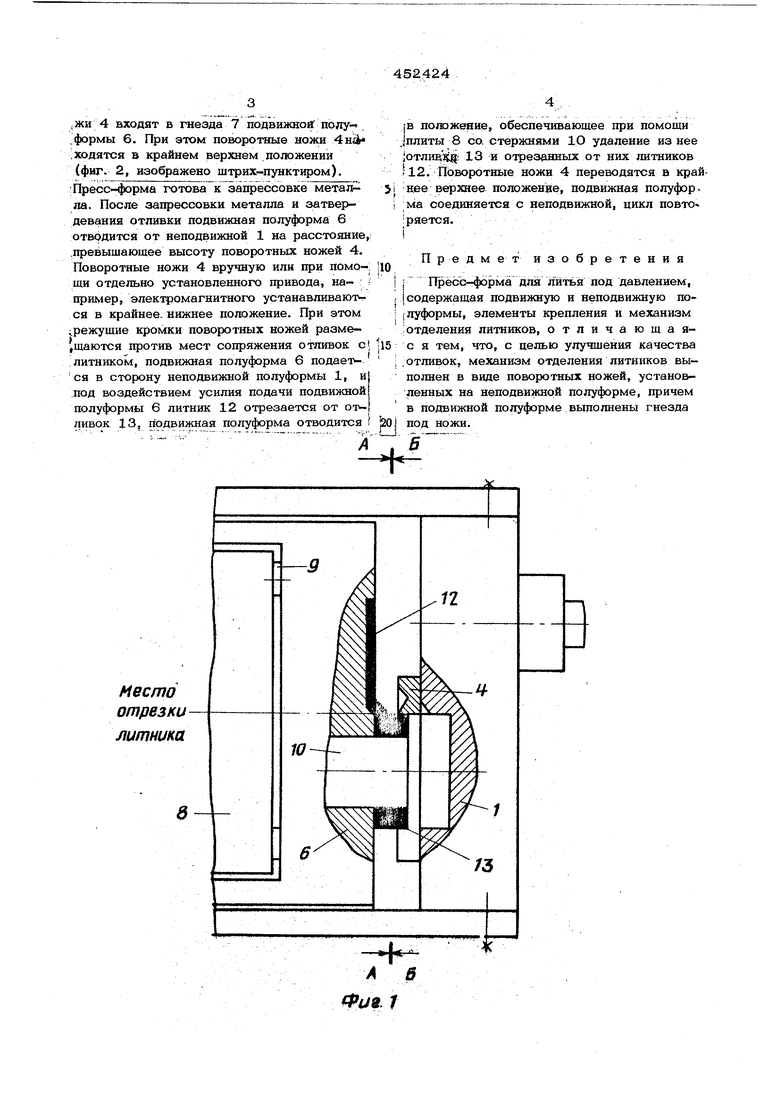
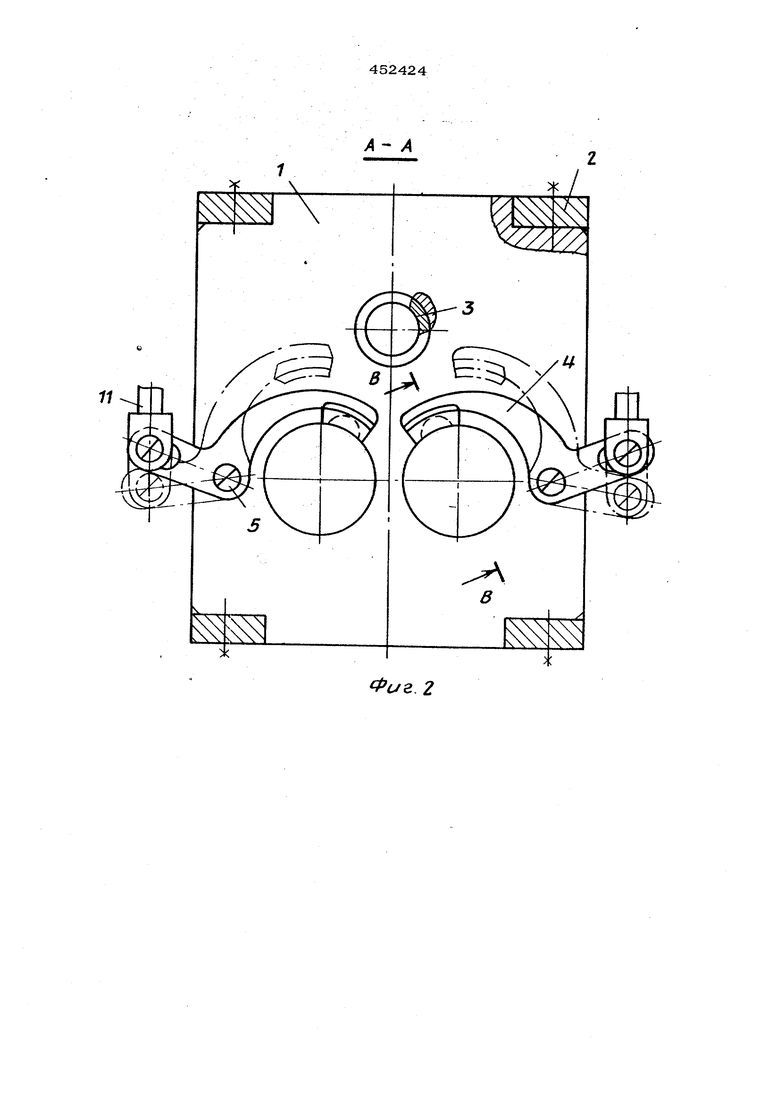
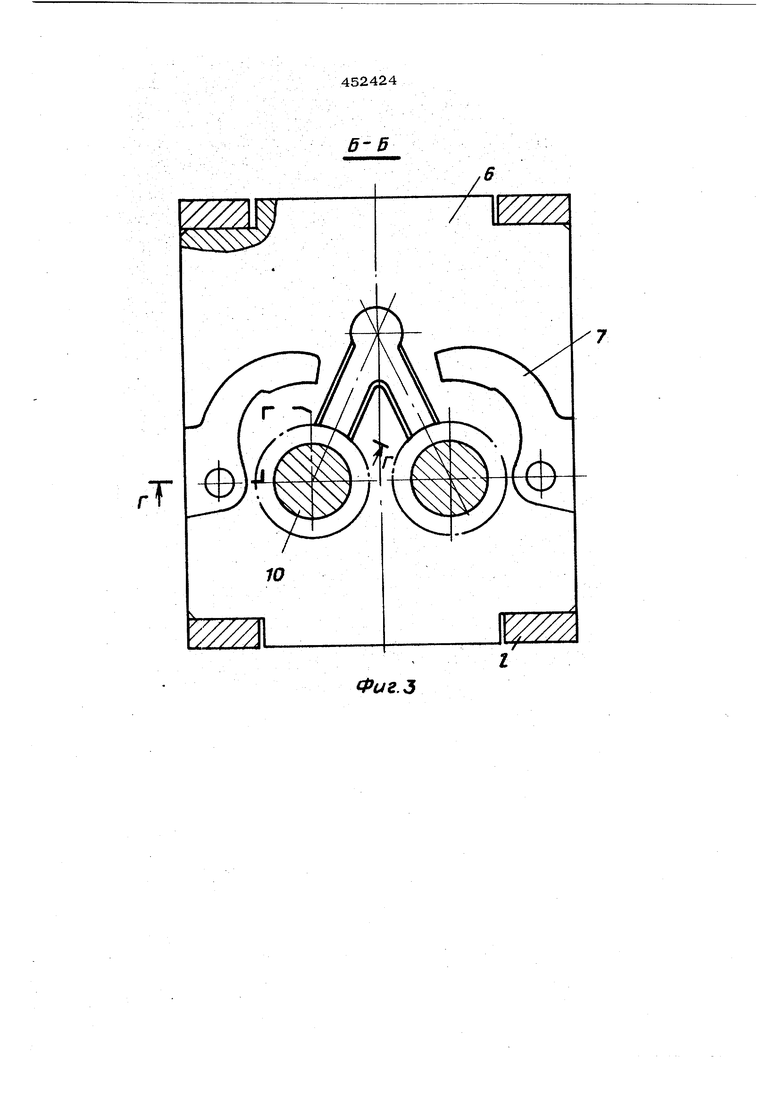
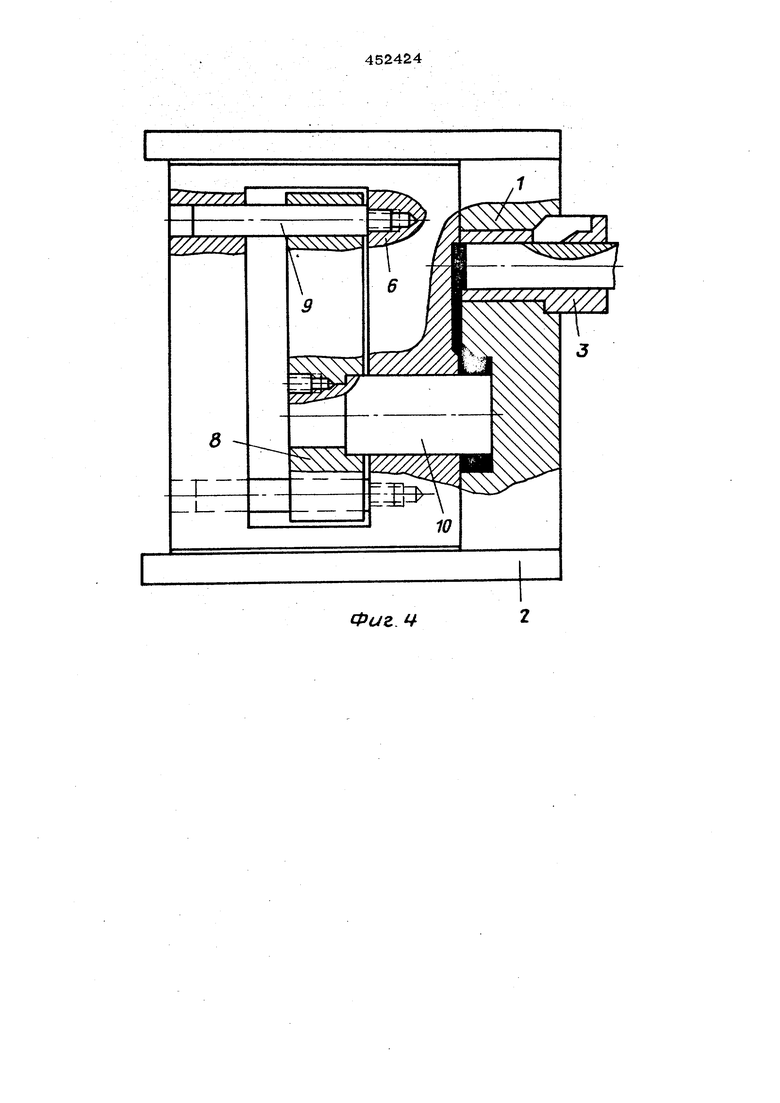
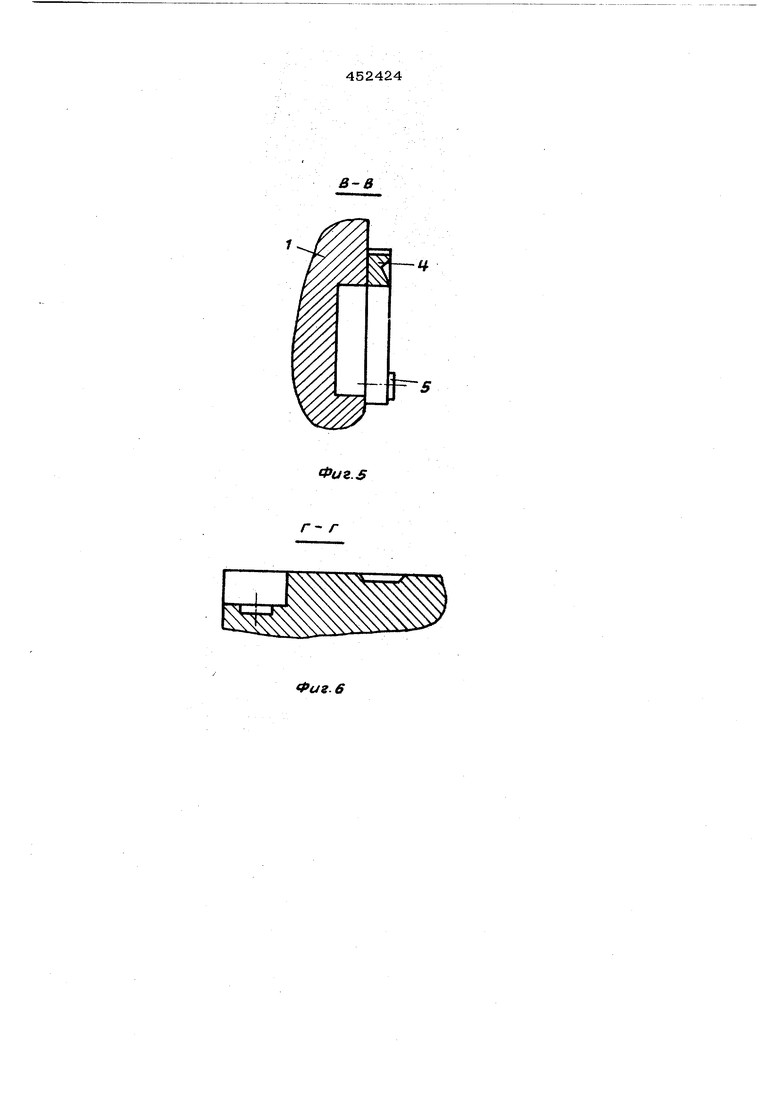
Изобретение отяосится к области производетва литых заготовок из цветных металлов и их сплавов на машинах литья под давлением. Известна пресс-форма для литья под давл нием, содержащая неподвижную и подвижную полуформы с толкателями, снабженная штангами, взаимодействующими с толкателями при отделении литников от отливки. Недостатком такой пресс-фирмы явл$ ется наличие рваного следа в отливке после отрыва от нее литника, ухудшающего качество отливок и требукмдего дополнительных затрат на зачистку. Целью изобретения является улучшение качества отливок. Для этого неподвижная полуформа предлагаемой пресс-формы снабжена поворотными ножами, профиль режущих кромок которых совпадает с контуром сопряжения литника с отливкой, обеспечивающими о- деление литника от отпивки при BSajMpfleE ствии с подвижной полуформой, при этом B I подвижной полуформе выполнены гнезда под ..