1
Изобретение относится к автоматике и вычислительной технике и, в частности, к устройствам программного управления технологическим оборудованием, предназначенного для использования преимущественно в токарных двухсуппортных станках с числовым программным управлением.
Известны устройства для программного управления двухсуппортным токарным станком, содержащие для каждого суппорта блок ввода программы, блок управления, а также логические блоки 1, 2, 3, 4.
Наиболее близким техническим решением к изрбретению является устройство для программного управления двухсуппортным токарным станком, содержащее блок управления главным приводом станка и для каждого суппорта последовательно соединенные блок ввода программы и блок управления приводом данного суппорта 5.
Известные устройства обладают существенными недостатками: при программировании требуется разность по времени операции обработки криволинейной и цилиндрической поверхности для каждого суппорта и учитывать время работы каждого суппорта в каждом кадре, кроме того, из-за наличия одного интерполятора быстродействие устройства снижается, так как один из суппортов обязан ожидать освобождения интерполятора.
Целью изобретения является повышение быстродействия и упрощение устройства.
Для этого в устройство введен блок согласования скоростей, а на каждом суппорте установлен ограничитель хода, подключенный к одному из входов блока ввода программы данного суппорта, один из входов и выходов блока ввода программы одного суппорта соединены соответственно с первыми выходом и входом блока согласования скоростей, вторые вход и выход которого подключены к одним из выходов и входов соответственно блока ввода программы другого суппорта, а третий выход блока согласования скоростей соединен со входом блока управления главным приводом станка, а тем, что блок согласования скоростей содержит первый и второй ключи, соединенные соответственно через первый н второй дешифраторы со входами блока сравнения, первый выход которого подключен ко входу формирователя управляющих сигналов, а второй выход через третий ключ - ко входу элемента ИЛИ, другие входы которого соединены с выходами первого и второго ключей, а выход - с третьим выходом блока, первый