Изобретение относится к обработке металлов давлением, а точнее к правк тонкостенных труб и может быть использовано при правке высокопрочных особотонкостенных стальных труб с отношением диаметра к толщине свыше 200 и пределом текучести материала труб свьше 100 кг/мм.
.Цель изобретения - повышение качества правки тонкостенных труб.
Сущность изобретения заключается в том, что необходимое для качественной правки условие, а именн:о обеспечение в материале трубы пластической деформации не менее чем на 2/3 толщины стенки трубы, удовлетворяют за счет того, что сплющивание трубы производят по предложенной зависимости до величины, при которой в материале возникают пластические деформации в пределах 0,45, ... 0,52 толщины стенки, что не вызывает опасений потери устойчивости -поперечного ее сечения от этого вида деформации, а производимьй одновременно со сплющиванием изгиб трубы осуществляют в упругой зоне. При этом поперечное сечение трубы не теряет устойчивости.
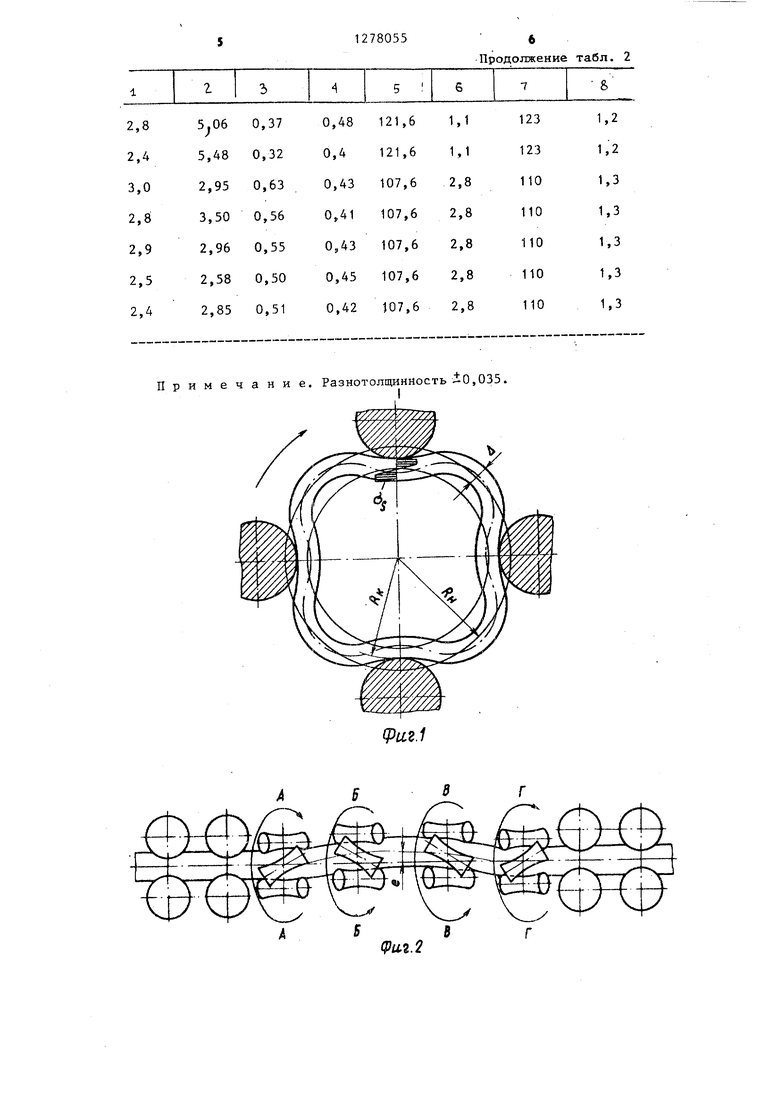
На фиг. 1 изображена деформация поперечного сечения трубы при сплющивании в калибрах и распределение напряжений изгиба стенки трубы под .роликом; на фиг. 2 - схема одновременной деформации поперечного сечения и изгиб в продольном направлении; на фиг. 3 - схема распределения моментов изгиба при деформации трубы в продольном направлении.
