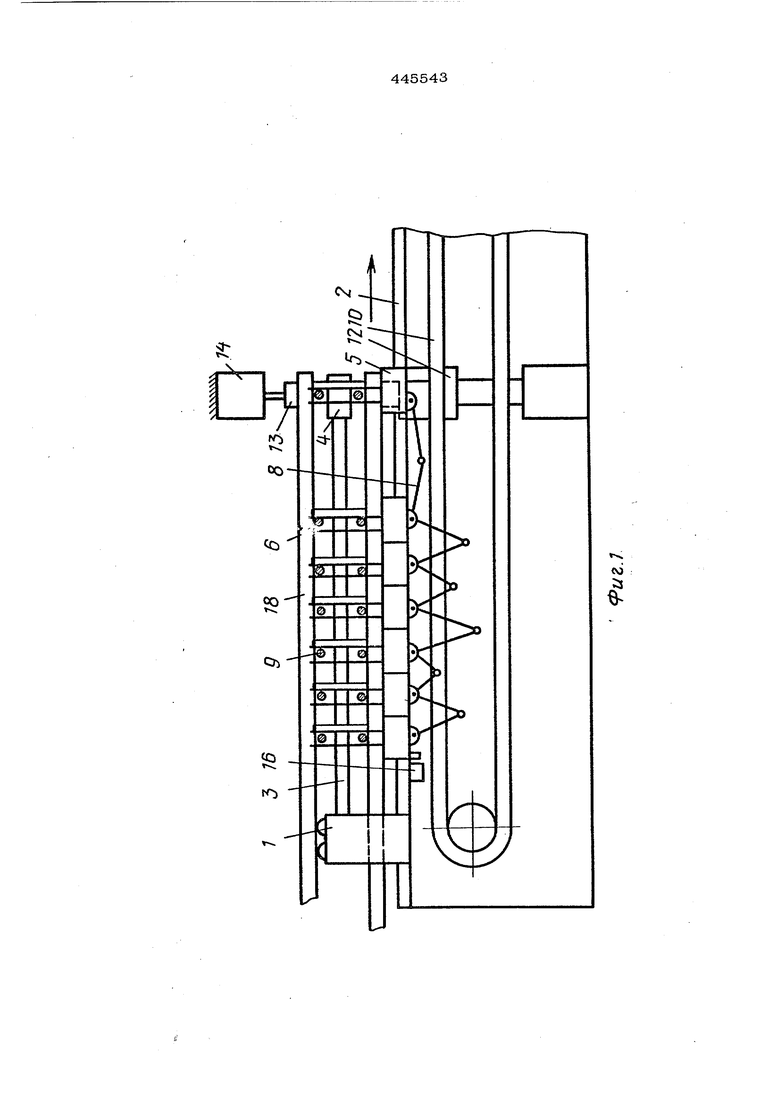
При выполнении машины для сварки каркасов с охватывающими хомутами блоки 5 снабжаются фиксаторами 17, а промежуточные электроды выполнены в виде одного электрода 4 с выступающими контакт, ными поверхностями, количество которых соответствует количеству продцльныхпрутков 18, причем все наружные электроды 19 выполнены подвижными. На щтанге 3 для поддержания продольных стержней смонтированы вилки с роликами 2О. Вилки 21 можно выполнять секционными или цельными.
Работает машина следующим образом. В исходном положении блоки 5 находятся в крайнем левом положении, определяемом упорами 16. В этот момент каретка 1 с промехсуточными электродами 4 также находится в крайнем левом положении, при котором электроды 4 отведены за блоки 5, чтобы можно было устанавшшать сет- ки (хомуты) в фиксаторы 6, 7 или 17. Сначала на блоки укладываются нижние продольные стержни 18, а затем - сетки 9 в фиксаторы и уже на сетки - верхние продольные стержни. После этого дается команда с пульта управления на перемещение внеред каретки 1 (на чертеже не показано), С этог-о момента машина начинаег рабртать в автоматическом режиме. Промежуточные электроды 4 занимают рабочее положение в зоне сварки, давая команду на перемещение приводом 1О нерBOio блока 5 в зону сварки, где он фиксируется упорами 15 и нажимает на концево вык.1початель, от которого выключается привод - 1 О, а приводы 12 перемещают вверх нижние электроды, сжимающие межцу неподвижными электродами 13 продольныр стержни 18 и промежуточные электроды 4 с сетками 9. После этого включается сварочный ток и -сетка 9 в местах пересечения приваривается к продольным i стержням 18, При возвращении нижних
сварочных электродов в исходное положение дается команда на привод 1 О, который перемещает первый блок 5 из зоны сварки, при этом он тянет за собой за шарнирные тяги 8 второй блок, а перед
ним выдвигаются упоры 15. Второй блок таклхз нажимает на концевой выключатель выключая привод 1О, и очередная сетка приваривается к продольным: стержням 18, и т.д до приварки последней сетки. После
5 чего последний блок 5 выводится из зоны сварки, привод 10 выключается и после i съема каркаса блока 5 возвращаются на- i зад до упора 16.
- При вьшолнении машины для сварки кар-
0 касов с хомутами процесс работы не отличается от приведенного выше за исключением того, что только после установки хомутов в фиксаторы 17 вводят-ся продольные стержни 18, а сжатие производится всеми наруж-
5 ными электродами 19, Следует отметить, что при небольших расстояниях между сетками (хомутами) на блоках 5 можно устанавливать по ширине блока несколько фиксаторов, располагая их с учетом шагов между сетками (хомутами), а также то, что можно изготав.аивать каркасы с продольными стерж1Шми из бухт.
i
Предмет изобретения
Машина д;ш контактной точечной сварки объемных арматурных каркасов, содержашая станину с направляющими, подвижную каретку, привод подачи каркасов иэлектрпды, о т л и чающаяся тем, что, с целью повышения производительности машины, она оснащена блоками, несушиаи боковые и иромежуточщле фиксаторы поперечных прутков и установленными между подвижной кареткой и осью электродов с возможностью перемещения по направ/гающим станяиы, при этом блоки соединены между собой регулируемыми тягами, а первый по ходу перемещения каркаса блок связан с приводом подачи каркаса.
со
Фиг.2
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU535992A1 |
| Машина для контактной точечной сварки арматурных сеток | 1976 |
|
SU592497A1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1981 |
|
SU959951A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
Фигд
(ригл
