1
Изобретение относится к станкостроению и может быть использовано при изготоапеник зубчатых колес с повышенными требованиями к качеству поверхностного слоя и к точности их рабочих поверхностей.
Известно устройство для автоматического управления зубошлифовальным станком, содержащее блок датчиков мощности, блок датчиков уровня правки, блок вычета мощности холостого хода электродвигателей приводов щлифовальных /кругов, блок памяти, блок вьщеления сигнала регулирования, блок сравнения, блок задания мощности резания, блок управления скоростью движения стола, блок утфавления правкой и блок синхронизации Г ij.
Недостатком известного устройства является снижение производительности зубошлифовальных станков при шлифовании зубчатых колес дисковым коническим кругом по методу обкатки.
При обработке по этому йетоду каждой впадины зубчатого колеса шлвфовальный круг некоторое время щлифует оба эвольвентных профиля одновременно и снимает различные по величине припуски. При этом мощность N , затрачиваемая на резание, складывается из мощности f4. , затрачиваемой на резание на правом эвольвентном профиле, и мощнос1 И Ыл, затрачиваемой на резание на левом эвольвентном профиле:
N N,bN2,
to
Если управлять процессом обработки по общей мощности, затрачиваемой на резание приводом щлифовального круга, то это приведет к снижению производительности зубощлифования. Наибольшее
15 снижение производительности будет при одинаковом припуске под обработку на обоих одновременно шлифуемых эвольвентных профилях.
Цель изобретения - повышение пронэ20водительности зубошлифовального станка.
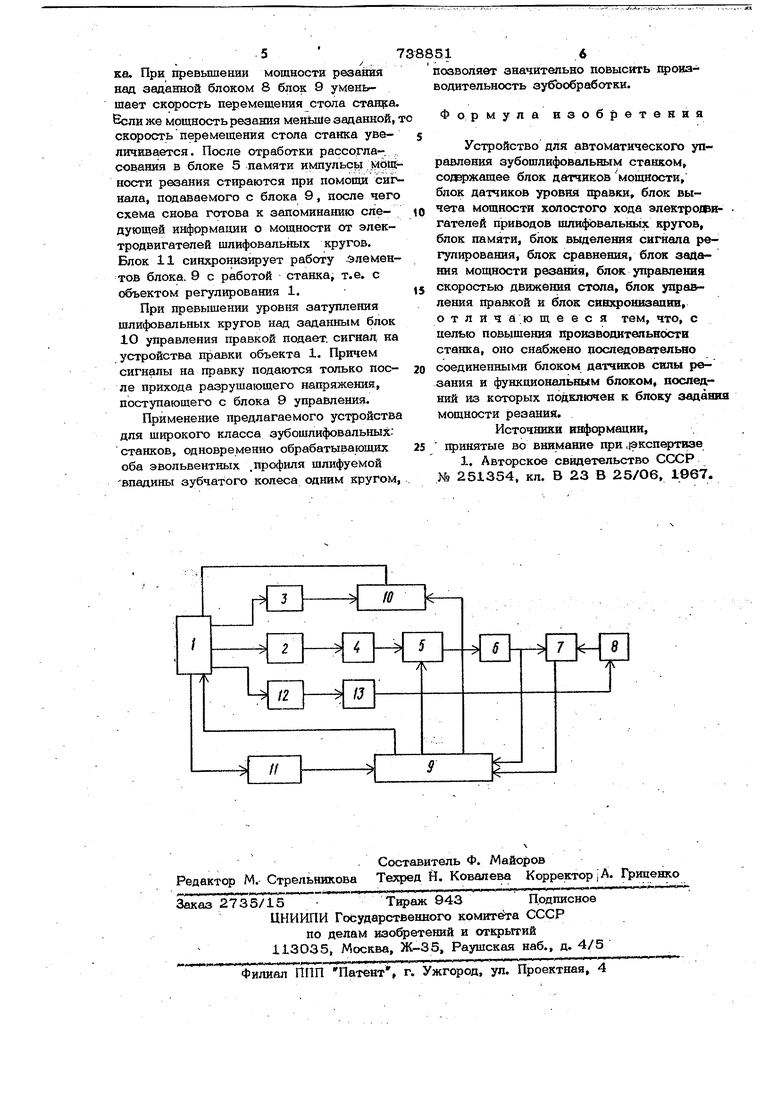
Для достижения этой целя в известное устрсйство введены последовательно соединенные блок датчиков силы резания и фувкциоральный блок, последний из кото подключен к блоку задания мощности ре занвя. Закон регулирования устройства опре дёлйётся из следующих соотношений: Nr1i;M ejiN P 2Vw3, гае y-gj скорость резания; 1 - тангенциа;;ьная составляюща силы резания на правом эволь вентном профиле шлифуемой впадины; Р -тангенциальная составляющая силы резания на левом эаопь, вентном профиле f Разность составляющих ,-N Vpe3(Pi,-Pze) Составляющие силы резания 1 v. / - z - 2v2i где Р - нормальная составляющая си лы резания на одном из эво вентных профилей; К-п - нормальная составляющая си У2 лы резания на эволь вентном профиле; К,, | оэффициенты пропорциональности. УСЛОВИЯ резания в период между пра ками на обоих рабочих поверхностях шлифовального круга одинаковы. Поэтому К Kg К , Тогда aN КVppj -( Руе) .Vpe3-uF Это выражение свидетельствует о то что разность N и N пропс циональна АРи , т.е. разнести нс мальных составляющих сил резания на одновременно о(абатываемых профилях зубьев зубчат го колеса. Разность нормальных составляющих сил резания & Ру позволяет определить составляющие мощности резания на обои эвольвейтных профилях в любой момент времени. Решая систему N«N,Ng N -N2 K-VpB5-APy, получим (N K-Vpgj-A(V) N4 f(N-K-Vpe3ARy). РегулЕ51Ование осуществляется по наи болышей составляющей мсицности резания ( NP ) из полученных на обрих эвол вентных профилях, т.е. по алгоритму . ,М 2Ыр-КУр„{ЛРу), 1 где Д - абсолютные значения разйости нормальных составляющих сил резания. На чертеже представлена блок-схема предлагаемого устройства. Устройство содержит объект 1 регулирования, блок 2 датчиков (мощности, блок 3 датчиков уровня правки, блок 4 вычета мощности холостого хода электродвигателей приводов шлифовальных кругов, блок 5 памяти, блок 6 выделения сигнала регулирования, блок 7 сравнения, блок 8 задания мощности резания, блок 9 управления скоростью движения стола, блок 10 управления правкой, блок 11 синхро рийации, а тарке блок 12 датчиков силы резания, выход которого через функциональный блок 13 ЬодклЕОчен к блоку 8 задания мощности резания. Устройство работает следующим образом. На объекте 1 регулирования, например, на аубошлифовальном станке, устанавливается блок 2 датчиков мощности, блок - 3 