Предлагаемый способ может быть осуществлен на известной трубопра- вильной машине (фиг. 2) с вращаемыми закрытыми калибрами. При прохождении трубы через такую машину ей сообщается знакопеременное сплющивание поперечных сечений до величины, опре- делямой из условия (-(0,56, ...,
(фиг. 1) с одновременным
0,64)
1§1Й
д п
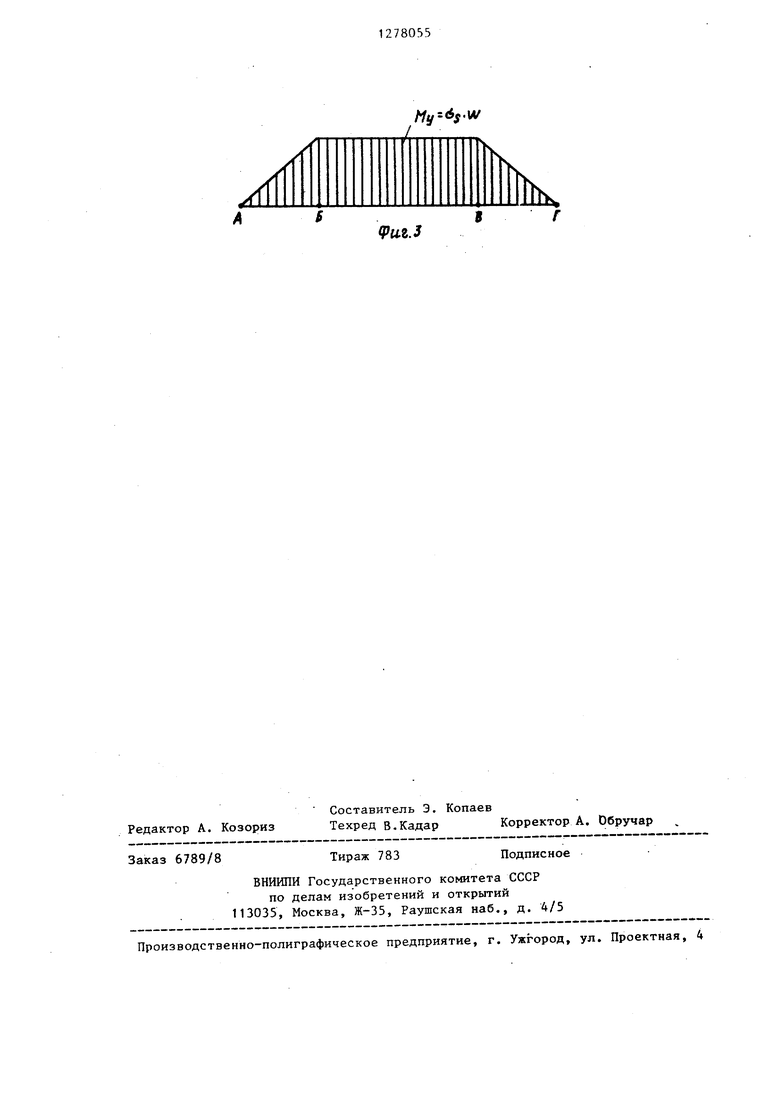
изгибом (например, по трапециевидной с хеме, фиг. 3), который задается из расчета создания максимальной упругой деформации в сечении трубы при продольном ее изгибе.
Пример. Правку проводят на трубоправильной машине с четырьмя вращаемыми четырехроликовыми закры- калибрами. Для этого используют
5
5
0
s
трубы 0 123 X 1,2 мм, из стали с 32 КГ/ММ2 , 6 44% и трубы 0 110 х X 1,3 мм с &s 75 кг/мм , & 11%. Правку проводят двумя способами. Прогиб трубы определяют по известной зависимости
r(t.)i 2(t )2-3t 6;Ё-К„ - ti aJ.
где - прогиб трубы в продольном
направлении;
относительный изгибающий
момент;
предел текучести материала
трубы;
модуль упругости материала
трубы;
расстояние между группами
роликов А и В, В и Г
(фиг. 2);
расстояние.между группами
роликов Б и В.
Сплющивание трубы соответствует номинальному наружному радиусу трубы по известному способу.
Прогиб трубы (трапециевидная схема) задается из расчета максимального .упругого момента, а сплюпщвание в четырехроликовых обоймах для данного размера труб в соответствии с предлагаемым режимом определяется по зависимости
m в, тг -
t; t 35
RK R.
