1ПТ Б
fjimn :
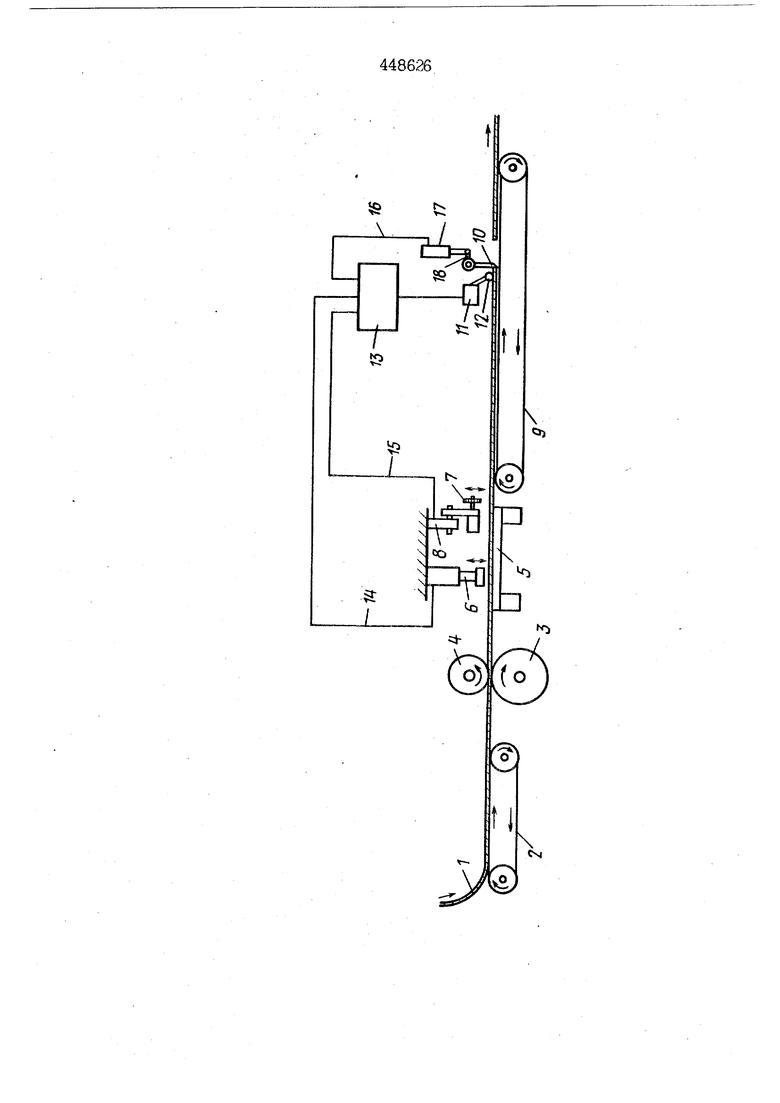
жкой времени через провода , 16 в действие последовательно прессовый поршень 6, пильный агрегат 7 и jnop 10. Приводное устройство 17 упора 10 отводит его через угловой рычаг 18,
Работает устройство следующии образоу.
Стружечное полотно I поступает на верхнюю ветвь транспортера 2 и захватывается им. Затем стружечное полотно набегает на поверхность валика 3, к которому оно прижимается валиком 4. Давление устанавливают таким образом, чтобы создаваемая тяга была не намного больше необходимой для продвижения стружечного полотна через всю установку.
Затем полотно поступает на стол 5 и ленточный тран.спортер 9, по которому движется до упора 10, В тот момент, когда передняя кромка полотна коснется выключателя II, срабатывает импульсный элемент 12, который через дат чик 13 тактовых импульсов приво дит в действие с выдержкой времени прижимной поршень 6, который прижимает полотно I к столу 5. При зтоы выдержка времени в датчика тактовых импульсов размерена таким образом, чтобы передняя кромка стружечного полотна с гарантией ударилась об упор 10, После этого датчик тактовых им пульсов приводит в действие приводное устройство 8 пильного агрегата 7. При этом последний поворачивается «пускается и производит распил. Ьатем срабатывает приводное устройство 17, отводящее черев угловой рычаг 18 неподвижный упор 10 назад вверх,
По окончании распила и отво5LJS2 стружечная плита захватывается транспортером 9. имеющим скорости движения б6лшу2 чем скорость транспортера 2. Благодаря этому имеется достаточный промежуток времени, в течение которого датчик тактовых импульсов
nniSSIT подъем пильйЗгГк, ройства 7, подъем поршня 6 и обратное движение упора 10, Цикл повторяется. ра цикл
ПРЕДМЕТ ИЗОБРЕТЕНИЯ I, Устройство для распила непрерывно изготовляемого стружечного полотна на плиты, содержа щее пильный агрегат и прижимной поршень, отличающееся тем, что, с целью обеспечения „ точных размеров плит по-длине, устройство снабжено фрикционной муфтой для перемещения стружечного полотна к пиле, выключателем и расположенным за ним упором для останова стружечного полотна с приспособлением для его отвода после распила, причем выключатель соединен через датчик тактовых импульсов с поршнем, пильным агрегатом и приспособлением для отвода упора, последовательно приводимыми в движение после взаимодействия передней кромки полотна с упором.
2.Устройство по п, I, о тличающееся тем, что фрикционная муфта выполнена в виде валиков, расположенных сверху и снизу относительно полотна,
3,Устройство по п, I, о тличвющееся тем, что и;рикционная муфта выполнена в виде ленточных транспортеров, один из которых расположен до прижимного поршня, е второй аз пильным агрв5 гатом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения ткани от прокладки | 1980 |
|
SU882901A1 |
| Устройство для наложения ленточного материала на барабан сборочного станка | 1974 |
|
SU514733A1 |
| Станок для разрезки непрерывной древесно-стружечной ленты | 1981 |
|
SU1069991A1 |
| Установка для настилания полотнищ эластичных материалов и их раскраивания на заготовки | 1982 |
|
SU1066830A1 |
| Устройство для наложения ленточного материала на барабан сборочного станка | 1987 |
|
SU1452707A2 |
| Установка для формирования настилов полотен эластичного материала | 1982 |
|
SU1079577A1 |
| Устройство для распила непрерывно изготовляемого стружечного полотна | 1974 |
|
SU518369A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Машина для настилания полотен ткани на раскройный стол | 1969 |
|
SU456405A3 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1966 |
|
SU187619A1 |