датчиков уровня правки и блок 12 датчиков силы резания. Блок 3 датчиков уровня правки фиксирует уровень затупления (засаливания) шлифовальных кругов. Блок 12 датчиков силы резания фиксирует величину осевой силы, смещающей шлифовальные круги относительно исходного состояния (до шлифования). Сигналы от блока 2, пропорциональные затрачиваемым мощностям приводов шлифовальных кругов, поступают в блок 4 вычета мощности холостого хода электродвигателей приводов шлифовальных KJpyroB, после которого в блок 5 памяти поступают сигналы, пропорциональные активной мощности резания, и запоминаются. Затем в блоке 6 вьщеляется сигнал регулирования, например максимальные значения, запоминавшийся в блоке 5. В блоке 7 сравнивается фактическая мощность резания с заданной, поступающей с блокб 8, пропорциональной бездефектной мощности резания, которая не остается постоянной и в соответствии с описанным выще алгоритмом ксфректируется при помощи блока 12. Сигнал с блока 12 датчиков силы резайия через фу асциональный блок 13 суммируется с напряжением уставки блока 8 и в зависимости от осевого усилия, воздействующего на шлифовальный круг, кйменяет его. После сравнения сигнал поступает в блок 9, который управляет скоростью движения стола зубошлифовального станка. При превышении мощности резания над заданной блоком 8 блок 9 уменьшает скорость неремещения стола станра. Вели же мощность резания меньше заданной, скорость перемещения стола станка увеличивается. После отработки рассогласования в блоке 5 памяти импульсы .MOutности резания стираются при помощи сигнала, подаваемого с блока 9, после чего схема снова готова к запоминанию еледующей информации о мощности от электродвигателей шлифовальных кругов. Блок 11 синхронизирует работу Элементов блока, 9 с работой станка, т.е. с объектом регулирования 1. При превышении уровня затупления шлифовальных кругов над заданным блок 1О управления правкой подает, сигнал на устройства правки объекта 1. Причем сигналы на правку подаются только после прихода разрушающего напряжения, поступающего с блока 9 управления. Применение предлагаемого устройства для широкого класса зубошлифовальных: станков, одновременно обрабатывающих оба эвольвентных .профиля шлифуемой впадины зубчатого колеса одним кругом, 7 516 позволяет значительно повысить производительность зубообработки. Формула изобретения Устройство для автоматического управления зубошлифовальным станком, содержащее блок датчиков мощности, блок датчиков уровня щ)авки, блок вычета мощности холостого хода элекчродаигателей приводов щли4ювальных кругов, блок памяти, блок выделения сигнала регулирования, блок сравнения, блок задания мощности резания, блок управления скоростью движения стола, блок управления правкой и блок сннхронизацш, о т л и ч а ;ю щ е ее я тем, что, с целью повыщения производитвльнбсти станка, оно снабжено последовательно соединенными блоком датчиков СШ1Ы резания и функциональным блоком, послеаний из которых подключен к блоку заданна мощности реаания. Источники информации, гфинятые во внимание при ,|экспертизе 1. Авторское свидетельство ССХЗР № 251354, кл. В 23 В 25/06, 1067.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования зубчатых колес | 1985 |
|
SU1289632A1 |
| Станок для шлифования зубьев цилиндрических зубчатых колес | 1980 |
|
SU1030114A1 |
| Система для автоматического управления зубошлифовальными станками | 1970 |
|
SU446161A1 |
| Устройство для автоматического управления зубошлифовальным станком | 1987 |
|
SU1511091A2 |
| Способ шлифования зубьев цилиндрических зубчатых колес и устройство для его осуществления | 1980 |
|
SU925242A3 |
| Устройство для автоматического управления зубошлифовальным станком | 1986 |
|
SU1342711A1 |
| Система адаптивного управления шлифовальным станком | 1983 |
|
SU1156000A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Способ шлифования | 1987 |
|
SU1491678A1 |
| Устройство для правки шлифовального круга эвольвентного профиля | 1985 |
|
SU1253765A1 |