„014 -5-5i и, I j
Для обоих вариантов правки величины tg 890 MMjvt 480 мм, m l,16 остаются одинаковыми.
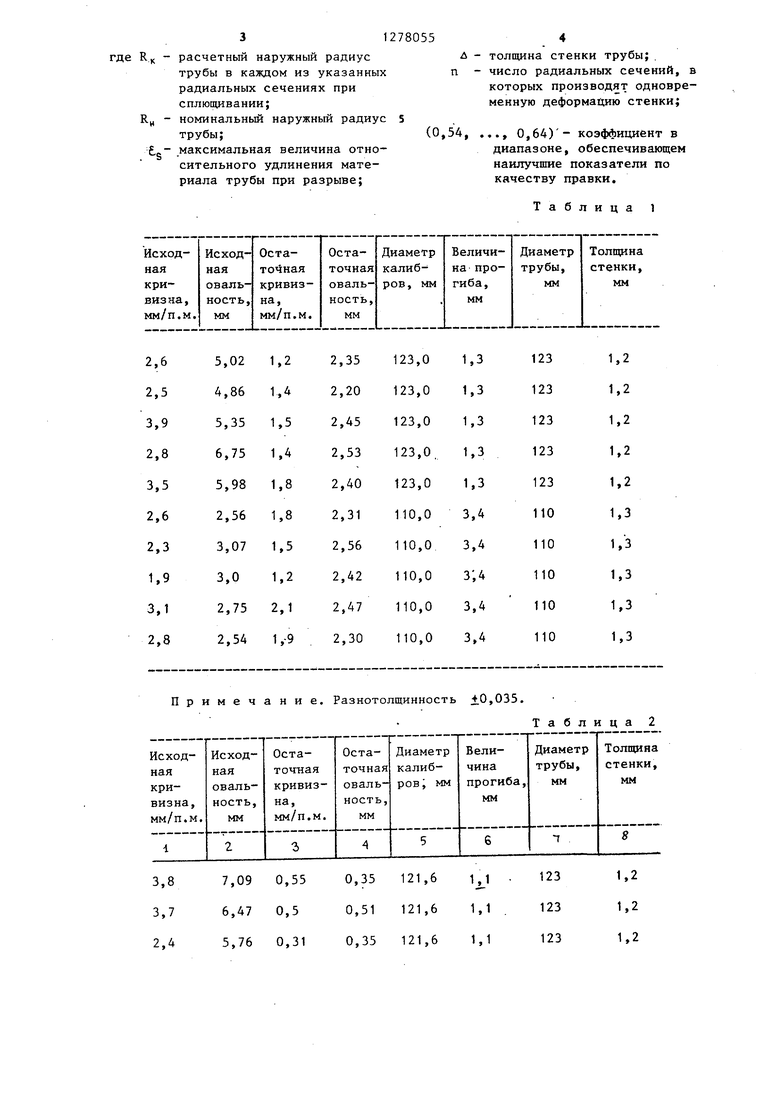
В табл. t приведены результаты правки труб по известному способу; в табл. 2 предлагаемому способу.
Формула изобретения
Способ правки тонкостенньк труб, включающий знакопеременное сплющивание одновременно в нескольких равномерно расположенных по периметру радиальных сечениях и изгиб трубы в продольном направлении, отличающийся теМр что, с целью повышения качества правки, сплющивание трубы в каждом из указанных сечений осуществляют до величины, определяемой из условия
R R - (0,56,
0,64)
.
4-n
R - расчетный наружный радиус
трубы в каждом из указанных радиальных сечениях при сплющивании; RJ, - номинальный наружный радиус 5
трубы;
.g- максимальная величина относительного удлинения материала трубы при разрыве;
Д - толщина стенки трубы; п - число радиальных сечений, в которых производят одновременную деформа1шю стенки;
(0,54, .,., 0,64) - коэффициент в диапазоне, обеспечивающем наилучшие показатели по качеству правки.
Таблица 1
Примечание. Разнотолщинмость iO,035.