выход формирователя управляющих сигналов подсоеДинен i одному из входов третьего ключа, первому входу второго ключа и к первому выходу блока, второй выход формирователя управляющих сигналов соединен со вторым выходом блока и с первым входом первого ключа, второй вход которого и второй вход второго ключа подсоединены соответственно к первому и второму входам блока.
Предложенное устройство позволяет раздельное программирование для каждого суппорта независимо от времени работы каждого суппорта и конфигурации обрабатываемой каждым суппортом поверхности, что упрощает программирование, а одновременная работа двух суппортов ведет к повыщению производительности станка.
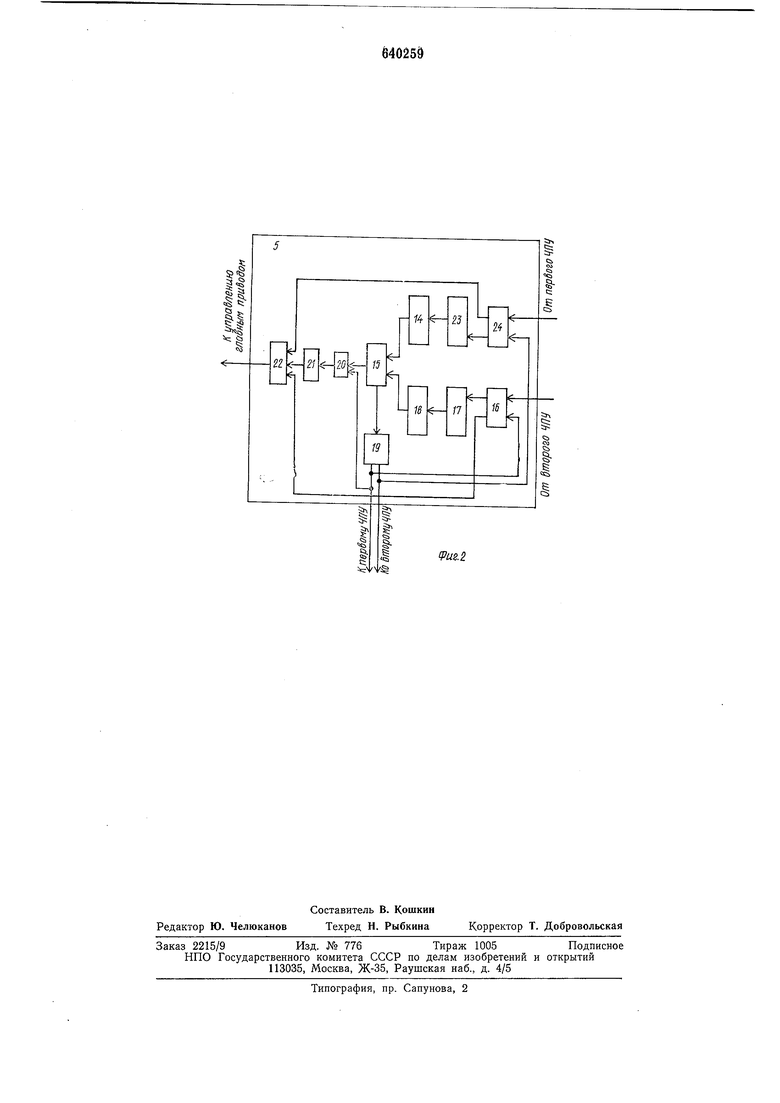
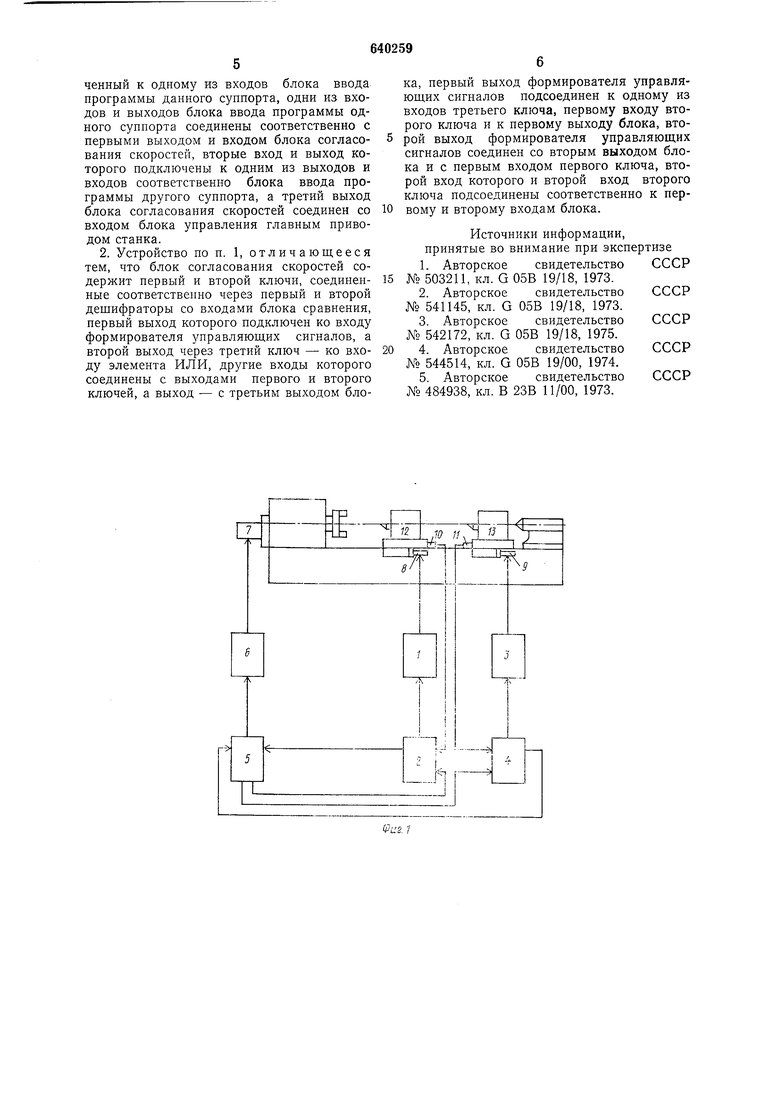
На фиг. 1 изображено предлагаемое устройство фиг. 2 - схема блока согласования скоростей.
Устройство содержит блок 1 управления приводом первого суппорта, блок 2 ввода программы первого суппорта, блок 3 управления приводом второго суппорта, блок 4 ввода программы второго суппорта, блок 5 согласования скоростей, блок 6 управления главным приводом 7 станка, приводы 8 и 9 первого и второго суппортов соответственно, ограничители хода 10 и 11, установленные на первом 12 и втором 13 суппортах соответственно.
Блок 5 согласования скоростей содержит первый преобразователь «цифра-аналог 14, блок сравнения 15, второй ключ 16, второй дещифратор 17, второй преобразователь 18 «цифра-аналог, формирователь 19 управляющих сигналов, третий ключ 20, преобразователь 21 «аналог-цифра, элемент ИЛИ 22, первый дешифратор 23 и первый ключ 24.
При одновременной работе суппортов от блоков 1 и 3 информация о скорости вращения главного привода от блоков 2 и 4 поступает в блок 5, где определяется средняя скорость вращения главного привода и выдается информация об этой скорости в блок 6 управления главным приводом станка.
Таким образом, обработка детали происходит при средней скорости вращения для обоих суппортов.
В отдельных случаях разность скоростей вращения главного привода для первого и второго суппорта может превысить определенную недопустимую величину. В этом случае блок 5 выдает информацию на поочередную работу блоков 2 и 4 ввода программы.
