,1
Изобретение относится к технике программного управления технологическим оборудованием, а именно двухсуппортными токарными станками.
Известны системы программного управлеНИН для двухсуппортных токарных станков, содержащие устройство ввода программы, коммутатор, синхронизатор и два интерполятора. Однако известная система характеризуется большим объемом электронного оборудования, объясняющимся наличием двух интерполяторов, сложностью программирования, возникающей в результате необходимости чередования кадров управляющих программ обоих суппортов на одной перфоленте в строго определенном порядке, зависящем от времени отработки каждого кадра, причем любое изменение времени отработки кадров приводит к нарущению непрерывности поступления управляющих сигналов с выхода интерполятора, а следовательно, к сбою следящей системы.
Целью изобретения является повышение надежности работы системы.
Цель достигается тем, что в систему введены второй коммутатор, первая и вторая схемы ИЛИ и последовательно соединенные второе устройство ввода программы, третий коммутатор, третья схема ИЛИ, счетчик, четвертый коммутатор и четвертая схема ИЛИ. Ири этом первое устройство ввода программы через последовательно соединенные первый коммутатор, первую схему ИЛИ, интерполятор и второй коммутатор подключено ко второй и четвертой схемам ИЛИ, входы синхронизатора соединены с выходами первого и второго устройств ввода программы, выходы синхронизатора - с входами коммутаторов и устройств ввода программы. Один из выходов первого и третьего коммутаторов подключены к одним из входов третьей и первой схем ИЛИ соответственно.
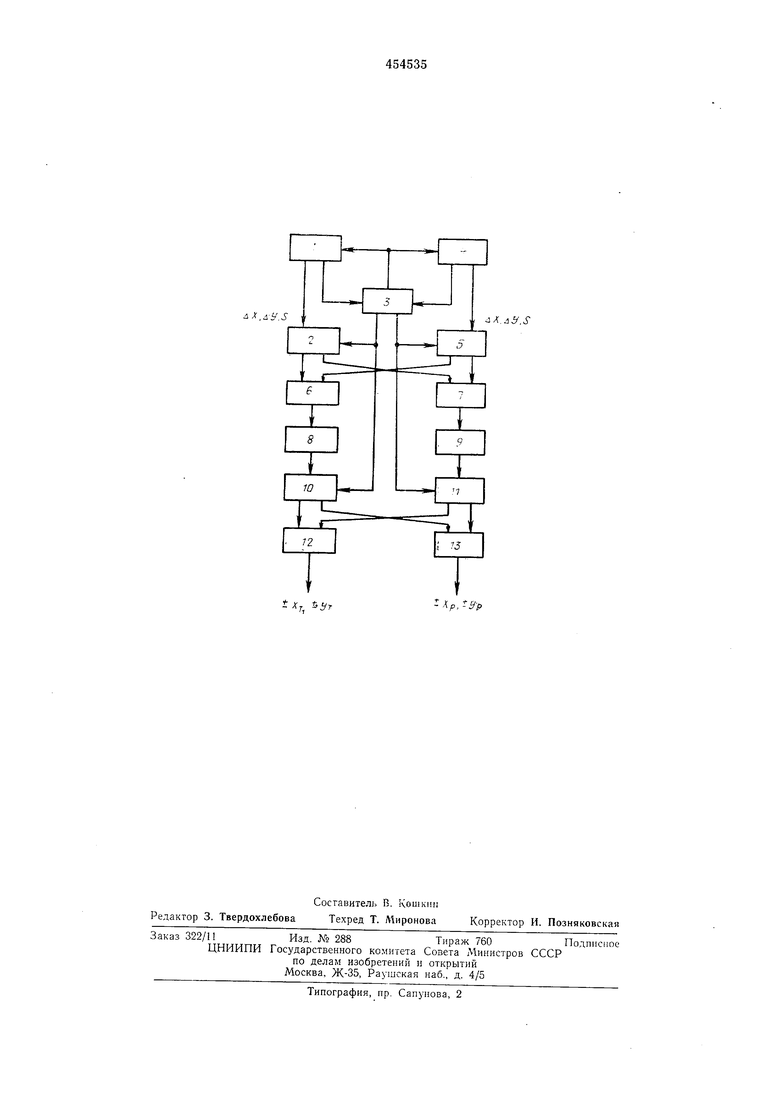
На чертеже изображена блок-схема предлагаемой системы.
В блок-схеме выходы сигналов АХ, ДУт и подачи 5т первого устройства 1 ввода программы подключены к входам первого коммутатора 2, а выход сигнала «переключение управляющего оборудования подключен на вход синхронизатора 3. Выходы сигналов A.Yp, ДУр, 5р второго устройства 4 ввода программы подключены к входам третьего коммутатора 5, а выход сигнала «переключение управляющего оборудования подключен к входу синхронизатора 3. Цервый выход коммутатора 2 подключен к входу первой схемы ИЛИ 6, второй - к входу третьей схемы ИЛИ 7. Выход схемы ИЛИ 6 подключен к входу интерполятора 8, а выход схемы ИЛИ 7 подключен к входу счетчика 9. Выход интерполятора 8 подключен к входу второго коммутатора 10, а выход счетчика 9 - к входу четвертого коммутатора II. ПервыйвыхЬд коммутатора 10 присоединен к входу второй схемы ИЛИ 12, второй - к входу четвертой схемы ИЛИ 13. Первый выход четвертого коммутатора 11 подключен к входу схемы 13, а второй - к входу схемы 12. Первый выход синхронизатора 3 присоединен к управляющим входам коммутаторов 2 и 10, второй - к входам коммутаторам 5 и И, а третий - к шинам «пуск устройств 1 и 4.