Продолжение табл. 2
(РИ2.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки тонкостенных труб | 1984 |
|
SU1279700A1 |
| Способ правки тонкостенных труб | 1987 |
|
SU1532117A1 |
| Технологический инструмент косовалко-ВОгО CTAHA | 1979 |
|
SU835541A1 |
| СПОСОБ ПРАВКИ КРУГЛОГО ПРОКАТА | 2001 |
|
RU2188092C1 |
| Способ правки труб | 1985 |
|
SU1378979A1 |
| Способ непрерывной правки фасонного проката | 1988 |
|
SU1532119A1 |
| Способ правки труб | 1983 |
|
SU1199340A1 |
| Способ изготовления многогранных сварных труб | 1986 |
|
SU1382527A1 |
| Способ обработки кольцевых заготовок | 1988 |
|
SU1489880A1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
Изобретение относится к технологии правки высокопрочных особотон- костенных труб и позволяет повысить качество правки за счет того, что сплющивание трубы одновременно в нескольких равномерно расположенных по периметру радиальных сечениях осу- щестэляют до величины, определяемой из условия RK R - (0,56, ..., 0,64) -Л.. 2 табл, 3 ил. дп ю sj 00 01 01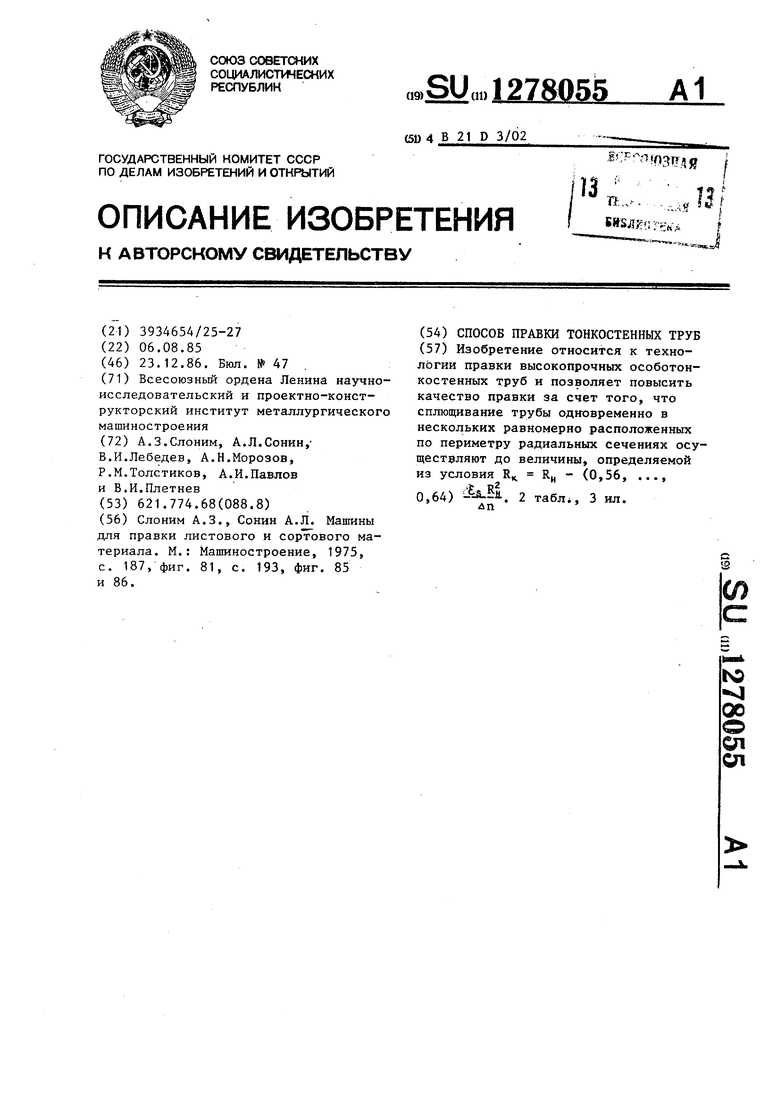
А/у,.и/
А
Кftf
fplil.S
Редактор A. Козориз
Составитель Э. Копаев
Техред В.Кадар Корректор А. Обручар
Заказ 6789/8
Тираж 783
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Подписное
| Слоним А.З., Сонин А.Л | |||
| Машины для правки листового и сортового материала, М.: Машиностроение, 1975, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
| Горный компас | 0 |
|
SU81A1 |
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
