1
Изобретение относитх «; устройствам для групповой сборки корпусов Ьо iiiTQMno ванными из ленты деталями.;
Известно устройство для сборки преимущественно корпусов и штампованных из ленты контактов, в котором отштампованные контактные элементы, соединенные технологическими перемычками, свертываются в соответствии с их расположением в готовом изделии.
Описываемое устройство для сборки более производительно благодаря групповой сборке при шаге деталей в ленте, не равном шагу на их установку в корпусе. Пере установка деталей происходит на ходу при движении на рабочую позицию захватных устройств. Устройство позволяет при необходимости переставлять детали с постоянного шага в ленте на переменный шаг в корпусе, что достигается применением пластин различной толщины.
Приспособления для захвата деталей установлены на. движущихся по направляющим I колонкам пластинах с Г-образными высту-пами. На позиции захвата пластины складываются на шаг, равный шагу расположения контактов на ленте, а на позиции сборки расходятся на шаг, равный шагу установки деталей в корпусе.
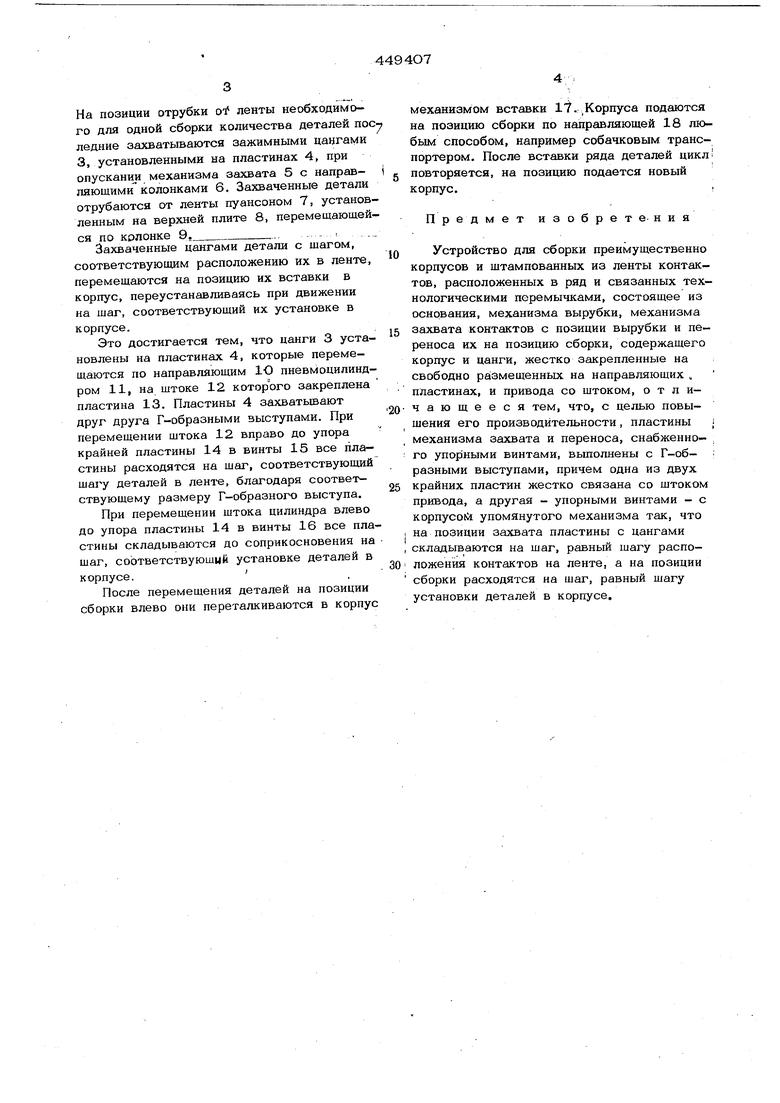
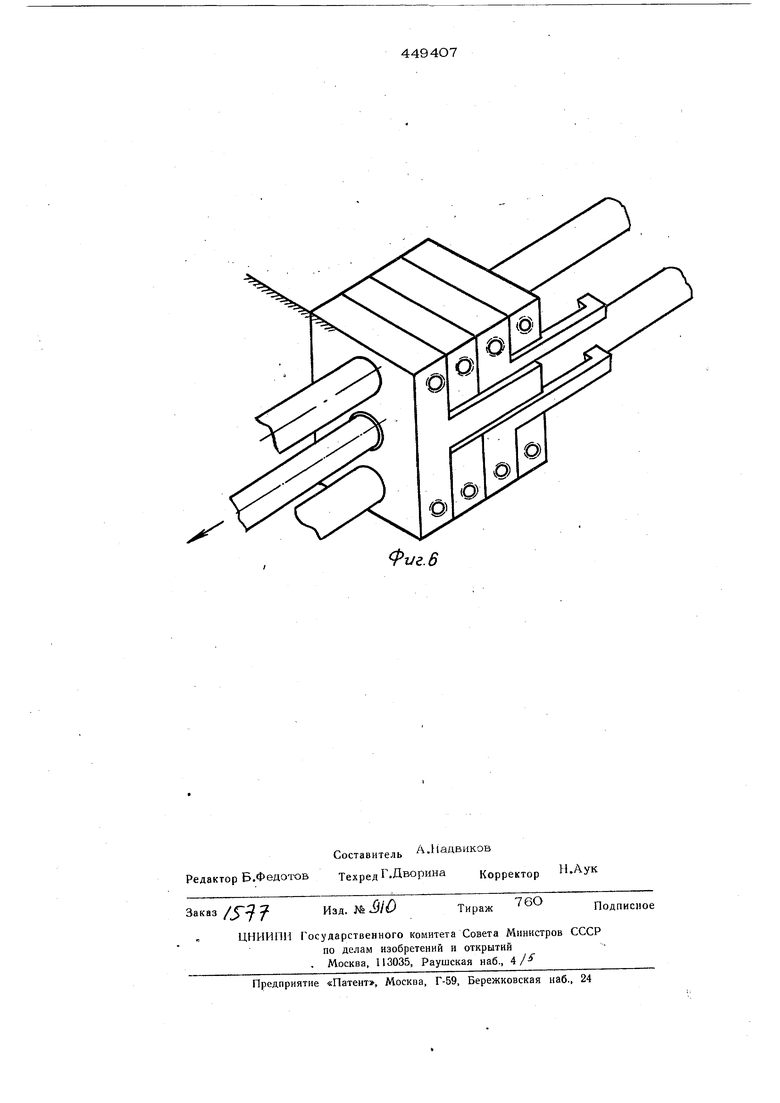
На фиг. 1 дана схема устройства; на
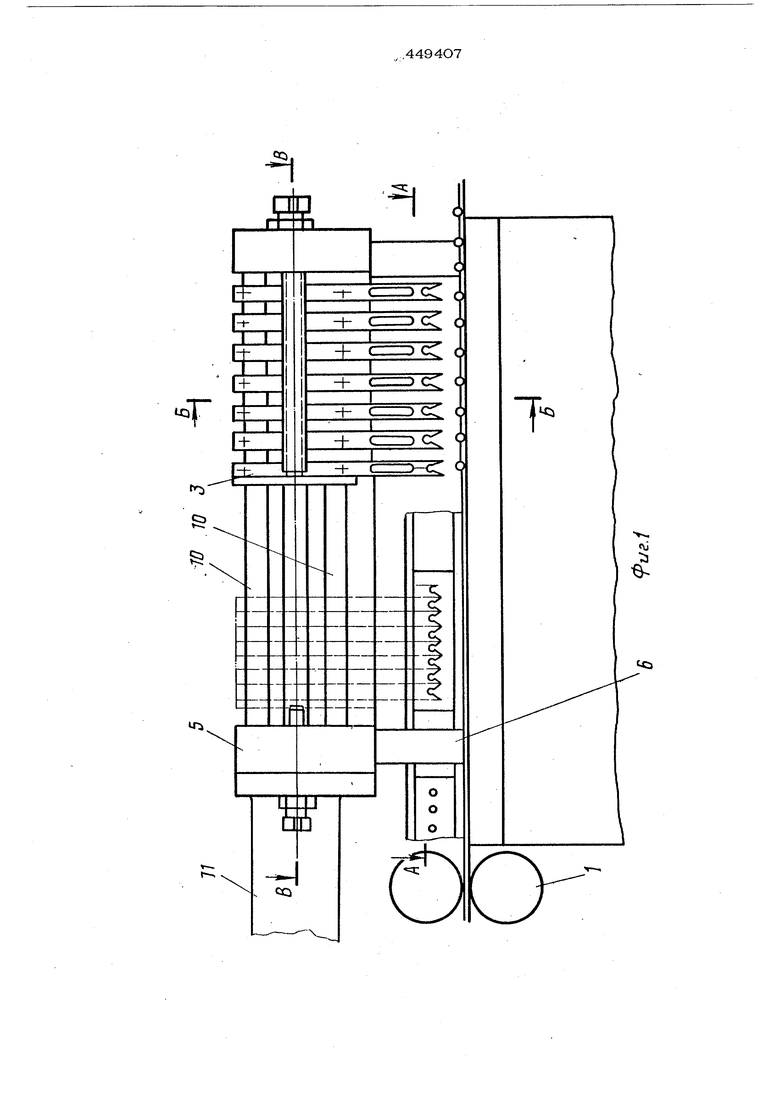
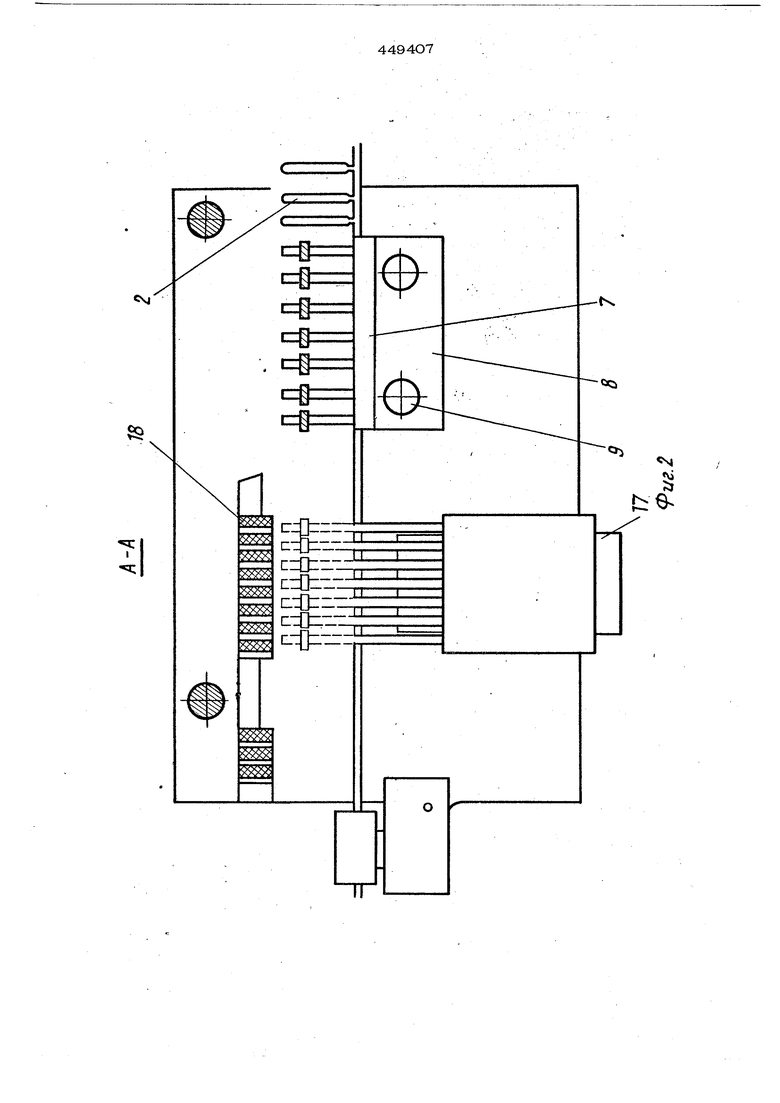
фиг. 2 - разрез по А-А;, на фиг. 3 - разрез по Б-Б; -«.а фиг, 4 - разрез по В-В; на фиг. 5 изображены в аксонометрии пластины механизма за;квата деталей; в раздвинутом положенииь; на фигч, 6. - т.о же, в сведенном положении, .-.
Предлагаемое устройство состоит ив механизма 1 подачи деталей 2, зажимных цанг 3, установленных на пластинах, ме-
ханизма захвата 5, направляющих колонок 6, отрубного пуансона 7, верхней плиты 8 с направляющими колонками 9, направляющих 10 для пластин 4, пневмоцилиндра 11 со штоком 12, упорных пластин 13 и 14,
упорных винтов 15 и 16, механизма вставки деталей 17, направляющей 18 для корпусов.
Лента с предварительно отформированными, но не отделенными от нее деталями
jтранспортируется механизмом подачи 1.
На позиции отрубки о ленты необходимого для одной сборки количества деталей пос ледние захватываются зажимными цангами 3, установленными на пластинах 4, при опускании механизма захвата 5 с направляющими колонками 6, Захваченные детали отрубаются от ленты пуансоном 7, установленным на верхней плите 8, перемещающейся по колонке 9,,.. . „ ,
Захваченные цангами детали с шагом, соответствующим расположению их в ленте, перемещаются на позицию их вставки в корпус, переустанавливаясь при движении на шаг, соответствующий их установке в
корпусе.
Это достигается тем, что цанги 3 установлены на пластинах 4, которые перемещаются по направляющим Ю пневМоцилиндром 11, на штоке 12 которого закреплена пластина 13. Пластины 4 захватывают друг друга Г-образными выступами. При перемещении штока 12 вправо до упора крайней пластины 14 в винты 15 все пластины расходятся на шаг, соответствующий шагу деталей в ленте, благодаря соответствующему размеру Г-образного выступа.
При перемещении штока цилиндра влево до упора пластины 14 в винты 16 все пластины складываются до соприкосновения на щаг, соответствующий установке деталей в корпусе.
После перемещения деталей на позиции сборки влево они переталкиваются в корпус
механизмом вставки 17. Корпуса подаются на позицию сборки по направляющей 18 любым способом, например собачковым транспортером. После вставки ряда деталей цикл 5 повторяется, на позицию подается новый корпус.
Предмет изобретения
Q Устройство для сборки преимущественно корпусов и штампованных из ленты контактов, расположенных в ряд и связанных технологическими перемычками, состоящее из основания, механизма вырубки, механизма
5 захвата контактов с позиции вырубки и переноса их на позицию сборки, содержащего корпус и цанги, жестко закрепленные на свободно размещенных на направляющих . пластинах, и привода со щтоком, о т л и-
0-чающееся тем, что, с целью повышения его производительности , пластины механизма захвата и переноса, снабженно- го упорными винтами, выполнены с Г-об- разными выступами, причем одна из двух
5 крайних пластин жестко связана со штоком привода, а другая - упорными винтами - с корпусоь упомянутого механизма так, что . на позиции захвата пластины с цангами , складываются на шаг, равный шагу расположения контактов на ленте, а на позиции сборки расходятся на шаг, равный шагу установки деталей в корпусе.

| название | год | авторы | номер документа |
|---|---|---|---|
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Устройство для установки штампованных из лент контактов в корпуса соединителя | 1982 |
|
SU1035849A1 |
| СПОСОБ СБОРКИ ТВЕРДОСПЛАВНОЙ ВСТАВКИ С КОРПУСОМ ШИПА ПРОТИВОСКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2373042C2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для установка штампованных из лент контактов в корпуса соединителя | 1985 |
|
SU1292217A1 |
| Устройство для изготовления деталей из ленты и их сборки со штучными деталями | 1989 |
|
SU1803232A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Автоматическая роторная линия снаряжения индикаторных трубок | 1977 |
|
SU659354A1 |

-Г
-L
+
Л.
fn)
О
f.
pj
:з
О
о о
CQ7/7 игЛ
иг.5
г/г.6
