Изобретение относится к литейному производству, в частности к автоматическим линиям для получения и заливки форм из сырых песчано-глинистых смел сей.
Широко известны компоновки автоматческих литейных линий, .характерным для которых является движение опок главным образом в одной горизонтально плоскости, что не позволяет сократить площадь, занимаемую автоматической литейной линией. Кроме того, конв&йер заливки не специализирован для автоматической заливки, а номенклатура одновременно используемых мод&лей и производительность автолиний не достаточны 3Наиболее близким к предлагаемому по технической сущности является автоматическая литейная линия, содержащая транспортно-заливочный конв&йер с опоками, участки выбивки, формовки, протяжки и простановки стержне и которая имеет изгиб цепи тележек в двух плоскостях, что позволяет сократить площадь, необходимую для размещения автоматической литейной линии за счет двухярусной ветви о.хлажд&ния 2 .
Однако эта линия .характеризуется невысокой производительностью и огра ниченной номенклатурой одновременно используемых моделей. Кроме того, подобная автоматическая линия имеет несколько агрегатов с отдельными приводами.
Цель- - изобретения - повышение производительности, упрощение компоновки линии путем исключения рада автононых операций к приводов и увеличение надежности ее работы.
Поставленная цель достигается тем, что в авгомагической литейной линии, включающей транспортно-заливочный конвейер с опоками, участки выбивки, фо1 мовки, протяжки и простановки стержней, последние снабжены вертикально замкнутыми конвейерами моделей низа и верха с общим приводом, расположенными по обеим сторонам транспортнозаливочного конвейера.
Кроме того, конвейер моделей низа на участке простановки стержней расположен под транспортно-заяивочным конвейером.
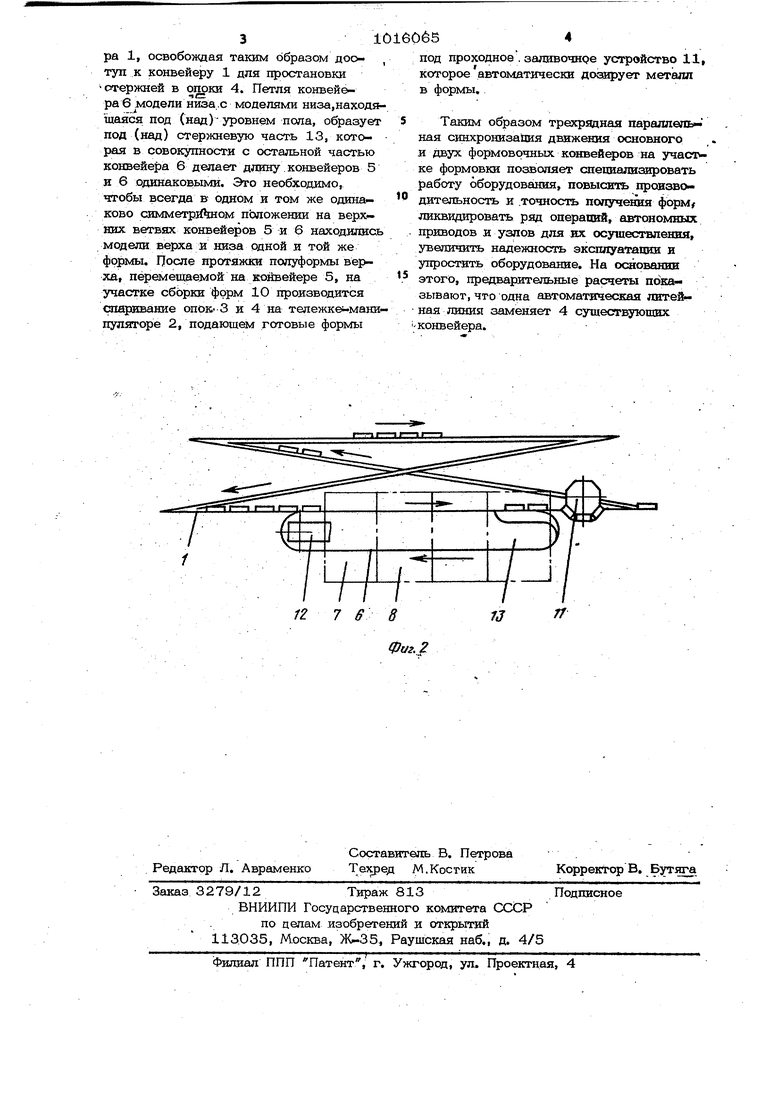
На фиг. 1 показана схема компоноЬки автоматической литейной линии в плане; на фиг. 2 - то же вдд сбоку.
