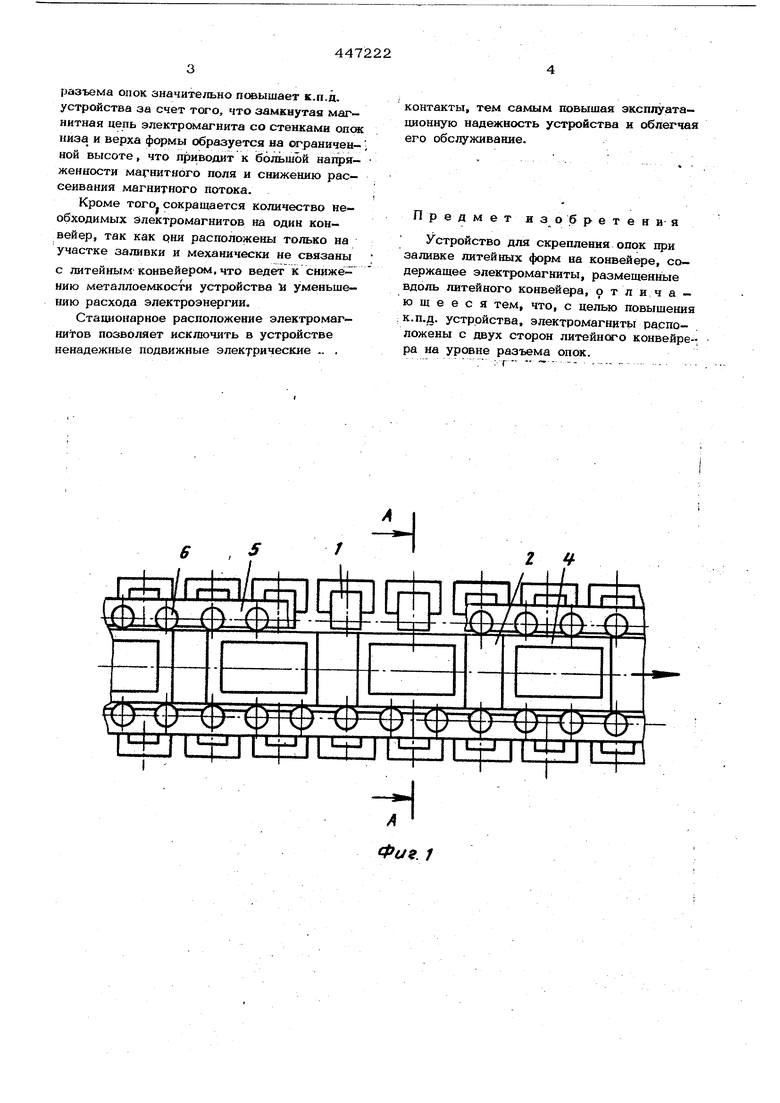
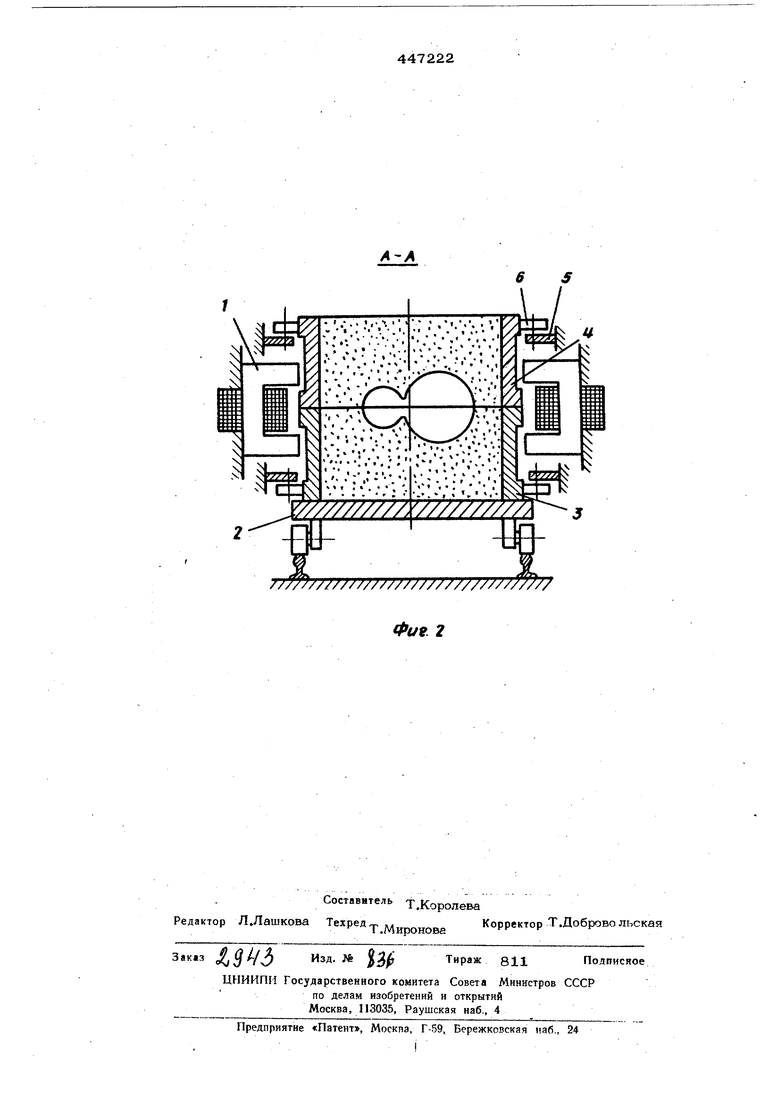
Изобр1 те{1ие относится к литейному про изводству, в частности к скреплению опок на конвейере, и найдет применение при соз Дании автоматических шший в литейных цехах. Известно устройство для скрепления питейных форм на конвейере, выполненное в виде ряда sneKTpOMaiHHTOB, расположенных вдоль литейного конвейера под плитой его тележки. Однако известное устройство имеет под вижной электрический контакт (токосъемники-тролш1), снижающий эксплуатационную надежность устройства; расположение электромаг нитов под тележками конвейера снижает к.п.д. устройства, затрудняет их обслу живание, ведет к увеличению потребления электроэнергии и металлоемкости устройства. Для устранения указанных недостатков (I повышений-коэффициента полезного действия устройства предлагается электромагниты располагать с двух сторон литейного конвейера на уровне разъема опок. На фиг. 1 дан общий вид устройства; на фиг. 2 - разерз по А-А на фиг. 1. Устройство имеет электромагниты 1, -, pacпoлoжeнн зIe вдоль обеих сторон литейного конвейера 2 с собран1Ш1МИ опоками низа 3 и верха 4 на уровне их разъема. Вдоль опок расположены направляющие планки 5 с роликами 6. При своем движении с литейным конвейером 2 собранные опоки низа 3 и верха 4 попадают в зо(гу расположения электромагнитов 1, двигаясь между направляюцщми планками 5 с роликами 6, которые р.ыравнивают опоки и обеспечивают равномерный зазор между стенками опок и полюсами электромагнитов. Сердечник электромагнита образует со стенками опок низа и верха замкнутую магнитную цепь. 11од действием магнитных сип опоки 3 и 4 плотно прижимаются один к другому. и находятся в таком состоянии на протяже- ши всего участка расположения электромагнитов. Расположение электромагнитов по обеим CTqpoHaM литейного конвейера на уровне
