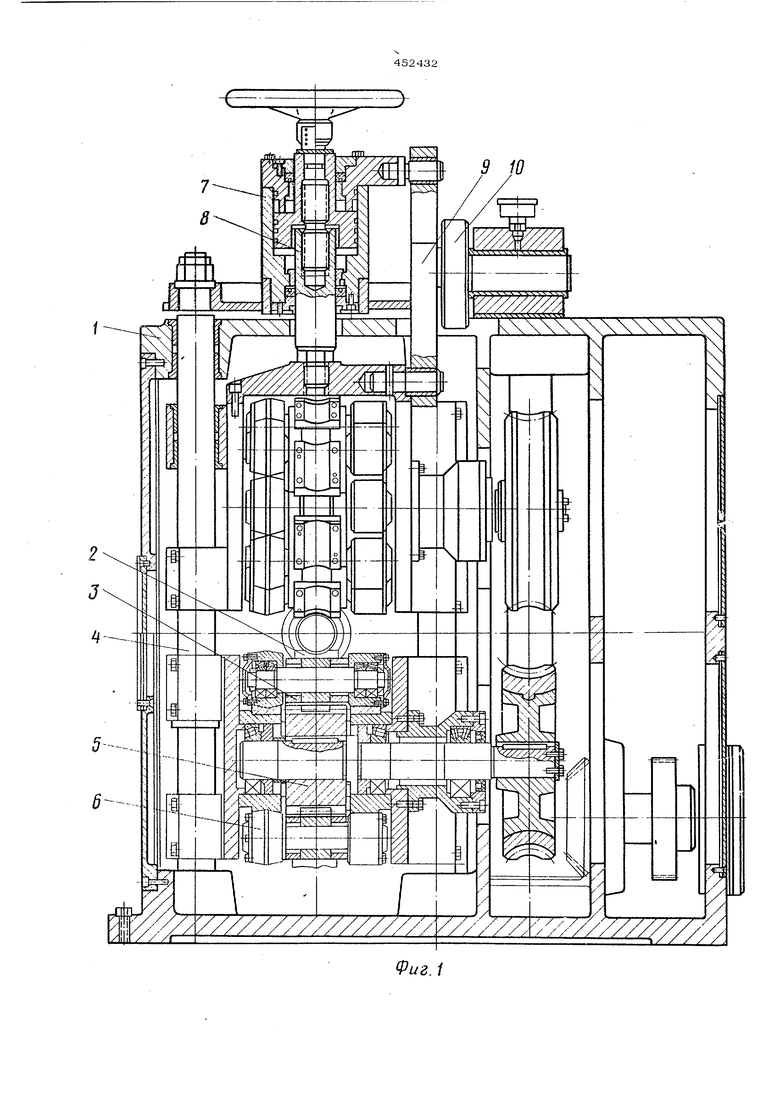
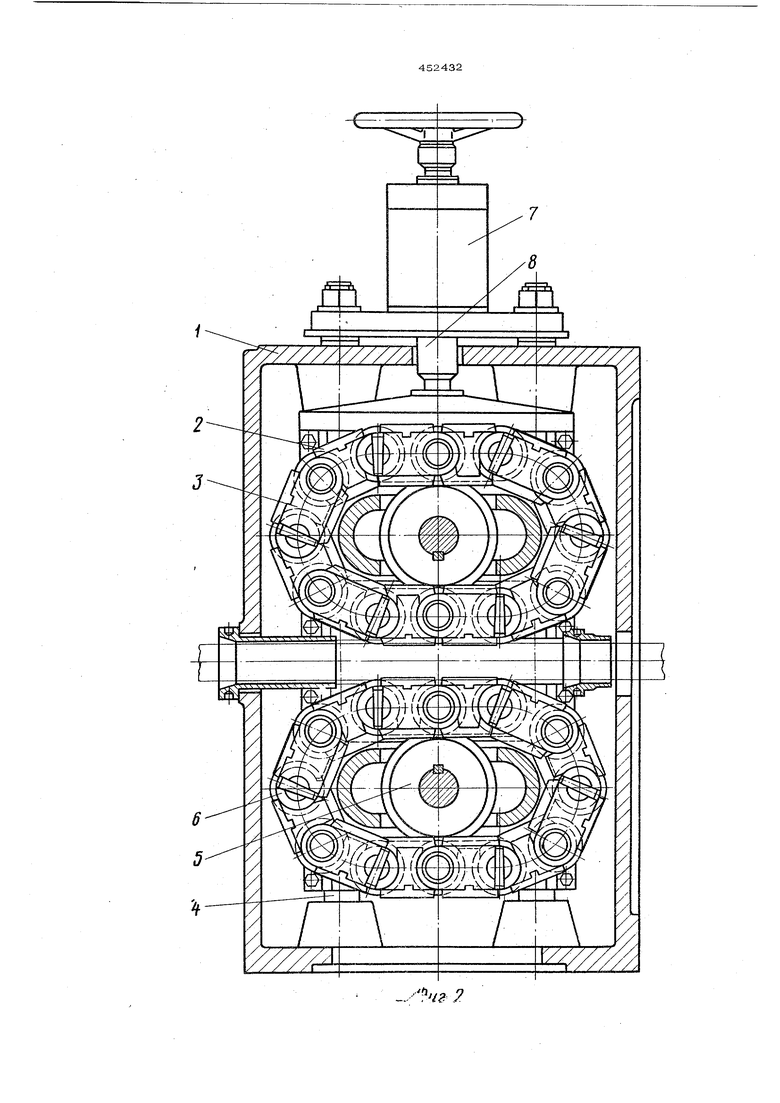
(54) МЕХАНИЗМ ПОДАЧИ К БЕСЦЕНТРОВОТОКАРНОМУ СТАНКУ торого связан с одним корпусом 3, а цилиндр 7 через жесткую связь цилиндрических направляющих 4 - с другим. Самоцентрирование корпусов 3 с призматическими зажимами 2 осуществляется посредством кривошипно-шатунного меха низма 9, закрепленного на неподвижном корпусе, один шатун 10 которого связан с одним корпусом 3, а второй- с другим. Призматические зажимы 2 своими рейками, находящимися в зацеплении с приводной шестерней 5, получают движение от при вода подач. Перемещаяс|) по направляющим корпусов 3, призматические зажимы 2, прижатые друг к другу силой гидроцилиндра 7, на криволинейном участке захватывают пруток и поочередно, прохода по цилиндрическому участку, подают его к резцовой головке, находящейся в цилиндрической бабке. Обработанный пруток, пройдя резцовую 4}ловку, выходит с другой стороны щпиндехп-.ной бабки, попадает в тянущее устройство, аналогичное подающему, которое направляет обработанный пруток на механизм разгрузки. Далее цикл повторяется. Во время работы подающих механизмов неравномерность диаметра прутка компенси руется при помощи гидроцилиндра 7. Силовое замыкание вращающихся тисков осуществляется гидроцилиндром 7, шток 8 которого связан с одной группой призматических зажимов 2, а корпус цилиндра 7 че рез четыре направляющих штангй 4 - с дру гой группой. За/ким прутка в призматических зажимах 2 производится автоматически, т. е. когда подается пруток а зону прохождения призматических зажимов 2, последние, скользя