1
Известна система для автоматического управления. зубошлифовальными станками с датчиками активной мощности, выходы которых соединены через блоки вычета мощности холостого хода приводов шлифоваль- ных кругов с блоком задания, подключенным к блоку устранения перерегулирования, соединенного с исполнительным органом.
Эти системы обладают ограниченной ностью регулирования импульсной мощности резания, имеют малую надежность и производительность обработки.
Цель изобретения - устранение шлифоваль ных дефектов, повышение точности и произ водительности обработки.
Для этого в систему введены блок памяти, включенный между блоками вычета мош- ности холостого хода и блоком задания, бло сравнения и блок управления памятью, подхлюченяый к одному из выходов блока задаНИИ и к входу блока сравнения, соединенного с испопнятельным органом через реверси| « ный счетчик и ключевую матрицу, кроме то14), два других выхода блока задания соединены с блоком устранения перерегулирования через блок начала и конца обработки и триггер знака, первый из которых соединен непосредственно, а второй через схему со- впадения с реверсивным счетчиком.
Для устранения перерегулирования при врезании круга в начало зуба шестерни, блок устранения перерегулирования выполнен в виде счетчика мощности, №1ходы котброго соединены через схемы совпадений с реверсивным счетчиком и через схемы совпадения схему ИЛИ и ключ с входом счетчика мощности, причем второй вход ключа соединен с выходом блока начала и конца обработки.
Блок сравнения снабжен цепочкой из последовательно соединенных нереверсивного счетчика и ключевой матрицы.
Блок управления памятью выполнен из двух одновибраторов, к входу одного из которых подключен блок задания, а выходы другого соединены соответственно с блоком памяти и череё блок разрешения считывания с блоком сравнения.
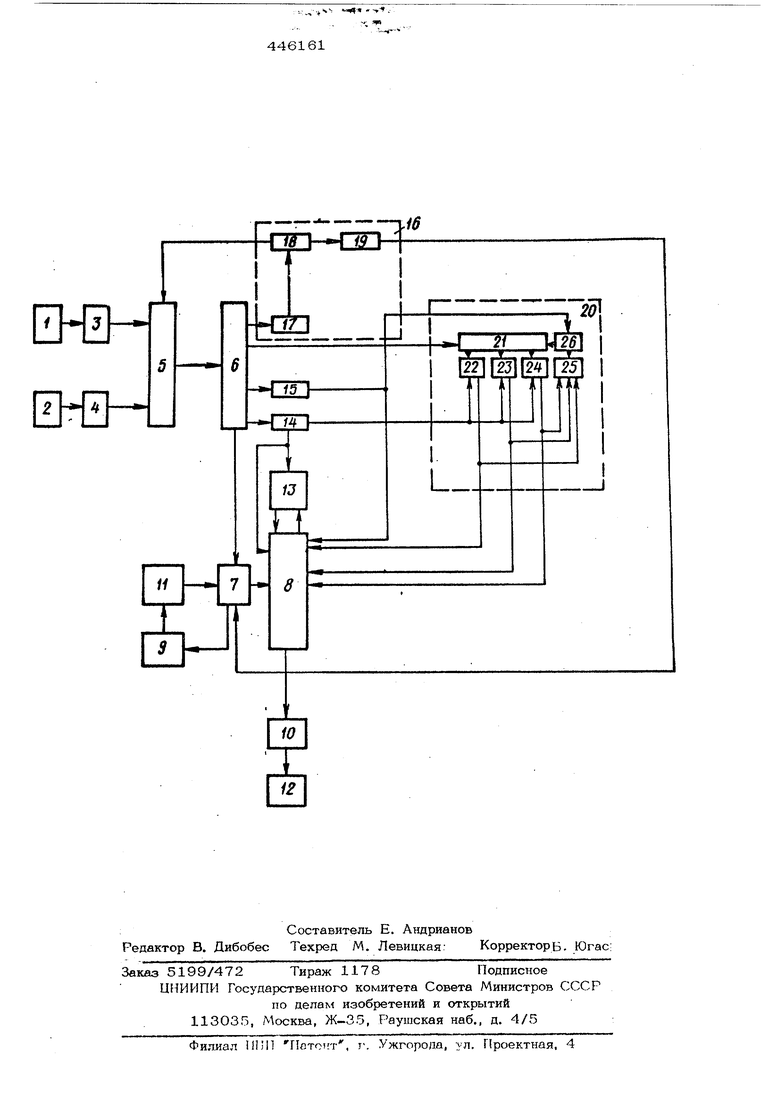
На чертеже дана блок-схема предложенно системы. Система состоит из двух датчиков 1 и 2 активной мощности, двух блоков 3 и 4 вычета мощности хопостого хода электродвигателей приводов шлифовальных кругов, блока 5 памяти, блока 6 задания, блока (диод- но-регенеративного устройства),7 сравнения напряжений, реверсивного 8 и нереверсивного 9 счетчиков с ключевыми матрицами 10 и 11 соответственно, следящего золотника 12, схемы 13 совпадений, триггера 14 знака, блока 15 начала и конца обработки зуба шестерни, блока 16 управления памятью, со- держащего два одновибратора 17 и 18 и блок 19 разрешения считывания, блока 20 устранения перерегулирования со счетчиком 21 импульсов мощности резания, схемами 22, 23 я 24 совпадений, схемой ИЛИ 25 и ключом 26 управления счетчиком 21 импульсов мощности резания. При шлифовании зубчатых колес на станках, работающих по методу обкатки тарельчатыми кругами, круги поочередно врезают- ся в зуб шестерни, нагружая тем самым электродвигатели приводов шлифовальных кру гов. Активная мощность, потребляемая электродвигателями из сети и фиксируемая датчиками 1 и 2 активной мощности, расходует ся не только на резание, но и на потери холостого хода. Потери холостого хода зависят от состояния подшипников шлифовальных бабок, натяжения ремней и могут значительно изменяться. Поэтому для повышения точности регулирования из сигнала, пропорционального полной активной мощности, вычитается сигнал блоками 3 и 4 вычета мощности холостого хода, пропорциональный активной мощности холостого хода,. Таким образом, в блок 5 памяти поступают сигналы, пропорциональные только мощности резания. Блок 5памяти запоминает амплитуду сигналов, пришедших от обоих электродвигателей приводов шлифовальных кругов, и .