На транспортно-заливочном конвейере 1 с двумя ярусами размещены тележки манипуляторы 2 с формами, состоящими из опоки верха 3 и опоки низа 4. На участке формообразо вания параллельно основному конвей&ру размещены верхние ветви вертикально замкнутых конвейеров моделей верха 5 и низа 6 форм. После автоматичеокойраспаровки опоки последовательно прохрдят участки выбивки 7, проходнвй формовки 8 с помощью, например, пескометов, участки протяжки Э, простановки стержней и сборки форм 1О. За участком сборки размещено проходное , заливочное устройство 11. Все три вейера 1, 5 и 6 приводятся в движение от одного привода 12, обеспечивающего надежную и точную механическую синхронизацию движения тележек 2, связанных с ними опок 3 и 4 и моделей на конвейеры 5 и 6, При этом часть 13 конвейера моделей низа 6 на участке простановки стержней располагается ниже уровня транспортно-заливочного конвейера 1, имеющего шаг цепи одинаковый с шагом цепи модельных конвейеров 5 и 6.
Конвейер работает следующим образом
При движении по трассе конвейера 1 тележки-манипуляторы 2 опоки 3 н 4 согласно местоположениям и жесткой программе перемещаются в стороны от своего носителя - манипулятора 2, оставаясь, однако в постоянной кинематичеокой связи с, ним как части единого ц лого. б)пока верха 3, не переворачиваясь вокруг горизонтальной оси, устанавливается и снимается с конвейера 5, перемещаясь, как и обычно, параллельно самой себе. Опока низа 4 цри движении на конвейер 6 переворачивается дижней плоскостью вверх. Достигая в развернутом положении проходного участка выбивки 7 опоки 3 и 4 освобождаются от формовочной смеси, очищаются и обдуваются. Очищенные опоки точно и фиксированно, благодаря синхронному перемещению всех 1, 5 и 6 конвейеров от одаого привода 12, опускаются соответственно на модели конвейеров 5 и 6. После наполнения опок смесью с помощью, наприм.ер, пескометов доуплот некие ее на участке проходной формовки 8 производится на участке протяжки полуформы .низа, которая затем с переворотом подается на конвейер 1 т&лежкой-манипулятором 2. Конвейер 6 опускается вниз, под уровень конвейеpa 1, освобождая таким образом доотул к конвейеру 1 для простановки стержней в ошжи 4. Петля конвейера 6 модели низа..с моделями низа,находящаяся под (над)- уровнем пола, образует под (над) стержневую часть 13, кото- рая в совокупности с остальной частью конвейера 6 делает длину.конвейеров 5 и 6 одинаковыми. Это необходимо, чтобы всегда в одном и том же одинаково симметр1Йшом положении на верхних ветвях конвейеров 5 и 6 находились модели верха и низа одной и той же формы. После протяжки полуформы , перемеодаемой на конвейере 5, на участке сборки форм 10 производится спаривание опок -3 и 4 на теяежкеь-мани- пуляторе 2, подающем готовые формы