своими опорами 6 качения по фасонной поверхности и постепенно сужая зону захвата, выходят на ровный участок, захватывают пруток и подают его к резцовой головке. На выходе опоры 6 призматических зажимов 2, перемещаясь по фасонной поверхности, освобождает пруток и перемещаются по замкнутому контуру для после- д ющего захвата и подачи обрабатываемого прутка. Предмет изобретения Механизм подачи к бесцентрово-токарному станку с призматическими зажимами и с центрирующим устройством, о т л и ч а- ю щ и и с я тем, что, с целью обеспечения постоянства величины подачи и повышения надежности, он выполнен в виде вращающихся тисков, представляющих собой два корпуса, на замкнутых направляющих которых расположены на опорах качения звенья призматических зажимов, имеющих с внутренней стороны рейки, введенные в зацепление с центральными приводными шестернями, причем оба корпуса подвижны по цилиндрическим направляющим от кривошипно- шатунного механизма с силовым замыканием от гидроцилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи к бесцентрово- токарному станку | 1978 |
|
SU712202A2 |
| Механизм подачи к бесцентрово-токарному станку | 1977 |
|
SU617171A2 |
| Устройство для подачи заготовок к бесцентрово-токарному станку | 1982 |
|
SU1085677A1 |
| Механизм подачи к бесцентрово- ТОКАРНОМу СТАНКу | 1979 |
|
SU810380A2 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| ГОРИЗОНТАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ Г.ТАНОК | 1973 |
|
SU369988A1 |
| Устройство к токарным станкам для подачи длинномерных заготовок | 1982 |
|
SU1033264A1 |