выдает в блок 6задания больший из них. После сравнения с задающим напряжением в блоке 6 сигнал поступает на диодно-регенеративное устройство 7 сравнения напряжений, которое при разрешении считывания начинает генериро вать импульсы и одновременно подает сигналы на входы реверсивного и нереверсивного счетчиков 8 и 9 соответственно. Частота этих сигналов определяет время считывания. Ключевая матрица 11 пр обра- зует цифровой код нереверсивного счетчика 9 в опорное напряжение ступенчатой формы. Импуттьсы блока 7 сравнения алгебраически суммируются до тех пор, пока измеряемый сигнал и ступенчатое напряжение не сравня,ются. После этого блок 7 прекращает работу в реверсивном 8 и нереверсивном 9 счет- чиках записывается одна и та же цифра, про- порциональная измеряемой величине (величи- на рассогласования фактической мощности ро зания и заданной мощности). Цифра, записанная в реверсивном счетчике 8, с помощью матрицы 10преобразуется в напряжение ступенчатой формы, подаваемое на вход следящего золотника 12, который управляет скоростью движения стола щлифовального станка. Сигнал на разрешение считывания вырабатывается блоком 16 управления и посылается только после прихода в блок 5 памяти импульсов мощности резания от электродвигателей обоих щлифовальных кругов. Это достигается с помощью двух одновибраторов 17 и 18 и блока 19. Время выдержки одновибратора 17 устанавливается такое, чтобы за это время оба импульса, а за время выдержки одновибратора 18 произошло считывание максимально возможного сигнала мощности резания. Передним фронтом сигнала одновибратора 18 включается блок 19 разрешения считывания, а задним фронтом (т. е. после считывания) сбрасывается записанная цифра в нереверсивном счетчике 9 и стираются в блоке 5 памяти оба импульса мощности резания, после чего схема снова готова к запоминанию и считыванию следующей пары импульсов мощности резания от электродвигателей обоих шлифовальных кругов. При превыигении мошности резания над заданной триггер 14 знака дает разрешение на суммирование, и записанная цифра на ре- версивном счетчике 8 возрастает. Следовательно, возрастает и напряжение, подаваемое на следящий золотник 12, который перекрывает слив гидродвигателя и уменьшает ско рость движения стола шлифовального станка. Импульсная мощность резания при этом падает. В случае, когда мощность резания мень,ще заданной, триггер 14 знака дает разре шение на вычитание, и.скорость движения стола увеличивается. Если скорость очень возр 1стает, то это приведет к переполнению реверсивного счетчика 8, и стол начнет двигаться топчрсами. Для ликвидации этого я&ления применена схема 13 совпадений, на входы которой поданы выходы всех триггеров реверсивного счетчика 8 и триггера 14 знака, а выход соединен с щиной сброс счетчика 8. Если в реверсивном счетчике 8 записаны все нули и триггер 14 знака показывает вычитание, то схема 13 совпадений дает сигнал на сброс, и переполнения не происходит. Перерегулирование устраняется блоком 20, для этого необходимо учитывать скорость нарастания мошности резания. Обычно мощность при врезании в начале зуба нарастает за три или четыре качания шлифовальной баб- |ки, поэтому о скорости нар.стания мощности резания можно судить по числу импульсов мощности, достигших заданного уровня. Так например, если за первый импульс достигну та мощность заданного уровня, эта означает что скорость нарастания большая. Если же этот уровень мощности достигнут за третий или четвертый импульс, то скорость нараотания мощности при врезании в начале зуба небольшая. На этом принципе и работает блок 20 устранения перерегулирования. Если первый импульс мощности резания .