Система работает следуюихим образом.
Предположим, что первоначально в соответствии с особенностя.ми конкретной детали токарному суппорту нредстоит обработать криволинейную или конусную поверхность, а расточному - цилиндрическую, а затем токарному - цилиндрическую, а расточному - криволинейную новерхности. Так как для управления обработкой криволинейной или конической поверхности необходим интерполятор, а для управления обработкой цилиндрической поверхности достаточно счетчика прямолинейного перемещения, то имеется возмолсность вести обработку детали таким образом, чтобы операции обработки конусных и криволинейных поверхностей различными суппортами были разпесены во времени. Для этого программа работы каждого суппорта пробивается на отдельной нерфоленте. Кроме обычной информации указывается команда «смена управляющего оборудования, которая отделяет участки программы, предназначенные для обработки криволинейных и конических участков, от цилиндрических.
Программа управления токарным сунпортом устанавливается в первое устройство ввода программы, а программа расточного - в устройство 4. Необходимое первоначальное распределение управляющего оборудования достигается подачей на синхронизатор 3 с пульта управления сигнала предварительного распределения, который вызывает появление разрешающего нотенциала на одном из выходов синхронизатора. Благодаря этому информация о перемещениях токарного суппорта с выхода первого устройства ввода программы через коммутатор 2 и схему ИЛИ 6 будет поступать на вход интерполятора 8, с его выхода через коммутатор 10 и схему ИЛИ 12 - па вход блока управления приводами токарного суппорта. В то же время информация о перемещениях расточного суппорта будет поступать с выхода устройства ввода программы 4 через коммутатор 5 и схему ИЛИ 7 на вход счетчика прямолинейного перемещения 9, а с его выхода через коммутатор 11 и схему ИЛИ 13 - на вход блока управления приводами токарного суппорта. При считывании одним из устройств ввода программы команды «смена управляющего оборудования отработка этой программы прерывается, и сигнал прерывания поступает на вход синхронизатора 3. При считывании другим из устройств ввода программы команды «смена унравляющего оборудования отработка его программы также прерывается и сигнал прерывания поступает на второй вход синхронизатора 3. При этом разрещающий потенциал появляется на другом
выходе синхронизатора и исчезает на том, на котором был первоначально после команды предварительного распределения оборудования. После этого синхронизатор вырабатывает сигнал, запускающий отработку прерванных программ. Работа системы возобновляется, но теперь информация с выхода устройства ввода программы поступает на вход блока управления приводами токарного суппорта но цепи коммутатор 2 - схема ИЛИ 7 - счетчик 9 - коммутатор 11 - схема ИЛИ 12. Информация с выхода устройства ввода программы 2 ноступает на вход блока управления приводами расточного суппорта по цепи коммутатор 5 - схема ИЛИ 6 - интерполятор 8 -
коммутатор 10 - схема ИЛИ 13. Теперь интерполятор управляет работой расточпого суппорта, а счетчик - токарного. Так будет продолжаться до следующей смены управляющего оборудования, после чего интерполятор
вновь будет управлять токарным суннортом, а счетчик расточным.
Поскольку ожидать момента смены унравляющего оборудования можно заставить всегда тот суппорт, у которого время работы при
обработке конкретной детали меньше, то его простои отрицательно не скажутся на производительности станка несмотря на наличие в системе только одного интерполятора. Так как программы работы суппортов пробиты на разных лентах, то программирование унрощается, н использование коррекции скоростей подач не может привести к сбоям системы. Общая надежность системы повышается.
Предмет изобретения
Система программного управления для двухсуппортных токарных станков, содержащая нервое устройство ввода программы, первый коммутатор, синхронизатор и интернолятор, отличающаяся тем, что, с целью новышения надежности работы системы, в нее введены второй коммутатор, первая и вторая
схемы ИЛИ и последовательно соединенные второе устройство ввода программы, третий ком.мутатор, третья схема ИЛИ, счетчик, четвертый коммутатор и четвертая схема ИЛИ, причем первое устройство ввода программы
через последовательно соединенные нервый коммутатор, нервую схему ИЛИ, интернолятор и второй коммутатор подключено ко второй и четвертой схемам ИЛИ, входы синхронизатора соединены с выходами первого и второго устройства ввода программы, выходы синхронизатора - со входами коммутаторов и устройств ввода программы, а один из выходов первого и третьего коммутаторов подключены к одним из входов третьей и первой
схем ИЛИ соответственно.
лх ,-h-,s
.A.S
- , 9-p
| название | год | авторы | номер документа |
|---|---|---|---|
| Система программного управления двухсуппортным токарным станком | 1973 |
|
SU484938A1 |
| Устройство для управления сменойиНСТРуМЕНТОВ HA CTAHKAX C пРОгРАМ-МНыХ упРАВлЕНиЕМ | 1979 |
|
SU849145A1 |
| Устройство для программного управления двухсуппортным токарным станком | 1976 |
|
SU640259A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1981 |
|
SU1004974A1 |
| Система программного управления станками | 1973 |
|
SU503211A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Устройство стабилизации скорости резания для токарно-винтовых станков с числовым программным управлением | 1983 |
|
SU1180845A1 |
| Устройство для числового программного управления станками | 1985 |
|
SU1291928A1 |