разъема опок значительно повышает к.п.д. устройства за счет того, что замкнутая магнитная цепь электромагнита со стенками низа и верха формы образуется на ограниченной высоте, что приводит к большой напряженности магнитного поля и снижению рассеивания магнитного потока.
Кроме того сокращается количество необходимых электромагнитов на один конвейер, так как рни расположены только на участке заливки и механически не связаны с литейным конвейером, что ведет к снижению металлоемкости устройства и уменьшегшю расхода электроэнергии.
Стационарное расположение электромагнитов позволяет исключить в устройстве ненадежные подвижные электрические .. .
контакты, тем самым повышая эксплуатационную надежность устройства и облегчая его обслуживание.
Предмет изобретения
Устройство для скрепления опок при заливке литейных форм на конвейере, содержащее электромагниты, размещенные вдоль литейного конвейера, о т л и ч а - ю щ е е с я тем, что, с целью повышения ; К.П.Д. устройства, электромагниты расположены с двух сторон литейнсго конвейре-ра на уровне разъема опок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Автоматическая литейная линия | 1980 |
|
SU1016065A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| Вертикально замкнутый литейный конвейер | 1940 |
|
SU62571A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая литейная линия | 1982 |
|
SU1058713A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1987 |
|
SU1581472A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| Оснастка для изготовления, транспортирования и сборки магнитных форм | 1988 |
|
SU1675021A1 |
| Механизированная линия для изготовления отливок | 1988 |
|
SU1675043A1 |
1Ш1 igj 1Фи9. 1 LhpLJ Т тт-р
7777
Фи. 2
