Изобретение относится к станкостроению, в частности к технике программного управления технологическим оборудованием, и предназначено для использования преимущественно в то карных станках, имеющих магазин инстру ментов и перегружатель инструмента, следящий за движением суппорта и меняющий инструмент в процессе обработ ки., Известно устройство для программного управления двумя механизмами/ содержащее блоки ввода, коммутаторы, синхронизатор, интерполятор, счетчик и элементы ИЛИ. Управление осуществляется двумя суппортами, программы работы каждого из которых наносят ся на отдельной перфоленте. Кроме обычной информации, указывается команда Смена управляющего оборудования , отделяющая участки программы Гц. Недостатком этого устройства является большое время холостого хода. Известно также устройство для управления двухсуппортным токарным ста ком, уменьшающее время холостого хода суппортов, содержащее блок управления главным приводом станка и для каждого суппорта последовательно сое диненные блок ввода программы и блок управления приводом данного суппорта Г2. Однако в таком устройстве управление двумя механизмами линейного перемещения (суппортами) производится от двух устройств ЧПУ, что усложняет устройство. Наиболее близким по технической сущности к предлагаемому является устройство для программного управления двухсуппортным токарным станком, содержащее два блока числового программного управления ЧПУ, два блока управления приводами линейного перемещения (суппортов), блок согласования скоростей, включающий два преобразователя цифра-аналог, два дешифратора, три ключа, блок сравнения, формирователь управляющих сигналов, преобразователь аналог-цифра и элемент ИЛИ и ограничители хода, установленные на первом и втором суппортах Гз . Недостатками известного устройства является его сложность и сравнительно низкая точность слежения суппортов вследствие использования двух блоков ЧПУ. Цель изобретения - упрощение устройства и повьвление точности слежения перегружателя за движением суп- . порта.
Эта цель достигается тем, что в устройство для управления сменой инструментов на станках с программным | правлениёМ, содержащее первый и второй ключи, блоки управления приводом перегружателя и последовательно соединенные центральный блок программного управления и блок управления приводом суппорта, введены последовательно соединенные датчик положения суппорта, элемент НЕ и элемент И, а также задатчик скорости, выход которого подсоединен к первому входу второго ключа, соединенного вторым входом с выходом элемента И, с выходом со входом блока управления приводом перегружателя и с выходом первого ключа, первый вход которого подсоединен к выходу датчика положения суппорта, а второй вход - к первому выходу центрального блока- програьвлного управления, подключенного вторым выходом ко второму входу элемента И.
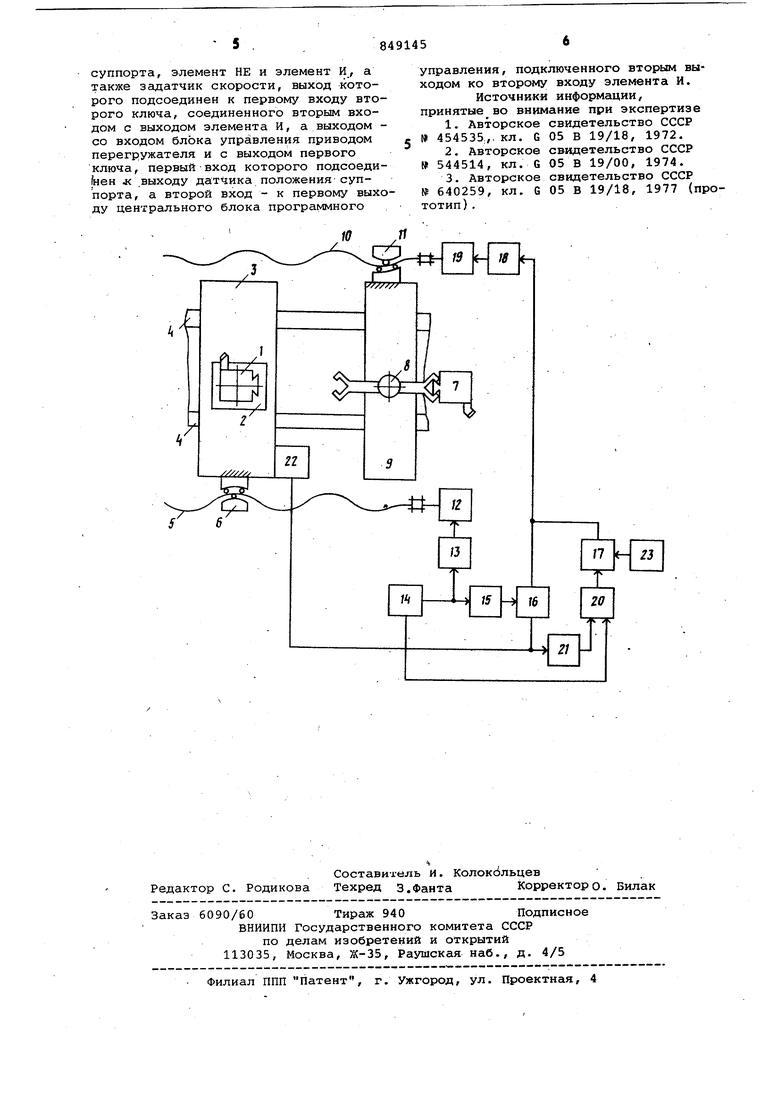
На чертеже представлена структурная схема предлагаемого устройства.