Так как для каждого суппорта составляется своя программа работы, то могут возникнуть ситуации, когда траектория движения суппортов при их одновременной работе могут пересекаться.
Во избежание аварий на суппортах установлены ограничители хода 10 и 11 первого 12 и второго 13 суппортов. По команде от
этих ограничителей один из суппортов прекращает работу по программе и ожидает выхода из опасной зоны второго суппорта, после чего работа первого суппорта возобновляется.
Блок 5 согласования скоростей работает следующим образом.
При одновременной работе двух суппортов информация о скорости вращения главного привода 7 поступает на первые входы первого 24 и второго 16 ключей, расшифровывается в виде числа на первом 23 и втором 17 дешифраторах, преобразуется в виде напряжения на первом 14 и втором 18
преобразователях и подается на входы блока сравнения 15, в котором оба напряжения сравниваются по величине между собой, а их разница сравнивается с заранее заданным напряжением, которое определяет предел в разнице заданных скоростей вращения главного привода 7. Если разница в заданных скоростях не превышает допустимой, то напряжение, составляющее разницу напряжений после сравнения (средняя скорость вращения главного привода), через открытый третий ключ 20 поступает на преобразователь 21, информация с которого после элемента ИЛИ 22 поступает на блок 6 управления главным приводом станка.
Если в блоке 15 сравнения разностное напряжение превысит заданное напряжение, то информация об этом поступает на формирователь 19, на выходах которого появляются сигналы, по которым блоки 2 и 4
начинают работать поочереди до тех пор, пока разница в скоростях вращения главного привода 7 не станет меньще допустимой. Одновременно сигналы с выходов формирователя 19 попадают на первый 24 и второй
16 ключи, которые, включаясь поочередно, выдают информацию о скорости вращения главного привода 7 непосредственно на элемент ИЛИ 22, а сигнал с одного из выходов формирователя 19 закрывает третий ключ
20, запрещая прохождение информации с блока сравнения 15 на преобразователь 21. Использование данного устройства повысит производительность работы станка за счет одновременной работы суппортов и
упрощения программирования, снизит аварийные ситуации и брак деталей.
Формула изобретения
1. Устройство для программного управления двухсуппортным токарным станком, содержащее блок управления -главным приводом станка и для каждого суппорта последовательно соединенные блок ввода программы и блок управления приводом данного суппорта, отличающееся тем, что, с целью упрощения и повышения быстродействия устройства, в него введен блок согласования скоростей, а на каждом суппорте установлен ограничитель хода, подключенный к одному из входов блока ввода программы данного суппорта, одни из входов и выходов блока ввода программы одного суппорта соединены соответственно с первыми выходом и входом блока согласования скоростей, вторые вход и выход которого подключены к одним из выходов и входов соответственно блока ввода программы другого суппорта, а третий выход блока согласования скоростей соединен со входом блока управления главным приводом станка.
2. Устройство по п. 1, отличающееся тем, что блок согласования скоростей содержит первый и второй ключи, соединенные соответственно через первый и второй дешифраторы со входами блока сравнения, первый выход которого подключен ко входу формирователя управляющих сигналов, а второй выход через третий ключ - ко входу элемента ИЛИ, другие входы которого соединены с выходами первого и второго ключей, а выход - с третьим выходом блока, первый выход формирователя управляющих сигналов подсоединен к одному из входов третьего ключа, первому входу второго ключа и к первому выходу блока, второй выход формирователя управляющих сигналов соединен со вторым выходом блока и с первым входом первого ключа, второй вход которого и второй вход второго ключа подсоединены соответственно к первому и второму входам блока.
Источники информации, принятые во внимание при экспертизе
СССР
1.Авторское свидетельство j№ 503211, кл. G 05В 19/18, 1973. СССР
2.Авторское свидетельство № 541145, кл. G 05В 19/18, 1973. СССР
3.Авторское свидетельство № 542172, кл. G 05В 19/18, 1975. СССР
4. Авторское свидетельство № 544514, кл. G 05В 19/00, 1974. СССР 5. Авторское свидетельство № 484938, кл. В 23В 11/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления сменойиНСТРуМЕНТОВ HA CTAHKAX C пРОгРАМ-МНыХ упРАВлЕНиЕМ | 1979 |
|
SU849145A1 |
| Система программного управления для двухсуппортных токарных станков | 1973 |
|
SU454535A1 |
| Система программного управления двухсуппортным токарным станком | 1973 |
|
SU484938A1 |
| Способ управления двухсуппортным токарным станком | 1974 |
|
SU544514A1 |
| Аналого-цифровое устройство для управления токарным станком | 1980 |
|
SU947830A1 |
| Устройство для управления токарнымСТАНКОМ | 1979 |
|
SU830314A1 |
| Устройство для программного управления станком | 1981 |
|
SU1035567A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Токарно-винторезный станок | 1987 |
|
SU1526954A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |