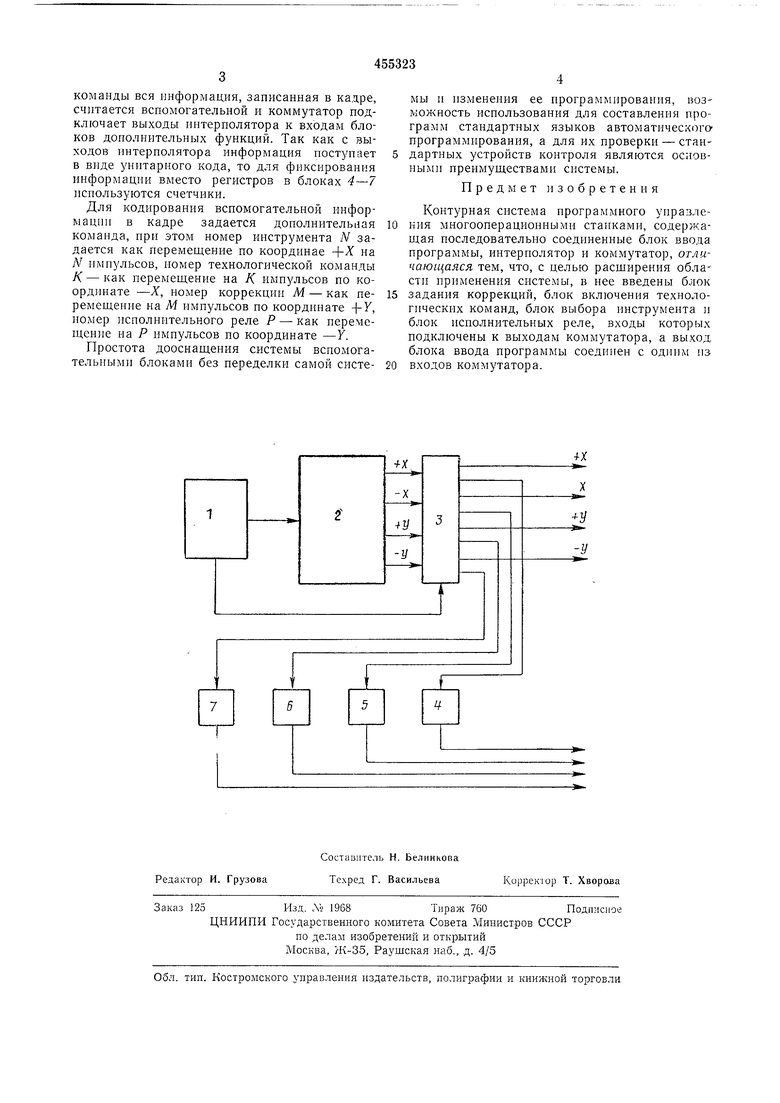
Изобретение относится к области автоматики и вычислительной техники и предназначено для программного управления сложными многооперационными станками. Известны системы программного управления, состоящие из последовательно соединенных блоков ввода программы, интерполятора и коммутатора. Последний служит для распределения командных ИлМпульсов по каналам «+ или «- в зависимости от знака коорди 1аты, заданного в программе, или для подключения по программе дополнительной координаты. Применение таких систем для управления многооперационными станками требует введения между блоком ввода и интерполятором специального блока управления вспомогательными функциями, такими как задание коррекции, включение технологических команд, выбор инструмента, включение исполнительных реле. Использование этого блока приводит к существенной переделке всей системы, увеличивает объем электронного оборудования и нарушает систему кодирования информации. Цель изобретения - расширение области применения системы путем введения в нее дополнительных блоков без существенных переделок самой системы. Это достигается тем, что в систему, состоящую из последовательно соединенных блока ввода программы, 1И1териолятора и коммутатора, включены дополнительные блоки: блок задания коррекции, блок включения технологических команд, блок выбора инструмента н блок исполнительных реле. При этом входы всех блоков, введенных вновь, подключены к выходам коммутатора, а выход блока ввода программы соединен с одним из входов коммутатора. На чертеже показана блок-схема системы. В ней выходы блока / ввода програмтмы присоединены к входам интерполятора 2 и одному из входов коммутатора 3. Выходы интерполятора подключены к входам коммутатора, одна группа выходов которого исиользуется для управления приводами станка, а другая подсоединена к входам блока 4 технологических команд, блока 5 выбора инструмента, блока 6 задания коррекции и блока 7 исполнптельных реле. Работает система следующим образом. В кадре программы предусматривается одна дополнительная команда, служащая признаком вспомогательной информации. Если дополнительной команды в кадре нет, коммутатор подключает выходы интерполятора к входам схем управления приводами станка. В этом случае система работает как обычный интерполятор. При иаличии в кадре доиолинтельной
команды вся информация, записанная в кадре, считается вспомогательной и коммутатор подключает выходы интерполятора к входам блоков дополнительных функций. Так как с выходов интерполятора информация поступает в виде унитарного кода, то для фиксирования информации вместо регистров в блоках 4-7 используются счетчики.
Для кодирования вспомогательной информации в кадре задается дополнительная команда, при этом номер инструмента Л задается как перемещение по координае на Л импульсов, номер технологической команды /С - как перемещение на /С импульсов по координате -X, номер коррекции М - как перемещение на М импульсов по координате -|-У, номер исполнительного реле Р - как перемещение на Р импульсов по координате -У.
Простота дооснащения системы вспомогательными блоками без переделки самой системы и изменения ее программирования, возможность использования для составления программ стандартных языков автоматического программирования, а для их проверки - стандартных устройств контроля являются основными преимуществами системы.
Предмет изобретения
Контурная система ирограммного упразлекия многооперационными станками, содержащая последовательно соединенные блок ввода программы, интериолятор и коммутатор, отличающаяся тем, что, с целью расщирения области применения системы, в нее введены блок задания коррекций, блок включения технологическнх команд, блок выбора инструмента и блок исполнительных реле, входы которых подключены к выходам коммутатора, а выход блока ввода программы соединен с одним из входов коммутатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления гравировальным станком | 1977 |
|
SU635460A1 |
| Система для программного управления | 1984 |
|
SU1246053A1 |
| Устройство для программного управления | 1985 |
|
SU1280571A1 |
| Устройство для числового программного управления станками | 1985 |
|
SU1291928A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для контурного программного управления станком | 1978 |
|
SU716020A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| Устройство для задания программы | 1979 |
|
SU862118A1 |
| Устройство для адаптивного программного управления станком | 1981 |
|
SU1003026A2 |
| Устройство для числового программного управления | 1983 |
|
SU1124251A1 |
