Изобретение относится к литейному производству, в частности к литью под давлением.
Цель изобретения - повыщение производительности.
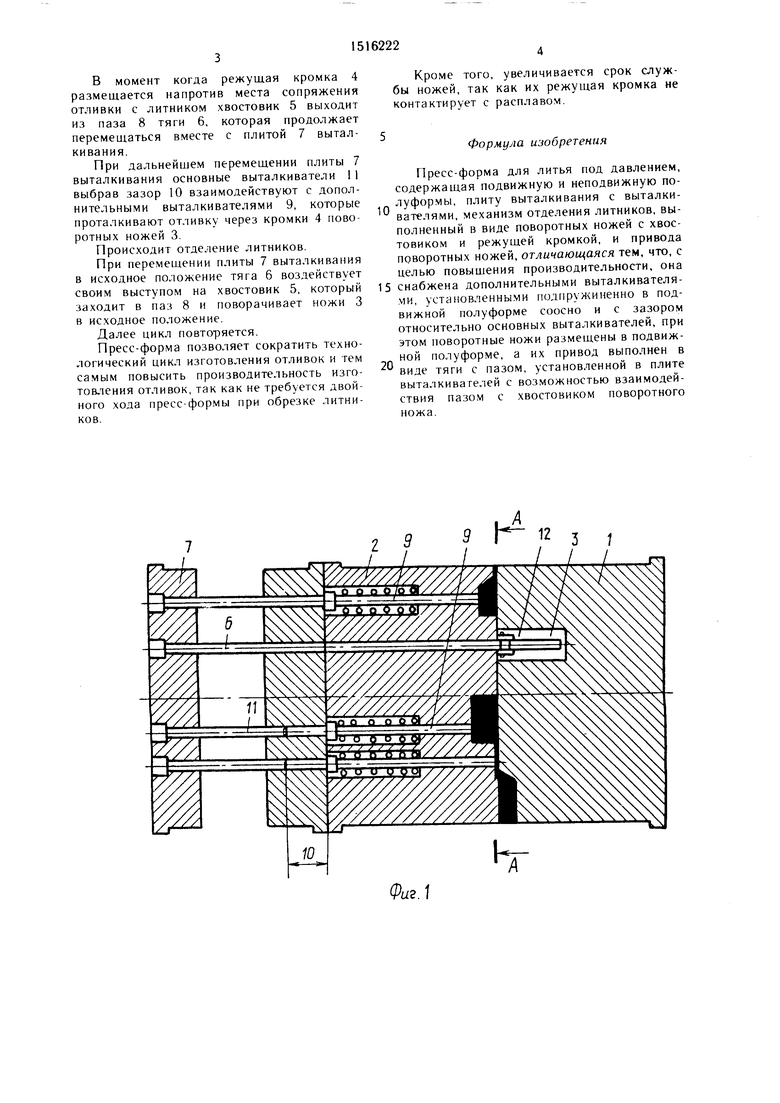
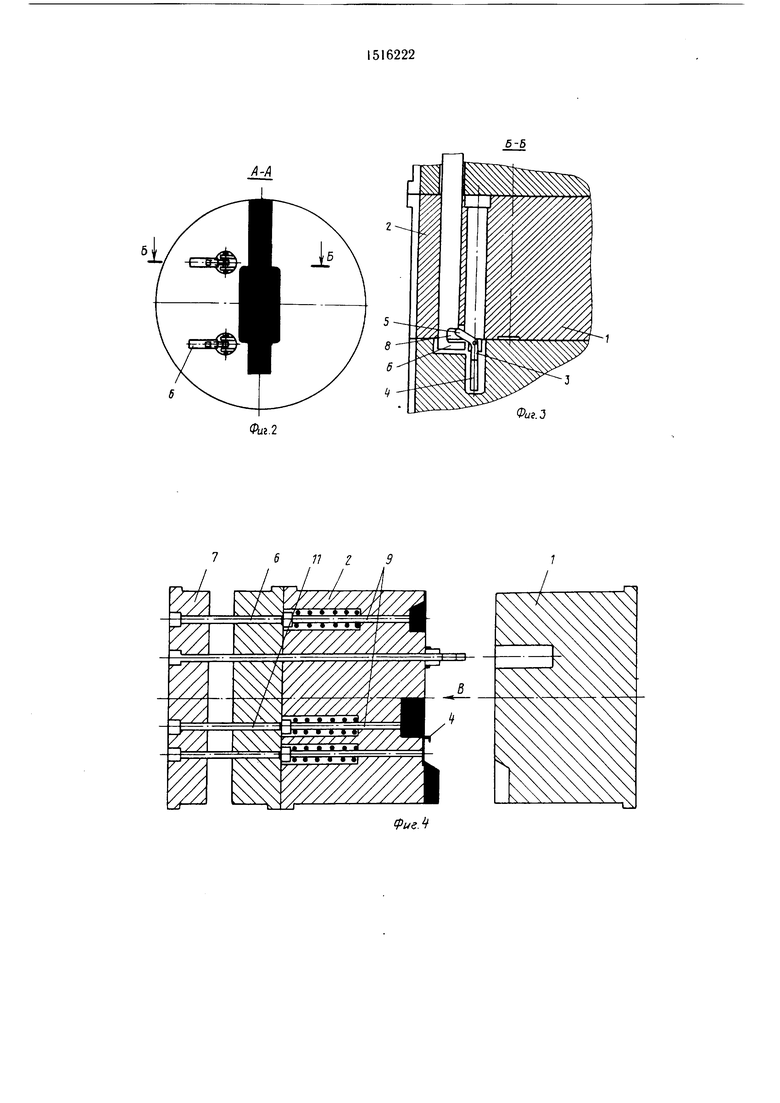
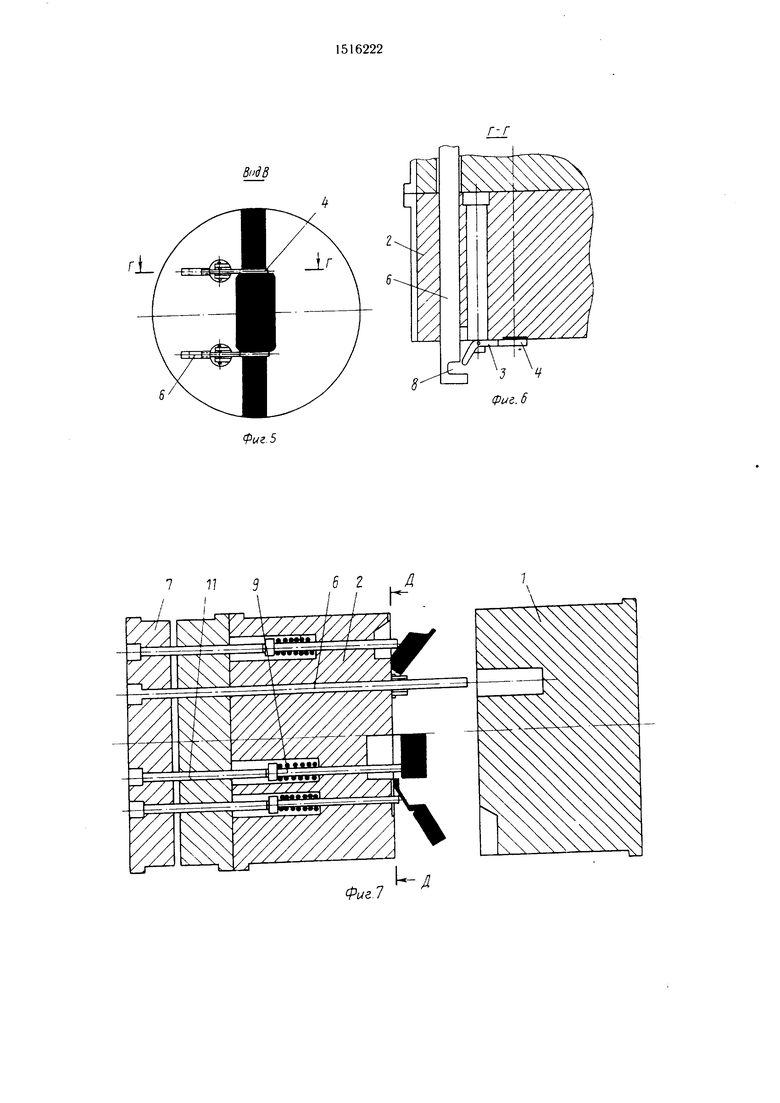
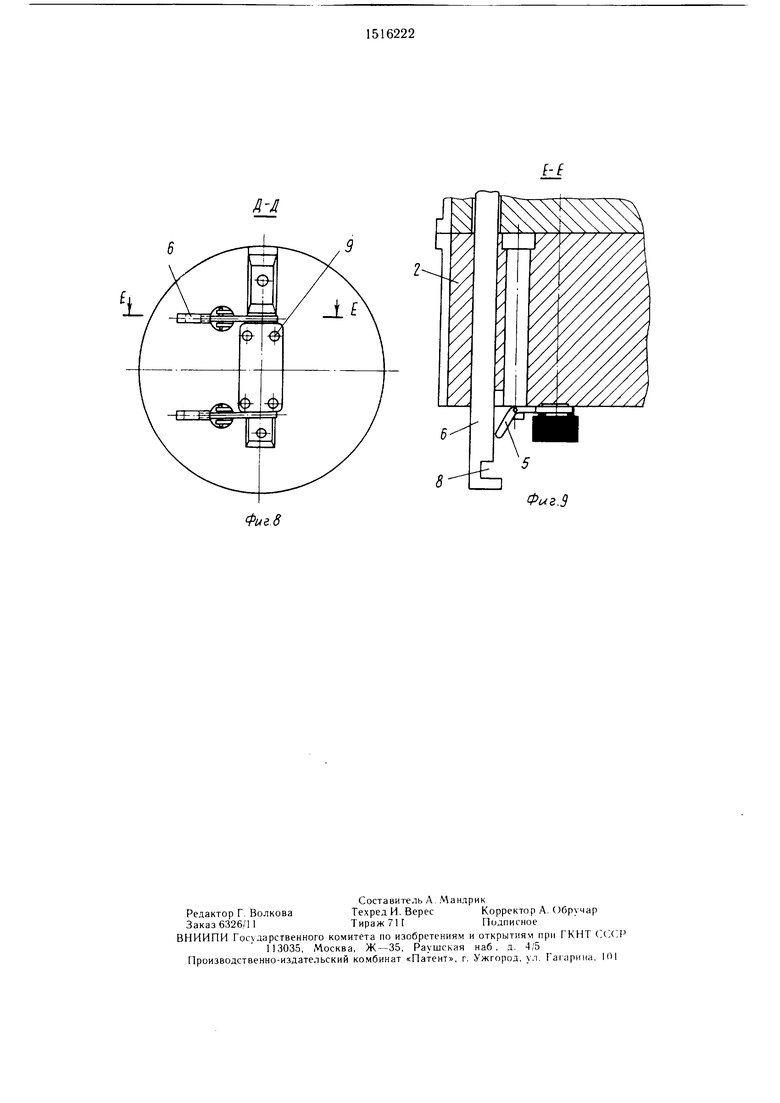
На фиг. I изображена схема пресс- формы в момент запрессовки; на фиг. 2 - разрез А -А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - схема пресс-формы в момент окончания поворота ножей и размещения их режущих кромок напротив мест соединения отливки с литником; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - схема пресс-формы в момент отделения литников и выталкивания отливки; на фиг. 8 - разрез Д-Д на фиг. 7; на фиг. 9 - разрез Е- Е на фиг. 8.
Пресс-форма содержит неподвижную полуформу 1 и подвижную полуформу 2 с установленными на ней поворотными ножами 3 с наклонной режущей кромкой 4 и с хвостовиком 5.