На токарном станке инструментальный блок 1 закрепляется в держателе 2, установленном на суппорте 3, который может перемещаться по направляющим станины 4 с помощью передачи винт 5 - гайка 6. Второй инструментальный блок 7, следующий по программе за первым блоком 1, зажат в правом патроне поворотной руки 8 перегружателя 9, который может перемещаться rio направляквдим станины 4 с помощью передачи винт 10 - гайка 11.
С одним из концов винта 5 связан электродвигатель 12, питаелвлй от блока 13 управления приводом суппорта, вход которого соединен с первым выходом центрального блока программного управления (ЧПУ) 14 и входом согласующего блока 15. Выход последнего соединен со вторыг 1 входом первого ключа 16, выход которого соединен с выходом второго ключа 17 и входом блока 18 управления приводом перегружателя, от которого питается электродвигатель 19, механически связанный с одним из концов винта 10.
Второй выход блока 14 соединен со вторым входом элемента VI 20, первый вход которого соединен с выходом элемента НЕ 21, вход которого соединен с первьом входом первого ключа 16 и выходом датчика 22 положения суппорта. Датчик 22 механически связан с суппортом 3. Первый вход ключа 17 сое динен с выходом элемента И 20, а второй вход - с выходом задатчика 23 скорости.
Устройство работает следующим образом.
При токарной обработке резцом блока 1 суппорт 3 перемещается по заданному закону от блока 14. При этом выходной сигнал блока 14, пропорциональный скорости и пути перемещения, через блок 13 управляет скоростью вращения электродвигателя 12.
По сигналу уровнем 1 с выхода блока 14 элемент И 20 вырабатывает сигнал уровнем 1, который открывает .ключ 17. Выходной сигнал задатчика ,-23, пропорциональный быстрой скорости перемещения, через блок 18 управляет электродвигателем 19. При этом перегружатель 9 на быстрой скорости перемещается к суппорту 3. При встрече перегружателя с суппортом включается датчик 22, выходной сигнал которого уровнем 1 открывает ключ 16 и через элементы НЕ 21, И 20 закрывает ключ 17. При этом ко входу блока 18 через блок 15 и открытый ключ 16 подключается сигнал управления перемещением суппорта с выхода блока 14.
Электродвигатель 19 переходит на режим работы, синхронный с электродвигателем 12, так как электродвигатели 19 и 12 работают от одного и того же сигнала управления. Перегружатель 9 повторяет движения суппорта 3 т.е. работает в режиме слежения за перемеще11ием суппорта. Блок 15 необходим для развязки выходных цепей блока 14 от входных цепей блока 18 и исключения модуляций управляющего сигнала блока 14, возникающих при коммутации ключа 1€.
После завершения токарной, обработки блоком 1 происходит останов суппорта 3 и перегружателя 9 с последующей заменой блока 1 на блок 7. По окончании смены инструментальных блоков начинается обработка блоком 7, а перегружатель отводится от суппорта к магазину для выбора инструментального блока, следующего по программе за блоком 7. Затем по сигналу от блока 14 перегружатель 9 перемещается к суппорту 3.
Предлагаемое устройство обеспечивает в режиме слежения работу электродвигателей перегружателя и суппорта от одного управляющего сигнала блока ЧПУ, в результате чего достигает-, ся упрощение устройства, а следовательно, повышение точности слежения перегружателя за движением суппорта.
Формула изобретения
Устройство для управления сменой инструментов на станках с программным управлением, содержащее первый и второй ключи, блок управления приводом перегружателя и последовательно соединенные центральный блок программного управления и блок управления приводом суппорта, отличающеес я тем, что, с целью упрощенияустройства, в него введены последовательно соединенные датчик положения
суппорта, элемент НЕ и элемент И., а также эадатчик скорости, выход которого подсоединен к первому входу второго ключа, соединенного вторьом входом с выходом элемента И, а выходом со входом блока управления приводом перегружателя и с выходом первого ключа, первый вход которого подсоеди нен j выходу датчика, положения суппорта, а второй вход - к первому выходу центрального блока программного
управления, подключенного вторым выходом ко второму входу элемента И.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 454535,. кл. G 05 В 19/18, 1972.
2.Авторское свидетельство СССР № 544514, кл. G 05 В 19/00, 1974.
3 Авторское свидетельство СССР № 640259, кл. 6 05 В 19/18, 1977 (птотип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления двухсуппортным токарным станком | 1976 |
|
SU640259A1 |
| Адаптивная система управления станком | 1978 |
|
SU744469A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ РАЗМЕРНОЙ НАСТРОЙКИ ТОКАРНЫХ МНОГОИНСТРУМЕНТАЛЬНЫХ СТАНКОВ С ЧПУ | 1991 |
|
RU2016741C1 |
| Система программного управления для двухсуппортных токарных станков | 1973 |
|
SU454535A1 |
| Система программного управления двухсуппортным токарным станком | 1973 |
|
SU484938A1 |
| Устройство для управления автоматической сменой заготовок на токарных станках с числовым программным управлением | 1985 |
|
SU1275374A1 |
| Устройство для программного управления станком | 1980 |
|
SU898387A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
| Система автоматического управления размерной настройкой токарных станков с ЧПУ | 1981 |
|
SU1144775A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
