(54) МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной точечной сварки | 1977 |
|
SU732102A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКИ | 1967 |
|
SU198472A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Установка для контактной сварки крупногабаритных изделий | 1979 |
|
SU897437A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 1967 |
|
SU193641A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНО-ШАГОВОЙ СВАРКИ | 1992 |
|
RU2050236C1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
1
Изобретение относится к оборудованию для контактной сварки и может быть использовано для точечной сварки крупногабаритных изделий плоской формы, например для сварки боковой стенки вагона.
Известна машина для контактной точечной сварки, содержащая источник питания и электроды, расположенные на противолежащих бесконечных гибких связях, установленных с возможностью перемещения с одинаковой скоростью.
Однако она не обеспечивает точной синхронизации перемещения противолежащих электродов.
Для повышения качества сварки в предлагаемой машине синхронизация перемещения электродов осуществлена при помощи элементов управления, расположенных на соответствующих гибких связях.
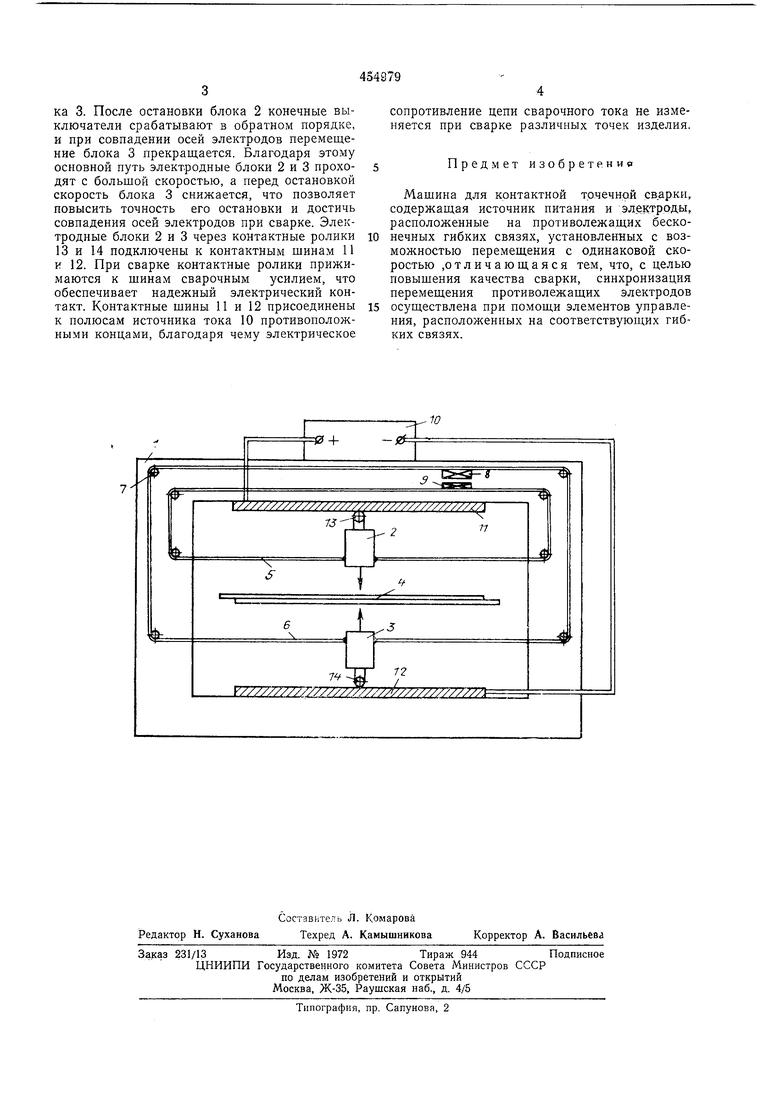
На чертеже показана схема предлагаемой машины, где даны следующие обозначения: 1 -корпус машины, 2 и 3 - подвижные электродные блоки, 4 - свариваемое изделие, 5 и 6 -гибкие связи, 7 - натяжные ролики, 8 и 9 - части конечных выключателей управления двухскоростным приводом электродного блока (элементы управления), 10 - источник постоянного тока, 11 и 12 - контактные шины, 13 и 14 - контактные ролики.
При работе машины электродные блоки 2 и 3, расположенные по разные стороны от свариваемого изделия 4, перемещаются относительно изделия и корпуса машины. К каждому электродному блоку прикреплены двумя концами гибкие связи 5 и 6, натянутые с помощью роликов 7 и проходящие на определенном участке рядом друг с другом. Длина этого участка соответствует необходимому ходу
электродных блоков при их перемещении. На связях закреплены элементы управления - части конечных выключателей 8 и 9, управляющие двухскоростным приводом перемещения электродного блока 3.
Управление приводом перемещения электродного блока 2 осуществляется оператором или по заданной программе схемой управления машины. Взаимное расположение частей конечных выключателей 8 и 9 настраивается
таким образом, что при совпадении осей электродов блоков 2 и 3 привод перемещения блока 3 выключен. Перемещение электродного блока 2 к новому месту сварки нарущает соосность электродов и взаимное расположение частей конечных выключателей 8 и 9, которые включают привод перемещения электродного блока 3 с малой скоростью. При увеличении отклонения осей электродов соответствующий конечный выключатель дает команду на повышение скорости перемещения блока 3. После остановки блока 2 конечные выключатели срабатывают в обратном порядке, и при совпадении осей электродов перемещение блока 3 прекращается. Благодаря этому основной путь электродные блоки 2 и 3 проходят с больщой скоростью, а перед остановкой скорость блока 3 снижается, что позволяет повысить точность его остановки и достичь совпадения осей электродов при сварке. Электродные блоки 2 и 3 через контактные ролики 13 и 14 подключены к контактным шинам 11 и 12. При сварке контактные ролики прижимаются к шинам сварочным усилием, что обеспечивает надежный электрический контакт. Контактные щины 11 и 12 присоединены к полюсам источника тока 10 противоположными концами, благодаря чему электрическое
сопротивление цепи сварочного тока не изменяется при сварке различных точек изделия.
Предмет изобретения
Мащина для контактной точечной сварки, содержащая источник питания и электроды, расположенные на противолежащих бесконечных гибких связях, установленных с возможностью перемещения с одинаковой скоростью ,отличающаяся тем, что, с целью повышения качества сварки, синхронизация перемещения противолежащих электродов
осуществлена при помощи элементов управления, расположенных на соответствующих гибких связях.