Привод выполнен в виде тяги 6, установленной на плите 7 выталкивания и имеющей паз 8.
Дополнительные выталкиватели 9 подпружинены и установлены в подвижной полуформе соосно и с зазором 10 относительно основных выталкивателей 11.
В неподвижной полуформе 1 выполнены гнезда 12 под поворотные ножи 3.
Пресс-форма работает следующим образом.
В момент соединения подвижной полуформы 2 с неподвижной полуформой I поворотные ножи 3 кромкой 4 входят в гнезда 12 неподвижной полуфор.мы 1.
После запрессовки расплава и затвердевания металла производят раскрытие пресс- формы.
При этом подвижная полуформа 2 перемещается влево и поворотные ножи 3 кромкой 4 выходят из гнезд 12 неподвижной полуформы 1.
Гидравлический толкатель мащины (не показан), жестко скрепленный с плитой 7 выталкивания, перемещает ее вправо, а вместе с ней и тягу 6, которая посредством паза 8 воздействует на хвостовик 5 и поворачивает ножи 3.
i
(Л
ел
05 Ю Ю
Is;)
В момент когда режущая кромка 4 размещается напротив места сопряжения отливки с литником хвостовик 5 выходит из паза 8 тяги 6, которая продолжает перемещаться вместе с плитой 7 выталкивания.
При дальнейшем перемещении плиты 7 выталкивания основные выталкиватели 1 1 выбрав зазор 10 взаимодействуют с дополнительными выталкивателями 9, которые проталкивают отливку через кромки 4 поворотных ножей 3.
Происходит отделение литников.
При перемещении плиты 7 выталкивания в исходное положение тяга 6 воздействует своим выступом на хвостовик 5, который заходит в паз 8 и поворачивает ножи 3 в исходное положение.
Далее цикл повторяется.
Пресс-форма позволяет сократить технологический цикл изготовления отливок и тем самым повысить производительность изготовления отливок, так как не требуется двойного хода пресс-формы при обрезке литников.
