вляется дополнительная кинематическая связь П прижима 15 с пуансоном 19 М 13 подачи К, выполненного в виде пуансона 19, на котором размещен М 20 захвата К в виде шарнирно свя1
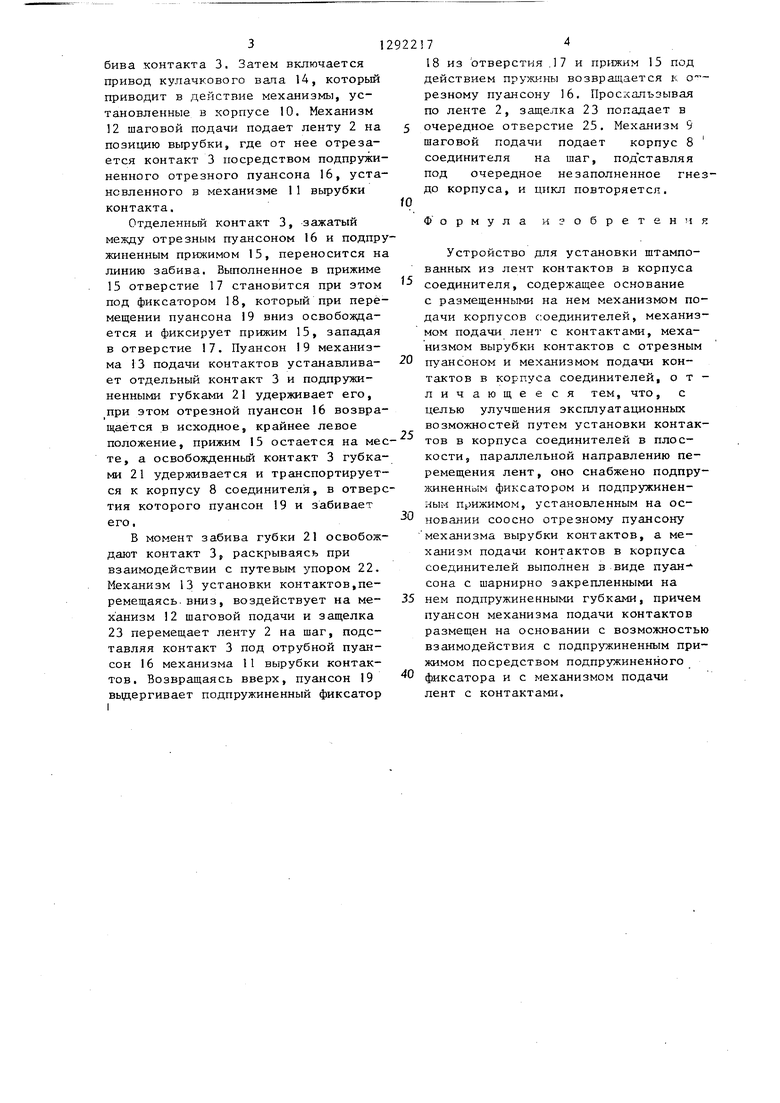
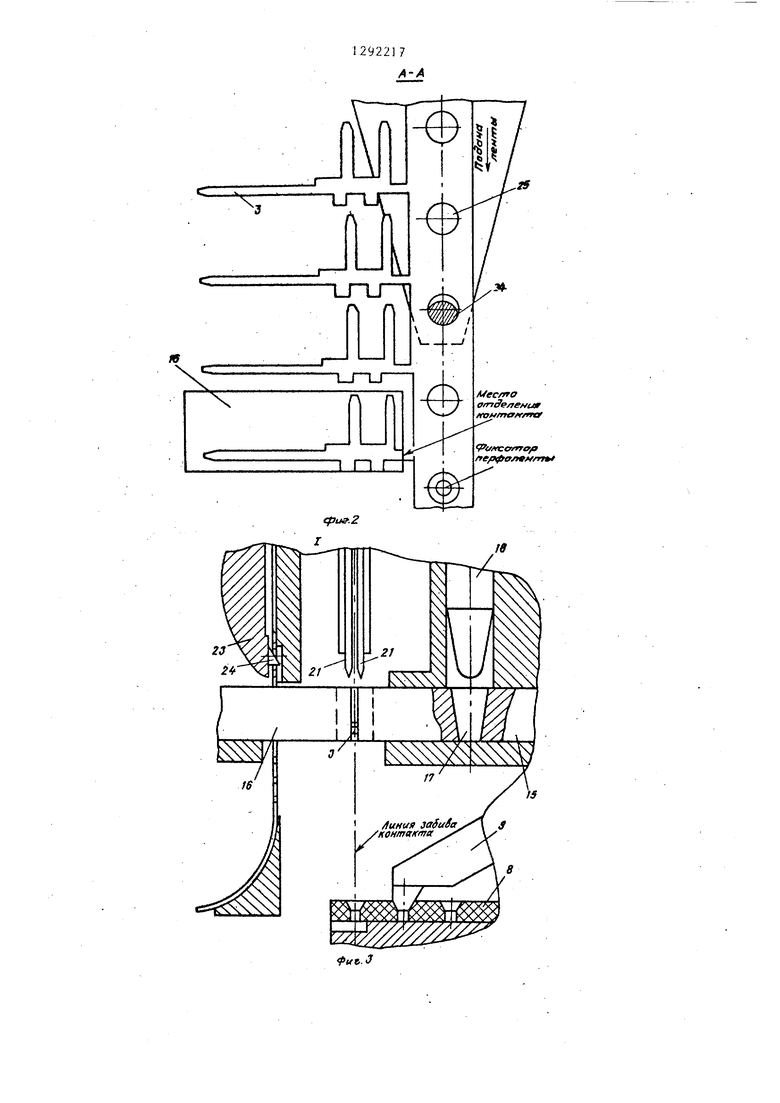
Изобретение относится к производству электрических соединителей, а именно к устройствам для их сборки. Целью изобретения является улучшение эксплуатационных возможностей путем установки контактов в корпуса соединителей в плоскости, параллельной направлению перемещения ленты. На фиг.1 изображена общая схема устройства для установки штампованных из лент контактов в корпуса соединителя; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел 1 на фиг.1 (пложение отрезного пуансона, подпружиненного прижима и подпружиненных губок после отделения контакта от ленты); на фиг.4-6 изображено положние механизма подачи контакта в момент захвата и установки его в корпус соединителя, вид Б.
Устройство для установки штампованных из лент контактов в корпуса соединителя состоит из механизма 1 подачи ленты 2 с предварительно отформованными, но не отделенными от нее контактами 3, механизма 4 смотки технологической бумаги 5, намотанной между слоями ленты 2, механизма намотки остатков ленты 2 после отделения от нее контактов 3.
На станине 6 установлен накопитель 7 для корпусов 8 соединителей и механизм 9 шаговой подачи корпусов 8 на позицию сборки контакта 3. На станине 6 установлен также корпус 10 с размещенным в нем механизмом 11 вырубки контактов, механизмом 12 шаговой подачи ленты и механизмом 13 подачи контактов. Эти механизмы срабатывают от кулачкового вала 14, связанного с установленным в станине 6 приводом. В корпусе 10 размещен также подпружиненный прижим 15, предназначенный для фиксау НИИ положения контакта 3 при его взаимодействии с подпружиненным отзанных и подпружиненных друг относительно друг а II губок. Изобретение позволяет устанавливать К в корпуса соединителей в плоскости, параллельной направлению перемеш.енияленты. 6 ил.
5
0
5
0
5
0
5
резным пуансоном 16 механизма 11 вырубки контакта от ленты и переноса его на позицию сборки.
В прижиме 15 выполнено отверстие 17, предназначенное для взаимодействия с подпружиненным фиксатором 18, посредством которого осуществляется дополнительная кинематическая связь прижима 15 с пуансоном 19 механизма 13 подачи контакта. На пуансоне 19 размещен механизм 20 захвата контактов, выполненный в виде шарнирно связанных и подпружиненных друг относительно друга губок 21,установленных с возможностью взаимодействия с путевым упором 22 и предназначенных для захвата контакта 3. На механизме 12 шаговой подачи ленты установлена защелка 23, зуб 24 которой размещен в отверстиях 25 ленты.
Устройство для установки штампованных из лент контак1;ов в корпуса соединителя работает следующим образом.
В накопитель 7 закладывают группу корпусов 8 соединителей таким образом, чтобы первое отверстие одного из них попало под защелку механизма 9 шаговой подачи корпусов соединителей. Бухта с лентой 2, между слоями которой проложена технологическая бумага 5, устанавливается в механизм 1 подачи ленты. После этого лента 2 с предварительно отформованными, но не отделенными от нее контактами 3 подается вручную под защелку 23 механизма 12 шаговой подачи ленты, а технологическая бумага 5 отделяется от ленты 2 и закрепляется вручную на механизме 4 смотки технологической бумаги.
Захваченный механизмом 9 корпус 8 соединителя подается на позицию сборки таким образом, чтобы ось первого отверстия совпала с лянией за
31
бива контакта 3. Затем включается привод кулачкового вапа 14, который приводит в действие механизмы, установленные в корпусе 10. Механизм 12 шаговой подачи подает ленту 2 на позицию вырубки, где от нее отрезается контакт 3 посредством подпружиненного отрезного пуансона 16, установленного в механизме 11 вьфубки контакта.
Отделенный контакт 3, зажатый между отрезным пуансоном 16 и подпружиненным прижимом 15, переносится на линию забива. Выполненное в прижиме 15 отверстие 17 становится при этом под фиксатором 18, который при перемещении пуансона 19 вниз освобождается и фиксирует прижим 15, западая в отверстие 17. Пуансон 19 механизма 13 подачи контактов устанавливает отдельный контакт 3 и подпружиненными губками 21 удерживает его, при этом отрезной пуансон 16 возвращается в исходное, крайнее левое
положение, прижим 15 остается на мес те, а освобожденный контакт 3 губками 21 удерживается и транспортируется к корпусу 8 соединителя, в отверстия которого пуансон 19 и забивает его,
В момент забива губки 21 освобождают контакт 3f раскрываясь при взаимодействии с путевым упором 22. Механизм 13 установки контактов,перемещаясь, вниз , воздействует на механизм 12 шаговой подачи и защелка 23 перемещает ленту 2 на шаг, подставляя контакт 3 под отрубной пуансон 16 механизма И вы рубки контактов. Возвращаясь вверх, пуансон 19 выдергивает подпружиненный фиксатор
to
922
5
15
20
25
30
35
40
74
18 из отверстия .17 и прижим 15 под действием пружины возвращается к резному пуансону 16. Проскальзывая по ленте 2, защелка 23 попадает в очередное отверстие 25. Механизм 9 шаговой подачи подает корпус 8 соединителя на шаг, под ставляя под очередное незаполненное гнездо корпуса, и цикл повторяется.
Ф ормула изобретения
Устройство для установки штампованных из лент контактов в корпуса соединителя, содержащее основание с размещенными на нем механизмом подачи корпусов с:оединителей, механизмом подачи лент с контактами, механизмом вырубки контактов с отрезным пуашсоном и механизмом подачи контактов в корпуса соединителей, отличающееся тем, что, с целью улучшения эксплуатационных возможностей путем установки контактов в корпуса соединителей в плоскости, параллельной направлению перемещения лент, оно снабжено подпружиненным фиксатором и подпружиненным прижимом, установленным на основании соосно отрезному пуансону механизма вырубки контактов, а механизм подачи контактов в корпуса соединителей выполнен в виде пуан- сона с шарнирно закрепленными на нем подпружиненными губками, причем пуансон механизма подачи контактов размещен на основании с возможностью взаимодействия с подпружиненным прижимом посредством подпружиненного фиксатора и с механизмом подачи лент с контактами.
,
Mecfrro
отЗе/гетлг
/fOH/rftrff/mf
tfvffccnrro/a ffefj o ff/rt
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки выводов электрорадиоэлементов | 2024 |
|
RU2824455C1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Автомат для изготовления гофрированных деталей из ленты | 1977 |
|
SU725754A1 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1989 |
|
SU1646661A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Автомат для пайки теплообменников | 1978 |
|
SU893428A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1975 |
|
SU538862A1 |
| Устройство для обработки ленточного материала | 1990 |
|
SU1719136A1 |

Изобретение относится к радиоэлектронике. Цель - улучшение эксплуатационных возможностей устройства для установки штампованных из лент контактов (К) в корпуса соединителя. Она достигается тем, что устройство имеет подпружиненный (П) прижим 15 для фиксации положения К при его взаимодействии с П отрезным пуансоном 16 механизма (М) 11 вырубки К от ленты и переноса его на позицию сборки. В П прижиме 15 выполнено отверстие 17 для взаимодействия с П фиксатором 18, посредством которого осущестКивиотзну jMi o/nKU / остотяов ленты Фиг. 1 СО to СО ts9 to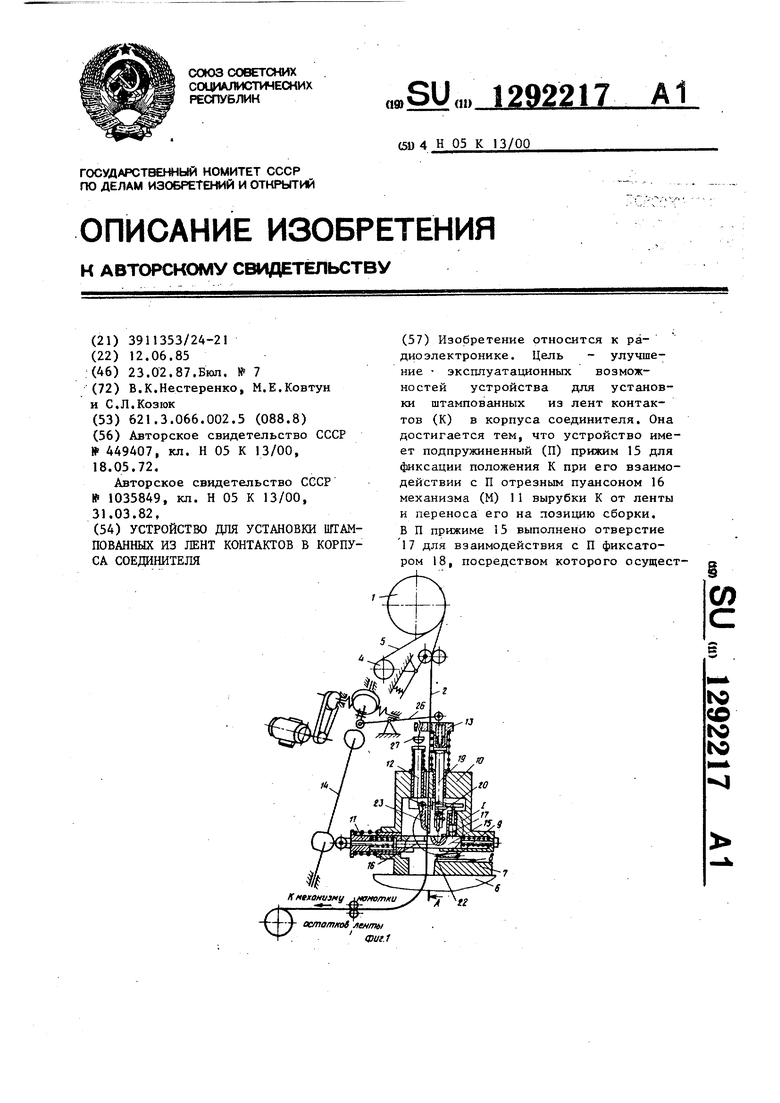
Лп
CfJuff.
ВидБ
21
Z1
%г.5
ер иг. 6
Редактор А.Шандор
Составитель А.Цырендондоков
Техред А.КравчукКорректор .А. Ильин
Заказ 290/60 . Тираж 802Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35; Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для сборки | 1972 |
|
SU449407A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для установки штампованных из лент контактов в корпуса соединителя | 1982 |
|
SU1035849A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