под проходное . заливочнре устройство 11, которое автоматически до;эирует металл
в формы.
Таким образом трехрадная параллель- ная синхронизация движения основного и двух формовочных конвейеров на учасп ке формовки позволяет спетшалиаировать работу оборудования, повысить производительность и .точность попучеетя форм ликвидировать ряд операций, автономных приводов и узлов для их осушествления, увеличить надежность эксплуатации и упростить оборудование. На основанин этого, предварительные расчеты пока зывают, чго одна автоматическая литейная линия заменяет 4 сущесгвуюпшх
i-конвейера.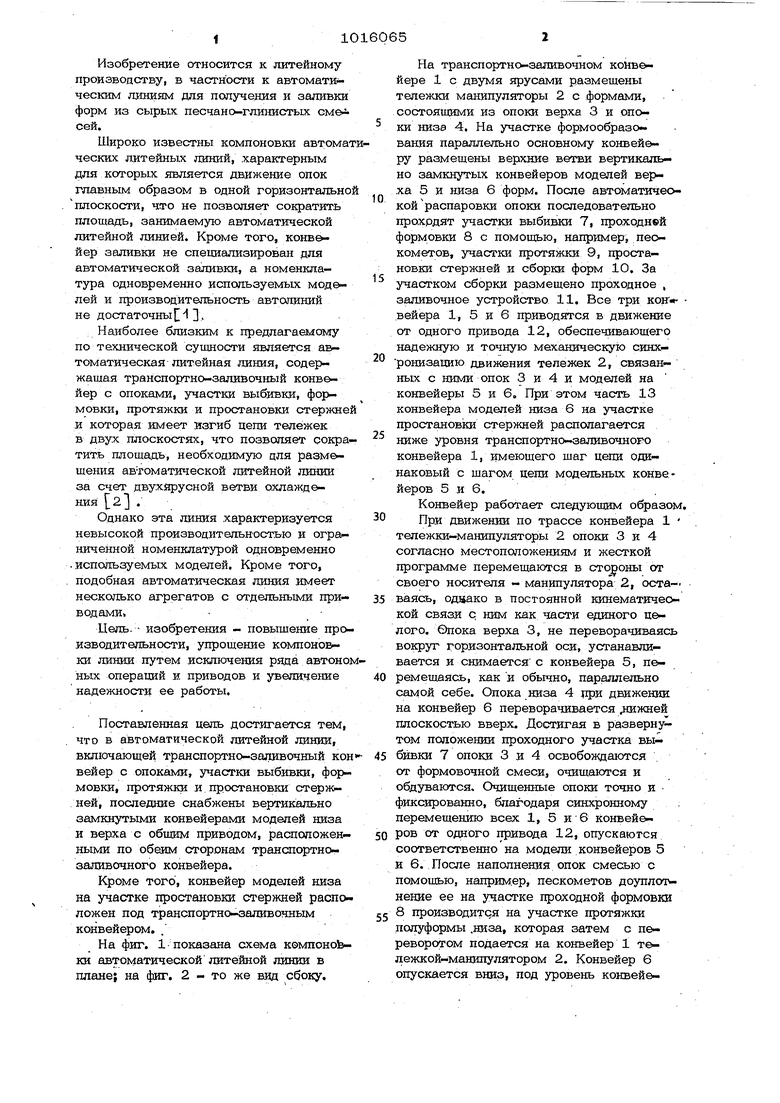
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| Автоматическая литейная линия | 1988 |
|
SU1526908A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1987 |
|
SU1581472A1 |
| Автоматическая литейная линия | 1982 |
|
SU1058713A1 |
| ЛИТЕЙНАЯ ЛИНИЯ | 1991 |
|
RU2029659C1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Автоматическая литейная линия | 1979 |
|
SU846103A1 |
1. АВТОМАТИЧЕСКАЯ ЛИ ТЕЙНАЯ ЛИНИЯ, содержащая транспо но-заливочный конвейер с опоками, учаслгки выбивки, формовки, протяжки осг- о и простановки стержней, о т л и ч а ющ а я с я тем, что, с целью повышения производительности, упрощения компоновю линщ путем исключения ряда автономных операций и приводов и увеличения надежности ее работы, участки выбивки, формовки, протяжки -и простановки стержней снабжены верт икаяьн6 замкнутыми конвейерами моделей низа и верха с общим приводом, расположенными по обеим сторонам транспорт но-залнвочного конвейера. 2. Линия по п. Ij отличающ а я с я тем, что с целью удобства -обслуживания участка 1фостановки , конвейер моделей низа на участие простановки стержней расположен под афанспортно-загашочным конвейером. о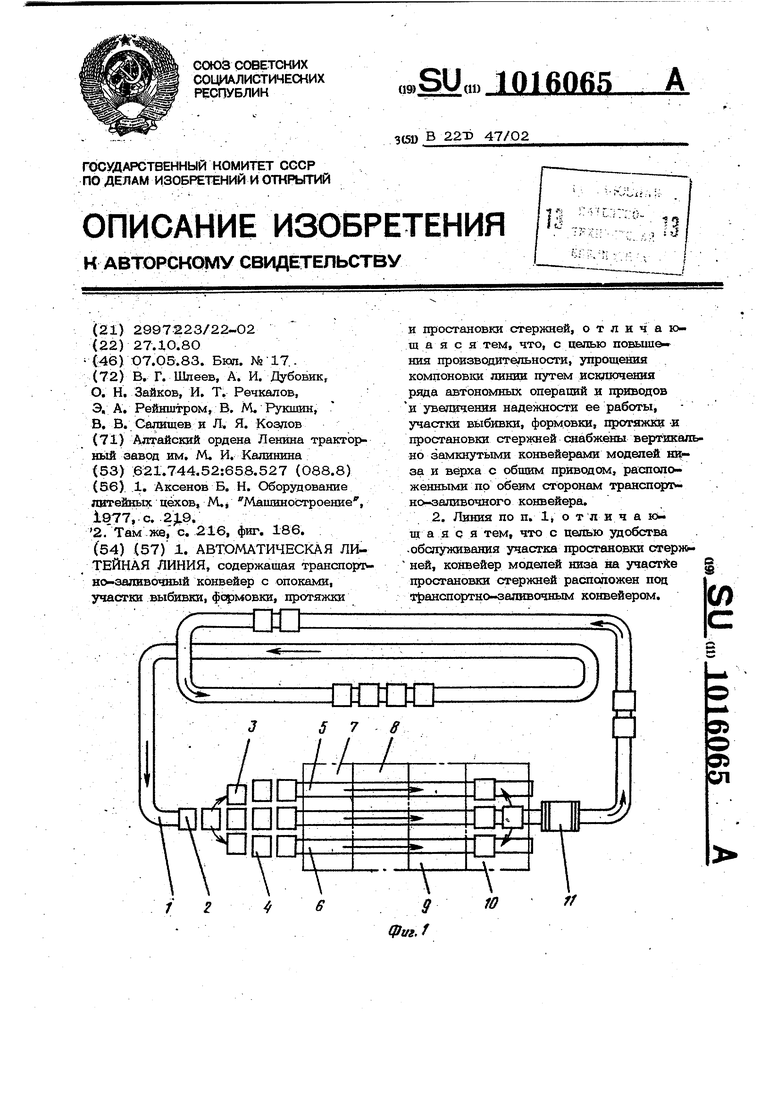
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аксенов Б | |||
| Н | |||
| Оборудование литейных цехов М, j Маишностроение 1977, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же; с | |||
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