достиг заданного уровня, то на схему 22 совпадений поступает два сигнала от тригге- ра 14 и счетчика 21 импульсов мощности резания и она выдает сигнал на реверсивный счетчик 8, который подает команду на умень шение скорости движения стола, например, на 7 0% от максимальной. Если только второй импульс достиг данного уровня, то оба сигнала поступят на схему 23 совпадений, которая подает команду на уменьшение скорости движения стола, например, на 50%. Если третий импульс мощности достиг за данного уровня, то сигналы поступят на схему 24 совпадений, которая подает команду на уменьшение скорости движения стола, например, на 20%. Кроме того, схема ИЛИ 25 подает сигнал на ключ 26, накладывающий запрет на счетчик 21, и при последних поступлениях сигналов мощности резания блок 20 устранения перерегулирования не работа- ет.. После окончания обработки зуба блок 15 начала и конца обработки зуба щестерни воз- вращает ключ 26 в исходное состояние и действует на шину сброс реверсивного счетчика 8, восстанавливая максимальную скорость движения стола шлифовального станка. t Формула изобретения 1. Система для автоматического управления зубошлифовальными станками с датчика- ми активной мощности, выходы которых соединены через блоки вычета мощности холос- Toro хода приводов шлифовальных кругов с блоком задания, подключенного к блоку уст- ранения перерегулирования, соединенного с исполнительным органом, отличающаяся тем, что, с целью устранения щлифовальнь с дефектов, повышения точности и производительности обработки, в нее введены блок памяти, включенный между блоками вычета мшшости холостого хода и блоком задания, блок сравнения и блок управления . памятью, подключенный к одному из выходов блока задания и к входу блока сравнения, соединенного с исполнительным органом через реверсивный счетчик и ключевую матрицу, кроме того, два других выхода блока задания соединены с блоком устранения перерегулирования через блок начала и конца обработки и триггер знака, первый из которых соединен.непосредственно, а второй через схему совпадения с реверсивным счетчиком. 2.Система по п. 1, отличающаяся тем, что, с целью устранения перерегулирования при врезании круга в начало зуба шестерни, блок устранения перерегулирования выполнен в виде счет1шка :мощности, выходы которого соединены черег схемы совпадений с реверсивным счетчиком и через схемы совпадения, схему ИЛИ и ключ с входом счетчика мощности, причем второй вход ключа соединен с выходом блока начала и конца обработки. 3.Система по пп. 1и2, отличающаяся тем, что блок сравнения снабжен цепочкой из последовательно соединенных нереверсивного счетчика и ключевой матрицы. 4.Система по пп. 1 и2, отличающаяся тем, что блок управления памятью выполнен из двух одновибраторов, к входу одного из которых подключен блок задания, а выходы другого соединены соответственно с блоком памяти и через блок разрюшения считывания с блоком сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления зубошлифовальным станком | 1977 |
|
SU738851A1 |
| Устройство для автоматического управления шлифовальным станком | 1980 |
|
SU1059545A1 |
| Устройство для позиционного управ-лЕНия иНСТРуМЕНТОМ | 1979 |
|
SU812545A1 |
| Устройство для определения режимов резьбошлифования | 1986 |
|
SU1386960A2 |
| Устройство для управления шлифовальным станком | 1984 |
|
SU1223207A1 |
| Устройство для управления длиной продольного хода стола шлифовального станка | 1982 |
|
SU1058757A1 |
| САМОНл\СТРАИВАЮ1ЦЕЕСЯ УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ | 1971 |
|
SU419716A1 |
| Устройство для автоматическогоРАСпРЕдЕлЕНия ТРуб пО пОТОчНыМ лиНияМиХ ОТдЕлКи | 1979 |
|
SU806186A1 |
| Устройство для определения положения заготовок на поде кольцевой нагревательной печи | 1986 |
|
SU1406189A1 |
| Счетчк ампер-часов | 1980 |
|
SU892308A1 |