1
Изобретение может быть применено при обработке металлов давлением в гибочных операциях, при конструировании гибочного инструмента.
Известны способы графического определения угла пруж1инения, определяемого как разность углов гиба в момент гибки и после пружинения.
Однако этими способами нельзя измерить угол в процессе гибки в фасонном инструменте.
Цель Изобретения - определение угла пружипен.ия при гофрировании полосового материала в зубчатых роликах.
Для этого по предлагаемому способу углы профиля в момент гибки определяют построением кривых, огибающих семейства профилей зубьев, полученпых путем обкатки без скольжения каждого зубчатого ролика.
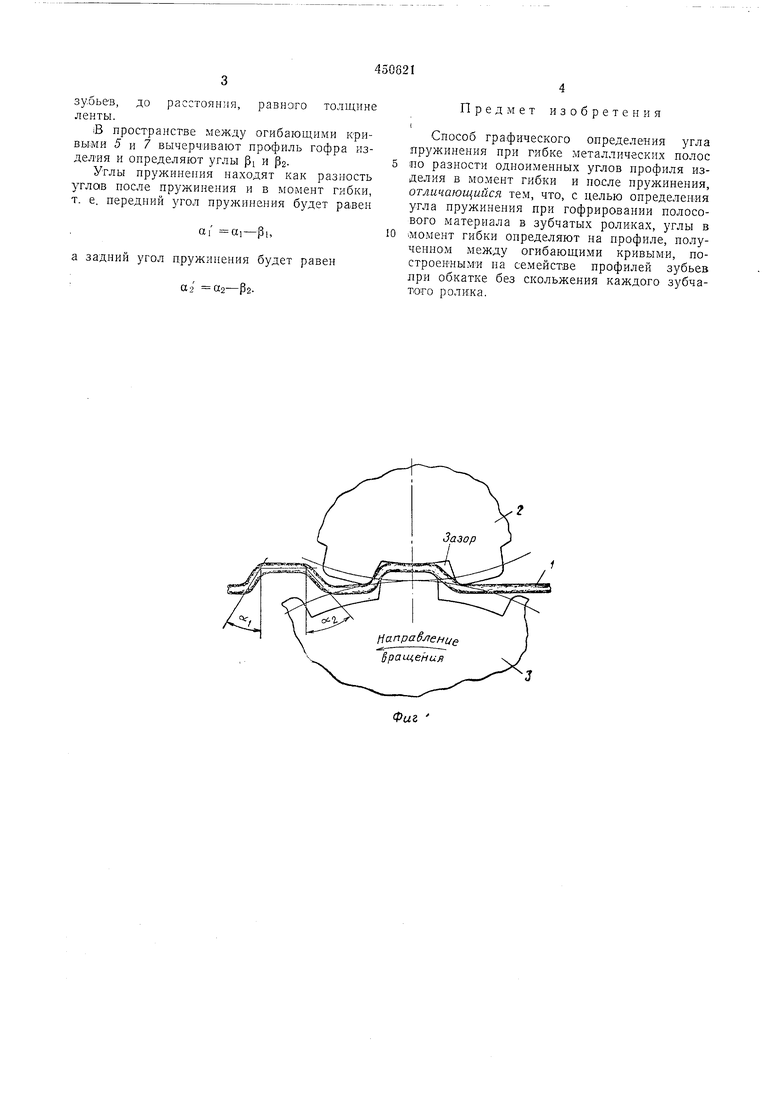
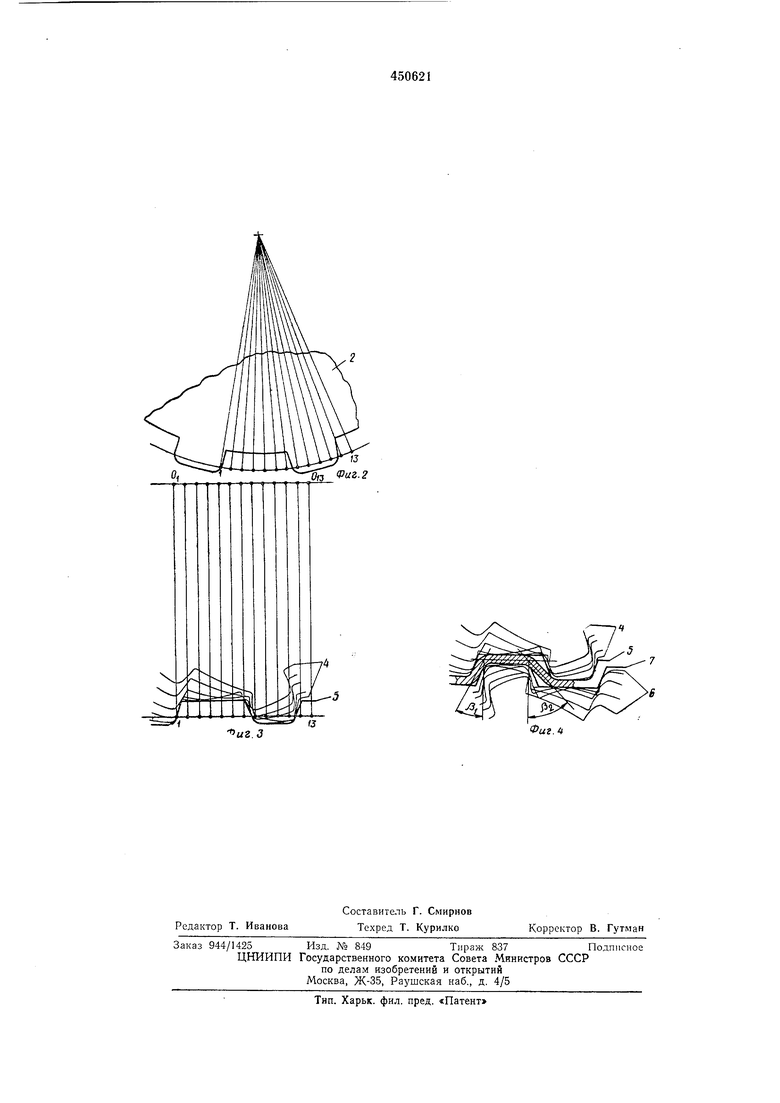
На фиг. 1 изображена схема процесса гофрирования полосового материала в зубчатых роликах; на фиг. 2 - верхний зубчатый ролИК, используемый для построения семейства профилей; на фиг. 3 - графическое изображение семейства профилей с огибающей кривой для одного зубчатого ролика; на фиг. 4 - графическое изображение семейства профилей зубьев с огибающими кривьШИ для обоих роликов и профиль изделия в момент
гибки, построенный между огибающими кривыми.
;Гибка полосового матер1 ала 1 в зубчатых гибочных роликах 2 п 3 протекает при пепрерывном вращенни роликов, при этом с каждой стороны зуба в какое-то мгновение наступает максимальный перегиб полосы. После выхода полосы из зоны гибки после пружинения передний угол гофра будет аь а задний - а. В момент гибки передний угол будет РЬ а задний - р2 (см. фиг. 4).
Графические углы Pi и Рд определяются следующим образом.
Вычерчивают зубчатое колесо в увеличенном масщтабе, при этом гофрированную полосу в момент гибки условно принимают как зубчатую рейку. Рейка с колесом зацепляется перекатыванием без скольжения. При этом строят семейство профилей 4 ведомого зуба 2 и огибающую кривую 5 (см. фиг. 3), затем строят семейство профилей 6 ведущего зуба 1 и огибающую кривую 7 (см. фиг. 4).
Зная, что в процессе гофрирования полосы зубчатыми роликами передняя сторона ведущего ролика 3 контактирует через полосу с задней стороной ведомого ролика 2, огибающего кривые 5 и 7, полученные от обкатки и построенные на семействах профилей зубьев, сближают в направлении контакта
зу.бьеБ, до расстояния, равного толщине ленты.
iB пространстве между огибающими кривыми 5 и 7 вычерчивают профиль гофра изделия и определяют углы Pi и РгУглы пружинепия находят как разность углов после пружинения и в момент гибки, т. е. передний угол пружинения будет равен
0.1 01 -Рь
а задний угол пружинения будет равен а 2 «2-р2.
