1
Изобретение относится к листовой штамповки, в частности к обработке трубчатых заготовок.
Известен штамп для обжима труб с нагревом.
Однако недостатком такого штампа является то, что нагрев заготовки производится посредством нагревания матрицы, что снижает ее стойкость и удлиняет время нагрева заготовки.
В предложенном штампе эти недостатки устраняются за счет того, что он снабжен оправкой для установки заготовки, закрепленной на нижней плите штампа, матрица расположена на верхней плите, а нагревательный элемент связан с нижней плитой с возможностью вертикального перемещения и выполнен в виде установленной концентрично заготовке обоймы с радиальными пазами, в которых смонтированы нагреватели, например кварцевые лампы.
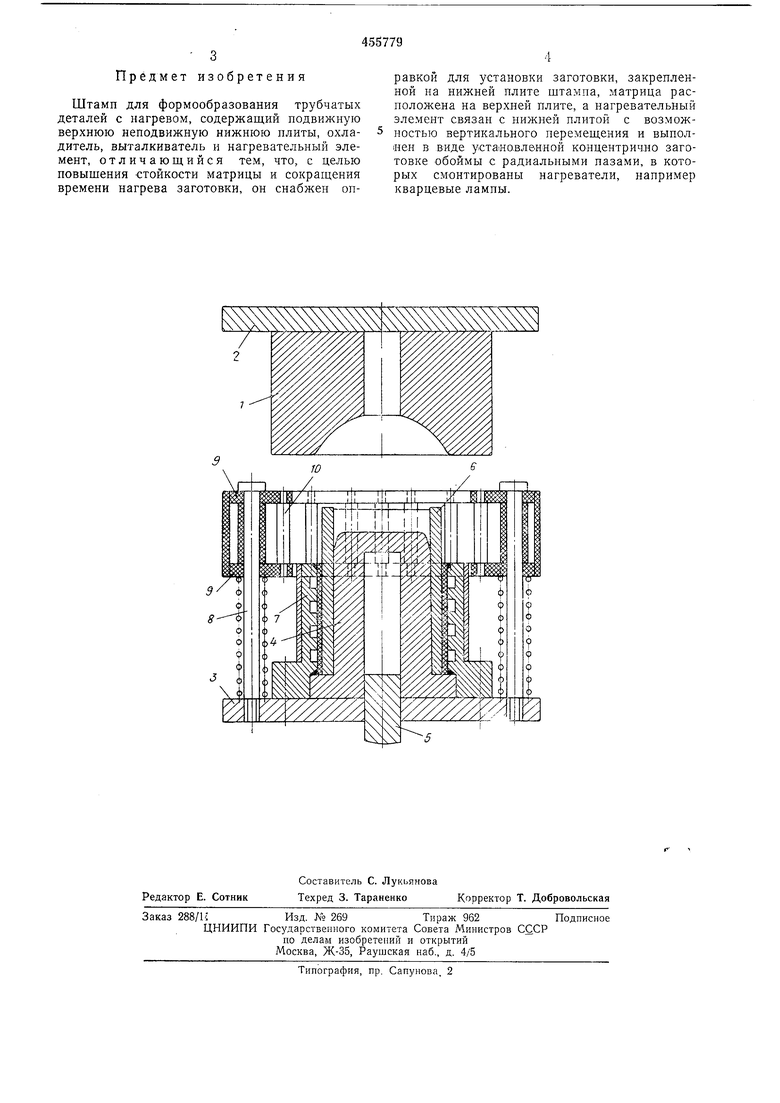
На чертеже изображен предлагаемый штамп, разрез.
Штамп состоит из матрицы 1, верхней 2 и нижней 3 плит, оправки 4 с несквозным продольным пазом для перемеш,ения выталкивателя 5, снимающего заготовку 6 после ее обжима.
Оправка крепится на нижней плите с помощью обоймы 7, в которой сделан винтовой
канал для циркуляции воды, охлаждающей недеформируемую часть заготовки. На нижней плите концентрично трубчатой заготовке установлены направляющие 8, на которых крепится подпружиненная обойма 9.
В радиальных пазах обоймы, расположенных по окружности, смонтированы с возможностью перемещения нагреватели, например кварцевые лампы 10.
Штамп работает следующим образом.
Трубчатую заготовку 6 надевают на оправку 4. Матрица 1 находится в верхнем крайнем положении. Затем включают нагреватели 10 и подают .холодную воду по винтовому каналу. При достижении требуемой температуры Н1грева трубчатой заготовки 6, которая контролируется соответствующим устройством (не показано), включают привод ползуна пресса, к которому прикреплена верхняя плита 2 с матрицей 1.
Матрица при движении вниз перемещает обой.мы вместе с закрепленными в них нагревателями 10 вниз и обжимает трубчатую заготовку. После окончания обжима ползун с матрицей поднимаются в верхнее крайнее положение и отключают привод ползуна, а кольца с нагревателями под действием пружин возвращаются в исходное положение. Затем заготовка 6 снимается выталкивателем 5, снабженным выступами.
Предмет изобретения
Штамп для формообразования трубчатых деталей с нагревом, содержащий подвижную верхнюю неподвижную нижнюю плиты, охладитель, выталкиватель и нагревательный элемент, отличающийся тем, что, с целью повышения СТОЙКОСТИ матрицы и сокращения времени нагрева заготовки, он снабжен оправкой для установки заготовки, закрепленной на нижней плите штампа, матрица расположена на верхней плите, а нагревательный элемент связан с нижней плитой с возможностью вертикального перемещения и выполиен в виде установленной концентрично заготовке обоймы с радиальными пазами, в которых смонтированы нагреватели, например кварцевые лампы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| Штамп для формовки полых заготовок | 1991 |
|
SU1780902A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Многопереходный штамп | 1974 |
|
SU582875A1 |
| Способ изготовления колец и штамп для его осуществления | 1981 |
|
SU1013073A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Способ изготовления полых деталей с внутренним фланцем | 1989 |
|
SU1706771A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