Кроме того, увеличивается срок служы ножей, так как их режущая кромка не контактирует с расплавом.
ФopмyJШ изобретения
Пресс-форма для литья под давлением, содержащая подвижную и неподвижную полуформы, плиту выталкивания с выталкивателями, механизм отделения литников, выполненный в виде поворотных ножей с хвостовиком и режущей кромкой, и привода поворотных ножей, отличающаяся тем, что, с целью повышения производительности, она
снабжена дополнительными выталкивателя- .1И, установленными подпружиненно в подвижной полуформе соосно и с зазором относительно основных выталкивателей, при этом поворотные ножи размещены в подвижной полуформе, а их привод выполнен в виде тяги с пазом, установленной в плите выталкивателей с возможностью взаимодействия пазом с хвостовиком поворотного ножа.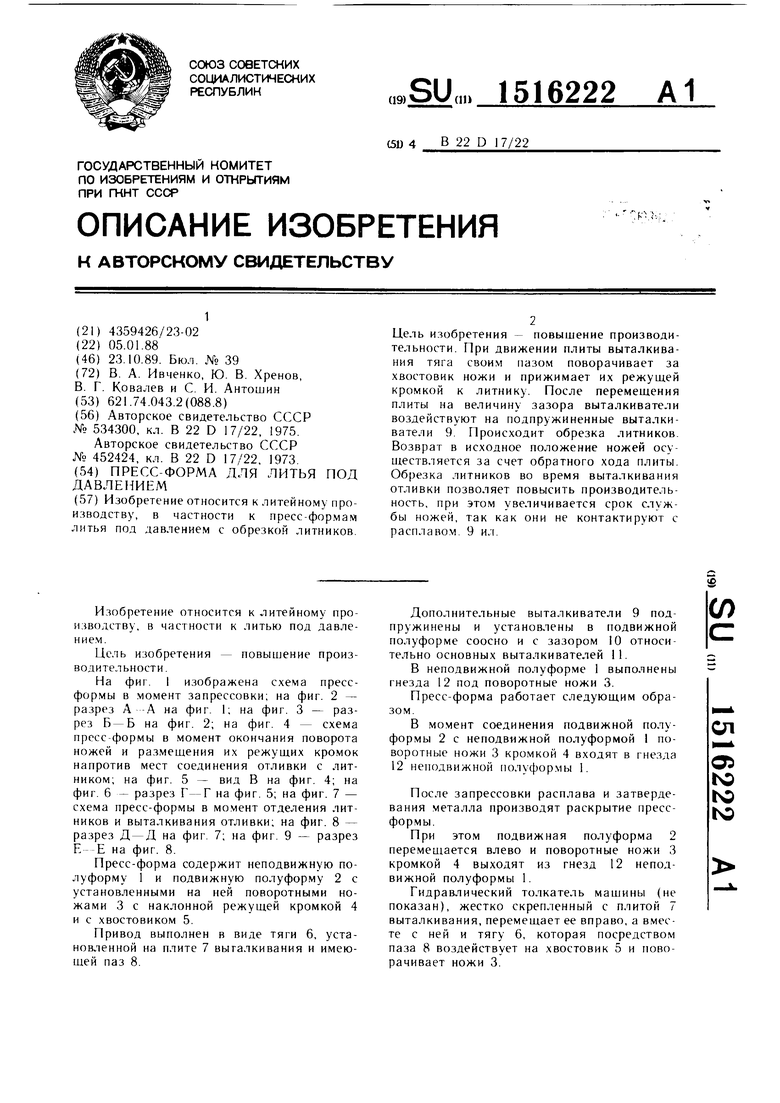
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1340894A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1234043A2 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1161237A1 |
Изобретение относится к литейному производству, в частности к пресс-формам литья под давлением с обрезкой литников. Цель изобретения - повышение производительности. При движении плиты тяга выталкивания своим пазом 8 поворачивает за хвостовик ножи и прижимает их режущей кромкой к литнику. После перемещения плиты на величину зазора выталкиватели воздействуют на подпружиненные выталкиватели. Происходит обрезка литников. Возврат в исходное положение ножей осуществляется за счет обратного хода плиты. Обрезка литников во время выталкивания отливки позволяет повысить производительность, при этом увеличивается срок службы ножей, т.к. они не контактируют с расплавом. 9 ил.
Фаг.2
Фиг.З
MB
1П3
Фиг.7
Л-Л
Фиг.9
| Прессформа для литья под давлением | 1975 |
|
SU534300A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Прессформа для литья под давлением | 1973 |
|
SU452424A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