поворотные ножи. На фиг. 1 изображена пресс-форма перед отрезкой литников от отливки; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 по &.Б на фиг. 1; на фиг. 4 - общий вид пресс-формы в момент запрессовки металла; на фиг. 5 - разрез по В-В ; на фиг. 2; на фиг. 6 - по Г-Г на фиг. 3. Пресс-форма состоит из неподвижной полуформы 1, выполненной в виде плиты t размешенными на ней направляющими 2, литниковой втулкой 3, поворотными, ножами 4 и осями 5, подвижной полуформьг| 6 с гнездами 7 для размещения в них поворот, ных ножей 4, плита 8 с направл5пощими 9 и стержнями 1О. Ножи 4 поворачиваются вокруг осей Sj при помощи тяг 11, например, вручную или от электропривода. Режущие кромки поворотных ножей совпадают с контуром сопр жения литника 12 с отливкой 13. i Пресс-форма работает следующим обраaoli. В момент соединения подвижной полуЬформы 6 с неподвижной I поворотные но-ч .жи 4 входят в гнезда 7 подвижнойГ полу- .формы 6. При этом поворотные ножи 4нг .ходятся в крайнем верхнем положении (фиг. 2, изображено штрих-пунктиром), Пресс-форма готова к запрессовке метал ла. После запрессовки металла и затвердевания отливки подвижная полуформа 6 отводится от неподвижной 1 на расстояние, превышающее высоту поворотных ножей 4. Поворотные ножи 4 вручную или при помощи отдельно установленного привода, на- : пример, электромагнитного устанавливаю-ргся в крайнее, нижнее положение. При этом режущие кромки поворотных ножей разме(Щаются против мест сопряжения отливок с литнико М, подвижная полуформа 6 подает ся в сторону неподвижной полуформы 1, и .под воздействием усилия подачи подвижной полуформы 6 литник 12 отрезается от о-гливок 13, подвижная полуформа отводится А место отрез кили т ни ка |В положение, обеспечивающее при помощи плиты 8 со. стержнями 1О удаление из нее ;отлш50 ; 13 и отрезанных от них литников ; 12. Поворотные ножи 4 переводятся в крайнее верхнее положен1ве, подвижная полуфор ма соединяется с неподвижной, цикл повто ряется. Предметизобре тения j Пресс-форма для под давлением, {содержащая подвижную и неподвижную по|Луформы, элементы крепления и механизм отделения литников, отличающаяс я тем, что, с целью улучшения качества .отливок, механизм отделения литников выполнен в виде поворотных ножей, установленных на неподвижной полуформе, причем в подвижной полуформе выполнены гнезда по/ под ножи. АФиг 2 А
гТ
R
6 б
/7
Фиг.З Фиг 
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1516222A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1310105A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU897392A1 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1733188A1 |
| Прессформа для литья под давлением | 1975 |
|
SU534300A1 |
Фиг.
