1
Изобретение относится к области обработки металлов давлением.
Известен способ правки трубы путем обкатки ее на оправке роликами.
Основной недостаток известного спосо- ба заключается в том, что он не обеспечивает правку труб с как угодно малой толщиной стенки.
По предлагаемому способу одновременно с обкаткой трубу подвергают знакопеременному сплющиванию, а обкатку производят на оправке с диаметром, меньщим внутреннего диаметра трубы на величину максимального упругого сплющивания трубы. Это обеспечивает правку труб с малой толщиной стены.
Способ поясняется чертежом. S Способ заключается в следующем.
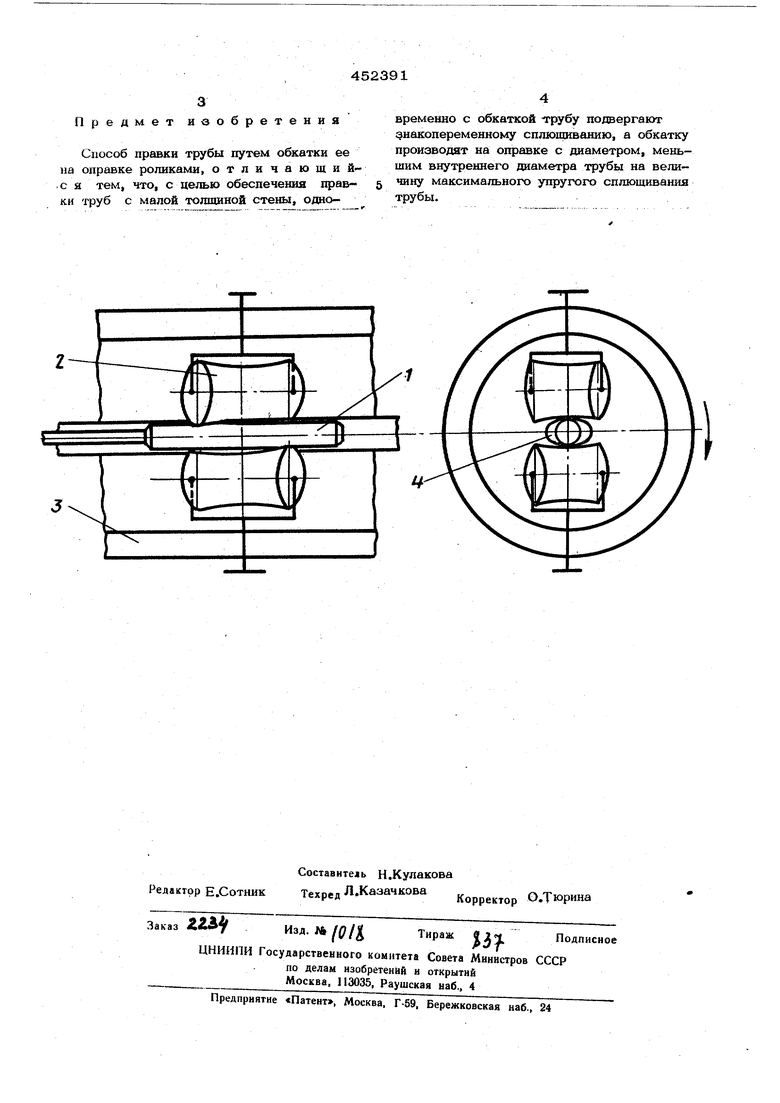
Правку производят обкаткой трубы на оправке 1, введенной внутрь трубы. Оправка, введенная в трубу,имеет диаметр, внутреннего диаметра трубы на величину максимального упругого сплющивания выправляемой трубы. Обкатку производят, например, двумя холостыми противоположно расположенными правильными валками 2, установленными во вращающемся барабане 3. В рабочем положении правильные валки , упруго (с исключением обжатия трубы по стенке) прижимают трубу 4 к оправке.
Кривизну и овальность трубы устраняют за счет ее знакопеременного сплющивания j (посредством знакопеременно1Х) изгиба стенки трубы). Вмятины (внутренние и внещние) выглаживаются обкладкой.
Поступательное движение трубе сообща-; ется путем подачи ее парными роликами с осями, перпендикулярными к оси правки.
За счет выполнения подающих роликов подпружиненными труба защемляется, таКИМ образом исключаются проворачивание и закручивание трубы.
Правка обкаткой на оправке может производиться в косорасположенных валках, : установленных в стационарной станине. I Раствор 1фавильных валков и угол их на-1 клона к оси правки плавно регу;шруются.
Предмет изобретения
Способ правки трубы путем обкатки ее на оправке роликами, отличающийся тем, что, с целью обеспечения правки труб с малой толщиной стены, одновременно с обкаткой трубу подвергают знакопеременному сплюишванию, а обкатку производят на оправке с диаметром, меньшим внутреннего диаметра трубы на величину максимального упругого сплющивания трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2201828C2 |
| Способ производства особо тонкостенных труб | 1976 |
|
SU614867A1 |
| Способ правки тонкостенных труб | 1984 |
|
SU1279700A1 |
| СПОСОБ ПРАВКИ КРУГЛОГО ПРОКАТА | 2001 |
|
RU2188092C1 |
| СПОСОБ ПРАВКИ КОРОТКОМЕРНЫХ ТРУБ | 2008 |
|
RU2374022C1 |
| Способ правки тонкостенных труб | 1985 |
|
SU1278055A1 |
| Способ правки тонкостенных труб | 1987 |
|
SU1532117A1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
