Изобретение относится к области машиностроения и может быть использовано нри окончательной обработке отверстий хонингованием.
Известно устройство для активного контроля размеров при хонинговании, содерл ащес автокалибр, снабженный пояском диаметром, равным наименьшему допустимому диаметру обрабатываемого отверстия, и взаимодействующим с электродатчиком, даюидим команду исполнительным органам станка на отвод брусков и окончание цикла обработки.
Недостатком известного устройства япляется отсутствие режима чистовой обработки - выхаживания, так как при достижении заданного размера калибр входит в деталь и через электродатчик дает команду исполнительиым органам стайка на отвод брусков и окончание цикла обработки.
Цель изобретения - повьинеиие точности и частоты обрабатываемых отверстии за счет переключения стайка на режим вы.хаживаиия.
Для этого в иредлагаемом устройстве автокалибр снабжен дополнительным пояском диаметром, несколько меньшим диаметра обрабатываемого отверстия, и взаимодействующим с дополнительным электродатчиком, дающи.м команду соответствующим исиолнительным органам станка.
2
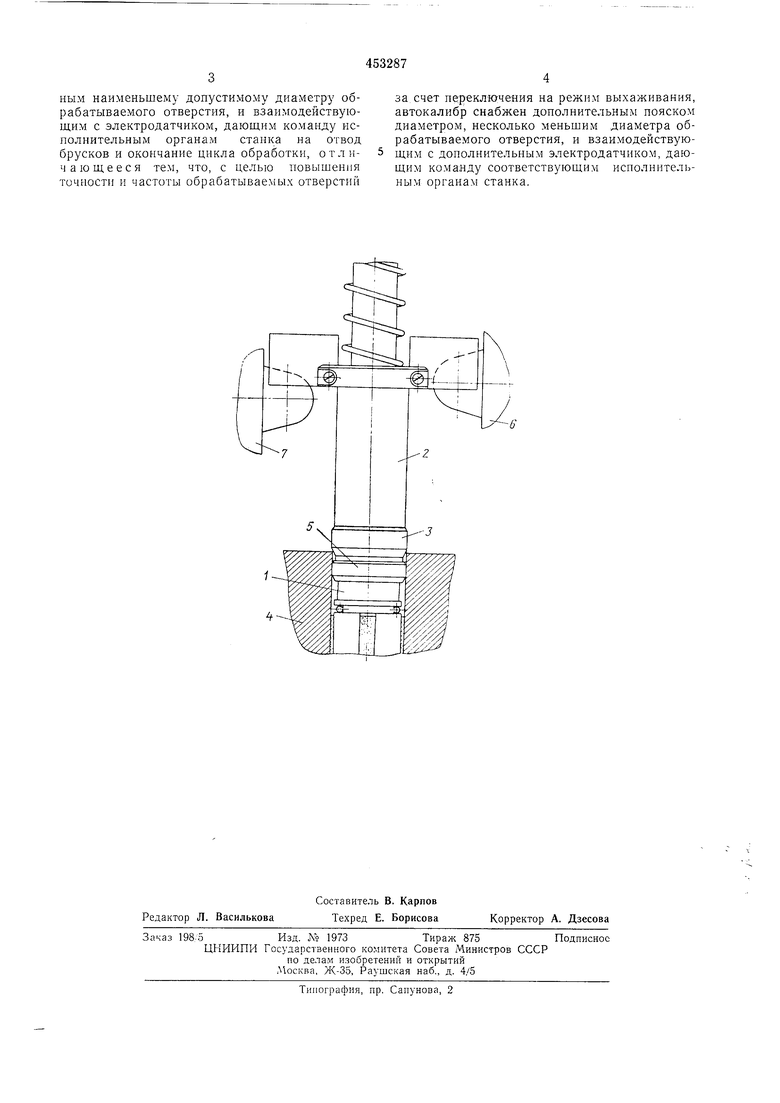
На чертеже схематически изображено предлагаемое устройство.
На корпусе хонинговальпой головки 1 расположен автокалибр 2, снабженный пояском 3, диаметр которого равен на 1меньи1ему допустимому диаметру oбpaбaтывae oгo отверстия детали 4, и пояском 5, дттаметр которого несколько меньше диаметра oбpaбaтывae гoгo отверстия.
Устройстпо содержит элсктродатчики 6 и 7, связа1 пые с исиолиительнымл органами станка.
В процессе обработки автокалибр 2. следуя за хопинговальной головкой 1. непрерывно иодводится к обрабатываемому отверстию детали 4. При достижении размера, соответствующего размеру пояска 5. последний входит в обрабатываемое отверстие и взаимодействуег с электродатчиком 6. дающи.г команду исполнительным органам статича на переход на ре жим выхаживания.
При достижеиии иомипальиого размера иоясок 3 калибра 2 входит и обрабатываемое отверстие, и электродатчик лает команду па отвод брусков и окоичан е цикла обработка).
Предмет изобретения
Устройство для активного контроля pa3N;eров прп хонпнговаиии, содержащее автохалибр, снабженный иояском диаметром, равным наи.меньшему допустимому диаметру оорабатываемого отверстия, и взаимодействующим с электродатчиком, дающим команду исполнительным оргаиЯдМ станка на отвод брусков и окончание цикла обработки, отличающееся тем, что, с целью повышения точности и частоты обрабатываемых отверстий
за счет не.реключения на режим выхаживания, автокалибр снабжен дополнительным пояском диаметром, несколько меньшим диаметра обрабатываемого отверстия, и взаимодействующим с дополнительным электродатчиком, дающим команду соответствующим исполнительным органам станка.