Предмет изобретения f
Способ графического определения угла пружинения при гибка металлических полос
по разности одноименных углов профиля изделия в момент гибки и после пружинения, отличающийся тем, что, с целью определения угла пружинения при гофрировании полосового материала в зубчатых роликах, углы в
момент гибки определяют на профиле, полученном между огибающими кривыми, построенными па семействе профилей зубьев лри обкатке без скольжения каждого зубчатого ролика.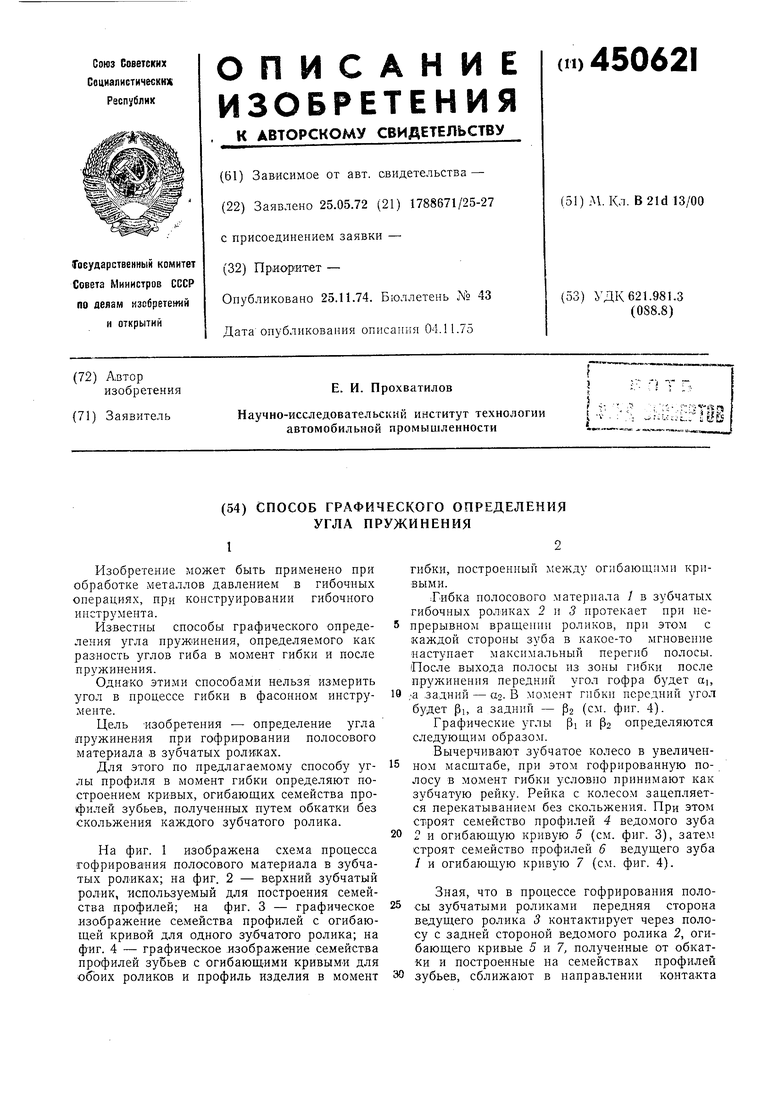
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБЧАТАЯ ПАРА | 1944 |
|
SU67425A1 |
| Устройство для гофрирования лент теплообменников | 1985 |
|
SU1304959A1 |
| Способ получения периодическогопРОфиля | 1978 |
|
SU801938A1 |
| Устройство для гибки профилей | 1979 |
|
SU854504A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| Прибор для проверки или отыскания графического представления зубцов | 1944 |
|
SU67683A1 |
| ПРИБОР ДЛЯ ПРОФИЛИРОВАНИЯ ЧЕРВЯЧНЫХ ФРЕЗ | 1972 |
|
SU348395A1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ЗИГЗАГООБРАЗНОГО СКЛАДЫВАНИЯ ПОЛОСОВОЙ ПЛЕНКИ | 1996 |
|
RU2113391C1 |
| Станок для гибки длинномерных заготовок | 1978 |
|
SU858975A1 |
IS
иг.З
Фиг.ч
